一种高效快捷的自动化铜排热缩机构的制作方法
本技术涉及热缩管加工的领域,尤其是涉及一种高效快捷的自动化铜排热缩机构。
背景技术:
1、在五金行业中,为了拥有良好的导电性能,通常会使用铜排来作为传导的导体,为了保护导体,会使用一种热缩管,热缩管是一种特制的聚烯烃材质热收缩套管,外层采用优质柔软的交联聚烯烃材料及内层热熔胶复合加工而成的,外层材料有绝缘防蚀、耐磨等特点,内层有低熔点、防水密封和高粘接性等优点。
2、在现有技术中,会先将热缩管包裹在铜排上,操作人员再使用热风枪对热缩管进行外部加热,使热缩管收缩紧贴于铜排上。
3、针对上述方案,在针对较长铜排进行操作时,发明人认为使用手持热风枪进行加热容易造成加热不均,使铜排品质降低,降低了铜排的良品率。
技术实现思路
1、为了对热缩管均匀加热,提高铜排的良品率,本技术提供一种高效快捷的自动化铜排热缩机构。
2、本技术提供的一种高效快捷的自动化铜排热缩机构采用如下技术方案:
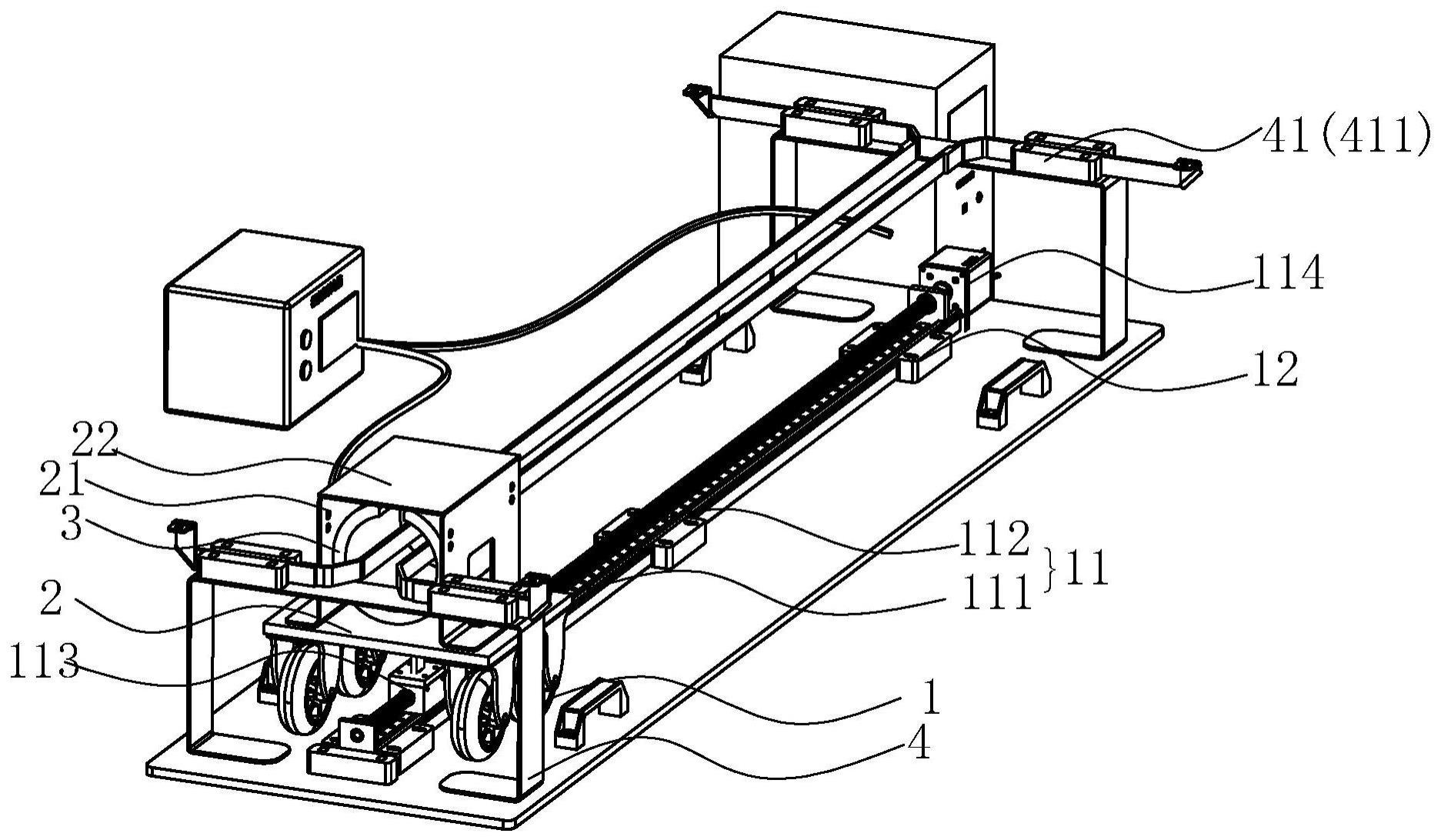
3、一种高效快捷的自动化铜排热缩机构,包括底板、移动板车、发热环和支撑架;所述移动板车移动式安装于所述底板,所述发热环固定安装于所述移动板车,所述底板上还安装有用于驱动所述移动板车移动的移动组件;两个所述支撑架分别固定安装于所述移动板车移动方向上的两端,两个所述支撑架上均安装有用于夹持铜排两端的夹持组件。
4、通过采用上述技术方案,给铜排套入热缩管后,将其穿设于发热环,并且使用夹持组件将铜排的两端定位在支撑架上;发热环安装于移动板车上,随移动板车在底板长度方向上移动,使发热环能对整段铜排进行加热,完成整段热缩管的热缩;通过该自动化铜排热缩机构,一来可以使铜排接收环形的热量辐射,降低热缩死角,使热缩表面更均匀,二来使热源匀速移动,对固定的铜排进行加热从而使铜排整段均匀加热,提升了热缩效果,提升产品品质;并且该过程减少了工作人员的操作,简化操作流程;再有,由传统的产品移动,热源固定的方式改为热源移动,产品固定,节省场地空间,空间利用率加大。
5、优选的,所述移动组件包括底座、转动式安装于所述底座上的丝杆、滑移式安装于所述底座的滑块和用于驱使所述丝杆转动的第一驱动件;所述滑块螺纹安装于所述丝杆,所述滑块固定连接于所述移动板车。
6、通过采用上述技术方案,滑块螺纹安装于丝杆上,通过第一驱动件驱动丝杆转动,带动滑块滑移,从而带动移动板车在底板上滑动;该方案通过丝杆控制移动板车前进的速度和距离,不仅提升驱动移动板车的移动稳定性,并且使得移动板车移动位置更准确。
7、优选的,所述自动化铜排热缩机构包括控制箱、安装于所述控制箱上的控制器和安装于所述控制箱上的api接口,所述控制器电连接于所述api接口,所述控制器电连接于所述第一驱动件。
8、通过采用上述技术方案,控制器控制第一驱动件,能够精确控制第一驱动件完成一次对铜排热缩的工序,控制箱将控制器控制第一驱动件运行的次数转化为电信号通过api接口输出;api接口可连接终端显示器,通过终端显示器显示自动化热缩机构完成热缩的铜排件数;该方案将第一驱动件运行的次数通过控制箱自动转化为每次完成热缩的铜排件数,提高了自动化热缩机构的智能化程度。
9、优选的,所述发热环顶部开设有放料孔,所述移动板车顶部两侧均固定安装有固定挡板,所述固定挡板顶部设置有可拆卸的盖板。
10、通过采用上述技术方案,在发热环顶部开设有取放铜排的放料孔,在放料孔上方设置有可拆卸的盖板,在完成热缩后,打开盖板,从放料孔中取出完成热缩的铜排,再放入新的铜排后,回装盖板;该取放方式结构简单,操作方便。
11、优选的,所述夹持组件包括第一夹持块,所述支撑架均设置有若干对所述第一夹持块,同一对的两所述第一夹持块之间留有供铜排端部卡入的间隙,各所述支撑架上的若干对所述第一夹持块一一对应设置。
12、通过采用上述技术方案,铜排两端分别放置于两对对应的夹持块上,使用第一夹持块将铜排夹持固定于支撑架上,使铜排稳定放置于发热环中心位置,减少出现在加热过程中铜排移位导致受热不均的情况。
13、优选的,所述夹持组件包括转动架和第二夹持块,所述转动架转动式安装于所述支撑架上,所述转动架均设置若干对所述第二夹持块,同一对的两所述第二夹持块之间留有供铜排端部卡入的间隙,所述第二夹持块上还安装有用于固定铜排的限位组件;各所述转动架上的若干对所述第二夹持块一一对应设置;所述支撑架上还安装有用于驱使转动架转动的第二驱动件。
14、通过采用上述技术方案,为了进一步提高热缩管的受热均匀性,则先通过限位组件将铜排稳定放置于转动架上,在发热环对铜排进行加热使热缩管收缩的过程中,通过第二驱动件转动转动架,从而带动铜排转动,以使得热缩管受热更加均匀。
15、优选的,所述第二驱动件包括主动齿轮、从动齿轮和传动齿轮;所述主动齿轮套设于所述丝杆的一端;所述转动架上固定安装有第一转轴,所述第一转轴远离所述转动架的一端转动式安装于所述支撑架,所述从动齿轮套设于所述第一转轴;所述传动齿轮转动式安装于所述支撑架上,所述传动齿轮位于所述主动齿轮与所述从动齿轮之间,所述传动齿轮同时与所述主动齿轮和所诉从动齿轮相啮合。
16、通过采用上述技术方案,第二驱动件驱动转动架在支撑架上转动;通过在丝杆和转动架上分别设置主动齿轮和从动齿轮,再通过传动齿轮与主动齿轮和传动齿轮同步啮合,使得第一驱动件驱动丝杆转动的同时带动转动架同时转动;该方案一来使丝杆和转动架同步转动,从而使得铜排在发热环开始移动的时候同步转动,不会产生延迟;二来减少了需要使用的驱动件,降低了成本。
17、优选的,所述限位组件包括第一滑移块、第二滑移块和连杆;同一对所述第二夹持块中靠近所述发热环的所述第二夹持块靠近间隙的一侧开设有顶出槽,所述第一滑移块通过所述顶出槽滑移式安装于所述第二夹持块上;在所述第一滑移块和所述顶出槽槽底之间设置第一弹性件;
18、同一对所述第二夹持块中靠近所述发热环的所述第二夹持块远离所间隙的一侧开设有顶入槽,所述第二滑移块通过所述顶入槽滑移式安装于所述第二夹持块上,在所述第二滑移块和所述顶入槽槽底之间设置第二弹性件;
19、所述第二夹持块在所述顶入槽和所述顶出槽之间开设有转动槽,所述转动槽连通所述顶入槽和所述顶出槽,所述连杆通过所述转动槽转动式连接于所述第二夹持块,所述连杆一端滑移式连接于所述第一滑移块、另一端滑移式连接于所述第二滑移块。
20、因为铜排放置于一对第二夹持块之间,在转动时铜排会在空中翻转,只靠第二夹持块难以稳定铜排,通过采用上述技术方案,通过第一弹性件使第一滑移块抵接于铜排,第二弹性件使第二滑移块往靠近发热环方向移动,从而带动连杆一端往靠近发热环方向移动,另一端往靠近铜排方向移动,从而加大对铜排的压力,使铜排更加稳定的放置于一对第二夹持块形成的间隙中;当需要取出铜排时,则按压第二滑移块,通过连杆的联动,使得第一滑移块离开铜排,完成解锁;该定位方式操作简单,提升了工作效率。
21、优选的,所述转动架在同一对所述第二夹持块的间隙处开设有安装槽,所述转动架在所述安装槽位置滑移式连接有顶出块,在所述顶出块和所述顶出槽槽底之间安装有第三弹性件。
22、通过采用上述技术方案,当完成铜排的加热后,按压第二滑移块,使得第一滑移块离开间隙时,顶出块在第三弹性件的作用下滑移出第二顶出槽,同步顶出块对第一滑移块进行限位,方便工作人员取出铜排。
23、优选的,所述支撑架上沿所述移动板车移动方向设置滑轨,所述支撑架在滑轨上设置第三滑移块,所述第三滑移块滑移式安装于所述滑轨;所述传动齿轮转动式安装于所述第三滑移块上;所述底板上沿移动板车运动方向上的两端设置若干滑动座,所述底板在所述滑动座位置设置有限位杆,所述限位杆滑移式安装于所述滑动座上;所述限位杆靠近所述传动齿轮的一端设置有第一限位块;所述限位杆的其中一端正对所述传动齿轮;
24、所述移动板车上设置第一顶杆,所述第一顶杆正对于所述第二滑移块;所述移动板车上还设置第二顶杆,所述第二顶杆正对所述第一限位块;所述移动板车上安装有用于驱使第二顶杆移动的第三驱动件,所述底板上安装有用于驱使所述传动齿轮复位至与所述主动齿轮和所述从动齿轮同步啮合的复位件。
25、通过采用上述技术方案,当发热环完成对铜排的加热,移动板车从初始位置移动到底板另一侧时,第三驱动件驱使第二顶杆向传动齿轮方向移动,直至抵接于第一限位块,从而带动限位杆在底板上滑移,而限位杆则将传动齿轮顶离主动齿轮和从动齿轮之间;同时移动板车上的第一顶杆按压第二滑移块,使得第一滑移块缩回顶入槽,并通过顶出块对第一滑移块进行限位,从而完成对铜排的一端解锁;
26、由于传动齿轮离开主动齿轮和从动齿轮之间,因此移动板车朝另一端移动时转动架并不会转动,当移动板车抵达另一端后再通过第三驱动件驱使第一顶杆按压远离传动齿轮一侧的第二夹持块上的第二滑移块,解除限位组件对铜排另一端的锁定,该方案通过移动板车的移动,在完成热缩后自发解除限位组件对铜排的锁定,减少了工序,提高了热缩的工作效率。
27、综上所述,本技术包括以下至少一种有益技术效果:
28、1.给铜排套入热缩管后,将其穿设于发热环,并且使用夹持组件将铜排的两端定位在支撑架上;发热环安装于移动板车上,随移动板车在底板长度方向上移动,使发热环能对整段铜排进行加热,完成整段热缩管的热缩;通过该自动化铜排热缩机构,一来可以使铜排接收环形的热量辐射,降低热缩死角,使热缩表面更均匀,二来使热源匀速移动,对固定的铜排进行加热从而使铜排整段均匀加热,提升了热缩效果,提升产品品质;并且该过程减少了工作人员的操作,简化操作流程;再有,由传统的产品移动,热源固定的方式改为热源移动,产品固定节省场地空间,空间理由率加大。
29、2.因为铜排放置于一对第二夹持块之间,在转动时铜排会在空中翻转,只靠第二夹持块难以稳定铜排,通过第一弹性件使第一滑移块抵接于铜排,第二弹性件使第二滑移块往靠近发热环方向移动,从而带动连杆一端往靠近发热环方向移动,另一端往靠近铜排方向移动,从而加大对铜排的压力,使铜排更加稳定的放置于一对第二夹持块形成的间隙中;当需要取出铜排时,则按压第二滑移块,通过连杆的联动,使得第一滑移块离开铜排,完成解锁;该定位方式操作简单,提升了工作效率。
30、3.当发热环完成对铜排的加热,移动板车从初始位置移动到底板另一侧时,第三驱动件驱使第二顶杆向传动齿轮方向移动,直至抵接于第一限位块,从而带动限位杆在底板上滑移,而限位杆则将传动齿轮顶离主动齿轮和从动齿轮之间;同时移动板车上的第一顶杆按压第二滑移块,使得第一滑移块缩回顶入槽,并通过顶出块对第一滑移块进行限位,从而完成对铜排的一端解锁;由于传动齿轮离开主动齿轮和从动齿轮之间,因此移动板车朝另一端移动时转动架并不会转动,当移动板车抵达另一端后再通过第三驱动件驱使第一顶杆按压远离传动齿轮一侧的第二夹持块上的第二滑移块,解除限位组件对铜排另一端的锁定,该方案通过移动板车的移动,在完成热缩后自发解除限位组件对铜排的锁定,减少了工序,提高了热缩的工作效率。
- 还没有人留言评论。精彩留言会获得点赞!