铸模及结构物的制造方法与流程
本发明涉及一种铸模及结构物的制造方法。
背景技术:
1、正在研究有关对形成于基板上的微细的结构物进行表面处理的各种技术。
2、在专利文献1中,在微粒的制造方法中,记载有如下内容等:记载有在通过在基材的一个表面上以该表面为基准排列多个凸部而形成的凹凸部的至少一部分,形成由微粒材料构成的微粒;及通过真空蒸镀进行微粒的形成,该真空蒸镀将在表面形成有凹凸部的基材的该凹凸部侧朝向真空蒸镀方向,将该基材相对于垂直方向的角度设为1度~80度之后进行。
3、在专利文献2中,在平面显示装置用玻璃基板的制造方法中,记载有如下内容:依次进行在玻璃基板上形成多个隔壁的隔壁形成工序、以及在位于由隔壁隔开的各空间的下部的玻璃基板面上蒸镀导电材料而形成电极的电极形成工序。
4、专利文献1:日本特开2010-18044号公报
5、专利文献2:日本特开平11-339649号公报
6、有时仅对形成于基板上的微细的结构物的一部分进行表面处理。
7、但是,在专利文献1及专利文献2中所适用的表面处理的以往技术中,难以仅对微细结构物的表面的一部分,局部且精度良好地进行表面处理。
技术实现思路
1、本发明是鉴于上述情况而完成的。
2、本发明的一实施方式的课题在于提供一种能够形成微细的结构物且能够对结构物的表面的一部分进行表面处理的铸模、或者使用上述铸模的结构物的制造方法。
3、本发明包括以下的方式。
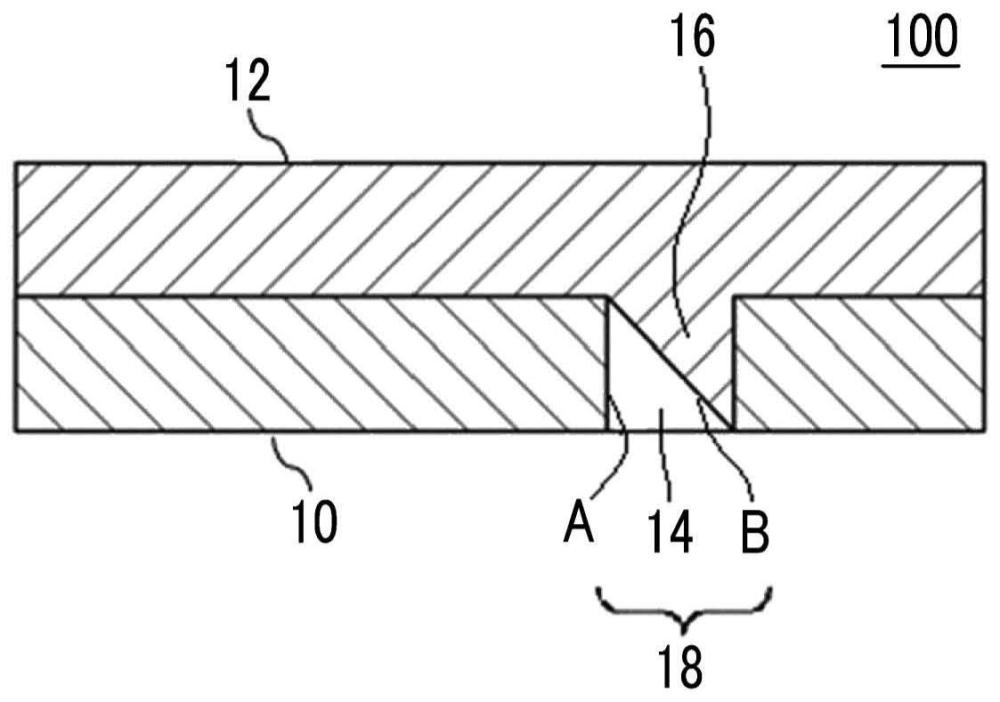
4、[1]一种结构物赋形用的铸模,其具备:第1部件,具有2个主表面及贯穿上述主表面的贯穿孔;及第2部件,堵塞上述贯穿孔,并且所述铸模以作为上述第1部件的表面的一部分的壁面a与作为上述第2部件的表面的一部分的壁面b连续而形成铸模壁的方式,由上述第1部件和上述第2部件组合而成。
5、[2]根据[1]所述的结构物赋形用的铸模,其中,上述壁面a为上述贯穿孔的表面,所述铸模以上述壁面a和上述壁面b连续而形成铸模壁的方式由上述第1部件和上述第2部件组合而成。
6、[3]根据[1]所述的结构物赋形用的铸模,其中,上述第2部件具有突起部,该突起部贯穿上述第1部件的上述贯穿孔并进行栓塞,并且该突起部在厚度方向上剖视观察时的长度大于上述贯穿孔的长度,上述壁面b包括上述突起部的表面,所述铸模以上述壁面a和上述壁面b连续而形成铸模壁的方式,由上述第1部件和上述第2部件组合而成。
7、[4]根据[1]或[2]所述的铸模,其中,上述第2部件具有嵌入在上述第1部件的上述贯穿孔的内部的嵌入部,上述壁面b包括上述嵌入部的表面。
8、[5]根据[4]所述的铸模,其中,上述贯穿孔和上述嵌入部还形成与上述铸模壁所划定的空间不同的另外的空间。
9、[6]根据[5]所述的铸模,其中,在厚度方向上剖视观察时,当将上述嵌入部的上述另外的空间侧的壁面b0与通过上述嵌入部的顶部且与上述第2部件的嵌入部形成面平行的假想直线所成的角度设为α,将上述贯穿孔的上述另外的空间侧的壁面a0与组合有上述第2部件的上述第1部件的一个主表面所成的角度设为β时,满足α>β的关系。
10、[7]根据[1]至[6]中任一项所述的铸模,其中,形成上述第1部件及上述第2部件的材料为相同的材料。
11、[8]根据[1]至[7]中任一项所述的铸模,其中,上述第1部件包含的材料的弹性模量与上述第2部件包含的材料的弹性模量不同。
12、[9]根据[1]至[8]中任一项所述的铸模,其中,上述第1部件和上述第2部件中的一方包含含有金属的无机材料,另一方包含含有树脂的有机材料。
13、[10]根据[1]至[9]中任一项所述的铸模,其中,上述第1部件和上述第2部件中的至少一方包含磁性材料。
14、[11]根据[1]至[10]中任一项所述的铸模,其中,在上述第1部件和上述第2部件彼此接触的面中的至少一部分的区域具有脱模层。
15、[12]根据[1]至[11]中任一项所述的铸模,其中,在上述第2部件的上述壁面b中的至少一部分具有脱模层。
16、[13]根据[1]至[12]中任一项所述的铸模,其中,在上述第1部件和上述第2部件没有发生接触的面中的至少一部分的区域具有脱模层。
17、[14]根据[1]至[13]中任一项所述的铸模,其中,上述第2部件包含使波长200~400nm的范围内的至少一部分波长的光透过的区域。
18、[15]根据[1]至[14]中任一项所述的铸模,其中,使用磁力来将上述第1部件和上述第2部件固定在一起。
19、[16]根据[1]至[15]中任一项所述的铸模,其中,上述第1部件和上述第2部件中的至少一方的部件具有用于进行相互对位的对准部。
20、[17]根据[1]至[16]中任一项所述的铸模,其中,上述第2部件具有嵌入在上述第1部件的上述贯穿孔的内部的嵌入部,上述壁面b包括上述嵌入部的表面,在上述对准部中,上述第1部件具有凸部,上述第2部件具有凹部,在厚度方向上剖视观察时,上述凸部的长度大于上述嵌入部的长度。
21、[18]一种结构物的制造方法,其具备如下工序:准备转印材料的工序;使用结构物赋形用的铸模,在基板上对上述转印材料进行赋形的工序,上述结构物赋形用的铸模具有:第1部件,其具有2个主表面及贯穿上述主表面的贯穿孔;及第2部件,其堵塞上述贯穿孔,并且所述铸模以作为上述第1部件的表面的一部分的壁面a与作为上述第2部件的表面的一部分的壁面b连续而形成铸模壁的方式,由上述第1部件和上述第2部件组合而成;从上述铸模去除上述第2部件,使由上述转印材料赋形出的结构物的表面的一部分露出的工序;及对露出的上述结构物的表面进行表面处理的工序。
22、[19]根据[18]所述的结构物的制造方法,其中,进行上述表面处理的工序在不分离上述第1部件和上述结构物的情况下进行。
23、[20]根据[18]或[19]所述的结构物的制造方法,其中,在进行上述表面处理的工序中,将上述第1部件用作掩模,对露出的上述结构物的表面进行处理。
24、[21]根据[18]或[19]所述的结构物的制造方法,其中,上述表面处理为真空成膜处理、涂布处理、离子照射处理、蚀刻处理或喷射加工处理。
25、[22]根据[18]或[19]所述的结构物的制造方法,其中,对上述转印材料进行赋形的工序包括使用上述铸模按压提供到上述基板上的上述转印材料。
26、[23]根据[18]或[19]所述的结构物的制造方法,其中,对上述转印材料进行赋形的工序包括在上述铸模中填充了上述转印材料之后,将上述铸模配置于上述基板上。
27、[24]根据[18]或[19]所述的结构物的制造方法,其中,对上述转印材料进行赋形的工序包括如下步骤:向配置于上述基板上的上述第1部件填充上述转印材料;在填充有上述转印材料的上述第1部件上配置上述第2部件而形成上述铸模;及按压所形成的上述铸模。
28、[25]根据[18]至[24]中任一项所述的结构物的制造方法,其中,上述转印材料的赋形包含从如下组中选择出的至少1种,该组包括固化温度为-65℃以上且300℃以下的固化和光固化。
29、[26]根据[18]至[25]中任一项所述的结构物的制造方法,其中,在对上述转印材料进行赋形的工序中,包括使用磁力来将上述铸模的上述第1部件和上述基板固定在一起。
30、[27]根据[18]至[26]中任一项所述的结构物的制造方法,其还包括对上述第1部件的与上述第2部件相对的一侧进行清洗的工序。
31、发明效果
32、根据本发明的一实施方式,能够提供一种能够形成微细的结构物且能够对结构物的表面的一部分进行表面处理的铸模、或者使用上述铸模的结构物的制造方法。
- 还没有人留言评论。精彩留言会获得点赞!