一种磁力泵衬塑进口管压注模具的制作方法
本发明涉及压注模具,具体为一种磁力泵衬塑进口管压注模具。
背景技术:
1、塑料衬里磁力泵以其优良的耐腐蚀性和无泄漏特性,在化工、医药、食品等行业得到了广泛的应用。磁力泵的进口管通常采用氟塑料衬管结构嵌入磁力泵壳进口管内,作为内衬材料消除进水管处水锤现象并避免水液气蚀,起到加强进口管内衬保护的作用,内磁体在主轴上带动叶轮旋转,实现输送流体的目的。如附图中泵体成型件500所示,由于采用超高分子量聚乙烯为主要材料的工程塑料泵,该氟塑料衬管无法一次注塑或滚塑的方法成型,需要在泵壳成型后进行氟塑料衬管进行二次压套。
2、现有技术中,氟塑料衬管通过与磁力泵壳注塑件进行压入套接,为保持两者的接合强度,氟塑料衬管采用过盈套接的方式在高压作用下强制插入泵壳注塑件的进管口内,易导致注塑件管口胀裂,若采用较小氟塑料衬管虽可顺畅进入管口内侧,但与进管口内侧存有贴合间隙,无法起到防腐防护的目的,且易脱落,接合强度较低,因此,需要采用压注的方式在磁力泵注塑件未完全成型状态下将氟塑料衬管压入磁力泵进口管压注进入注塑液中并固定。有鉴于此,针对现有的问题予以研究改良,提供一种磁力泵衬塑进口管压注模具,来解决目前存在氟塑料衬管安装问题,旨在通过该技术,达到解决问题与提高实用价值性的目的。
技术实现思路
1、本发明旨在解决现有技术或相关技术中存在的技术问题之一。
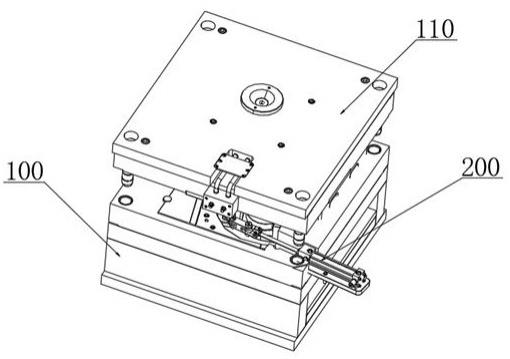
2、为此,本发明所采用的技术方案为:一种磁力泵衬塑进口管压注模具,包括:定模座、动压模、压注驱动缸、型模组件和进口管芯模,所述定模座和动压模的相对面均分别设有两个相适配的注塑型模,所述定模座的表面固定安装有滑导条,所述注塑型模的一侧设有导轨沿,所述压注驱动缸固定安装于定模座的一侧,且压注驱动缸的输出端活动连接有联动条杆,所述联动条杆的另一端活动连接有滑导块,所述滑导块滑动安装于导轨沿的内侧,所述进口管芯模固定安装于导轨沿的一端;
3、所述型模组件包括型模滑块、压止块和运动导杆,所述型模滑块滑动安装于滑导条的一侧且位于注塑型模的正上方,所述压止块和运动导杆固定安装于动压模的底面,所述运动导杆呈斜向布置,所述型模滑块的表面开设有与运动导杆一一对应布置的斜导孔,所述运动导杆滑动套接于斜导孔的内侧。
4、本发明在一较佳示例中可以进一步配置为:所述定模座的表面设有若干用于动压模运动导向的导柱,所述导柱均匀分布于定模座的表面四角,所述运动导杆为圆柱杆结构且外周呈圆滑光面结构。
5、本发明在一较佳示例中可以进一步配置为:所述导轨沿呈弧弯状,所述导轨沿的弧弯曲圆心与进口管芯模的圆心重合,所述型模滑块一侧设有与滑导块相适配的缺口槽。
6、本发明在一较佳示例中可以进一步配置为:所述型模滑块的数量为两个且相互对称布置于滑导条的内侧,所述型模组件的数量为四个且两两一组与两个型模滑块相对应布置,所述运动导杆和斜导孔均呈倾斜布置且倾斜角度相同。
7、本发明在一较佳示例中可以进一步配置为:所述型模滑块的一侧设有注塑嘴,所述动压模的顶面设有贯穿注塑型模顶面的注塑口。
8、本发明在一较佳示例中可以进一步配置为:所述压止块呈对称布置于动压模底面的两端,所述压止块的底面呈斜面结构,所述型模滑块的顶面的一端呈斜面,且型模滑块和压止块的斜面在型模滑块合模状态下相互抵接。
9、本发明在一较佳示例中可以进一步配置为:所述压注驱动缸呈倾斜定模座的表面方向布置,所述联动条杆的两端分别与压注驱动缸的输出端和滑导块的表面转动连接,所述滑导块的两侧设有与导轨沿相适配的滑脚。
10、本发明在一较佳示例中可以进一步配置为:所述进口管芯模呈锥形弧弯结构,所述进口管芯模用于套接定位氟塑料衬管并将氟塑料衬管伸入型模滑块的内侧,所述滑导块的表面与型模滑块表面缺口槽密封抵接。
11、本发明所取得的有益效果为:
12、1.本发明中,通过设置二次压注结构,在合模过程中通过运动导杆与型模滑块的斜导作用实现型模滑块的合模与注塑型模共同组合形成注塑型腔,在注射完成后利用压注驱动缸驱动进口管芯模带动表面磁力泵衬塑进口管与未固化注塑成型件压合,使磁力泵衬塑进口管在泵壳成型固化前与注塑件接合,提高两者结合强度。
13、2.本发明中,通过设置二次压注结构,将氟塑料衬管套接于进口管芯模表面并由压注驱动缸驱动进行压注,在进口管芯模的推进下使型腔内部注塑液充分填充注塑型腔内部,提高注塑件的成型效果,并使氟塑料衬管进行精确定位泵壳进口管内。
14、3.本发明中,通过型模滑块和运动导杆在定模座和动压模合模中进行型模滑块的同步合模组合形成型腔结构,并在脱模过程中利用型模滑块和运动导杆的斜套连接实现运动导杆的同步拆模,提高脱模工作效率。
技术特征:
1.一种磁力泵衬塑进口管压注模具,其特征在于,包括:定模座(100)、动压模(110)、压注驱动缸(200)、型模组件(300)和进口管芯模(400),所述定模座(100)和动压模(110)的相对面均分别设有两个相适配的注塑型模(120),所述定模座(100)的表面固定安装有滑导条(122),所述注塑型模(120)的一侧设有导轨沿(121),所述压注驱动缸(200)固定安装于定模座(100)的一侧,且压注驱动缸(200)的输出端活动连接有联动条杆(210),所述联动条杆(210)的另一端活动连接有滑导块(220),所述滑导块(220)滑动安装于导轨沿(121)的内侧,所述进口管芯模(400)固定安装于导轨沿(121)的一端;
2.根据权利要求1所述的一种磁力泵衬塑进口管压注模具,其特征在于,所述定模座(100)的表面设有若干用于动压模(110)运动导向的导柱,所述导柱均匀分布于定模座(100)的表面四角,所述运动导杆(330)为圆柱杆结构且外周呈圆滑光面结构。
3.根据权利要求1所述的一种磁力泵衬塑进口管压注模具,其特征在于,所述导轨沿(121)呈弧弯状,所述导轨沿(121)的弧弯曲圆心与进口管芯模(400)的圆心重合,所述型模滑块(310)一侧设有与滑导块(220)相适配的缺口槽。
4.根据权利要求1所述的一种磁力泵衬塑进口管压注模具,其特征在于,所述型模滑块(310)的数量为两个且相互对称布置于滑导条(122)的内侧,所述型模组件(300)的数量为四个且两两一组与两个型模滑块(310)相对应布置,所述运动导杆(330)和斜导孔(312)均呈倾斜布置且倾斜角度相同。
5.根据权利要求1所述的一种磁力泵衬塑进口管压注模具,其特征在于,所述型模滑块(310)的一侧设有注塑嘴(311),所述动压模(110)的顶面设有贯穿注塑型模(120)顶面的注塑口。
6.根据权利要求1所述的一种磁力泵衬塑进口管压注模具,其特征在于,所述压止块(320)呈对称布置于动压模(110)底面的两端,所述压止块(320)的底面呈斜面结构,所述型模滑块(310)的顶面的一端呈斜面,且型模滑块(310)和压止块(320)的斜面在型模滑块(310)合模状态下相互抵接。
7.根据权利要求1所述的一种磁力泵衬塑进口管压注模具,其特征在于,所述压注驱动缸(200)呈倾斜定模座(100)的表面方向布置,所述联动条杆(210)的两端分别与压注驱动缸(200)的输出端和滑导块(220)的表面转动连接,所述滑导块(220)的两侧设有与导轨沿(121)相适配的滑脚。
8.根据权利要求1所述的一种磁力泵衬塑进口管压注模具,其特征在于,所述进口管芯模(400)呈锥形弧弯结构,所述进口管芯模(400)用于套接定位氟塑料衬管并将氟塑料衬管伸入型模滑块(310)的内侧,所述滑导块(220)的表面与型模滑块(310)表面缺口槽密封抵接。
技术总结
本发明公开了一种磁力泵衬塑进口管压注模具,包括:定模座、动压模、压注驱动缸、型模组件和进口管芯模,定模座和动压模的相对面均分别设有两个相适配的注塑型模,定模座的表面固定安装有滑导条,注塑型模的一侧设有导轨沿,压注驱动缸固定安装于定模座的一侧,且压注驱动缸的输出端活动连接有联动条杆,联动条杆的另一端活动连接有滑导块。本发明中,通过设置二次压注结构,在合模过程中通过运动导杆与型模滑块的斜导作用实现型模滑块的合模与注塑型模共同组合形成注塑型腔,在注射完成后利用压注驱动缸驱动进口管芯模带动表面磁力泵衬塑进口管与未固化注塑成型件压合,使磁力泵衬塑进口管在泵壳成型固化前与注塑件接合,提高两者结合强度。
技术研发人员:顾秋林,顾建军
受保护的技术使用者:太仓顺达磁力泵科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!