3D打印铺料方法、装置、设备及存储介质与流程
本申请涉及三维成型,尤其是一种3d打印铺料方法、装置、设备及存储介质。
背景技术:
1、在3d打印中,铺料和打印过程是两个最为重要的工序。
2、现有的3d打印成形方法中,铺料机构匀速移动并以相同的出料速率进行铺料,铺料完成后,铺料机构移动回初始位置,打印装置移动喷射粘结剂,完成当前打印层的打印后,铺料机构进行下一打印层的制造。
3、然而,当铺料机构匀速移动并以相同的铺料速率进行铺料时,随着铺料机构的移动,铺料刮刀会积压越来越多的物料,造成铺料不均匀,可能会损坏上一层打印的图像,造成打印缺陷。
技术实现思路
1、本申请的目的是提供一种3d打印铺料方法、装置、设备及存储介质,旨在克服铺料机构铺料不均匀的缺陷。
2、本申请实施例提供一种3d打印铺料方法,包括:
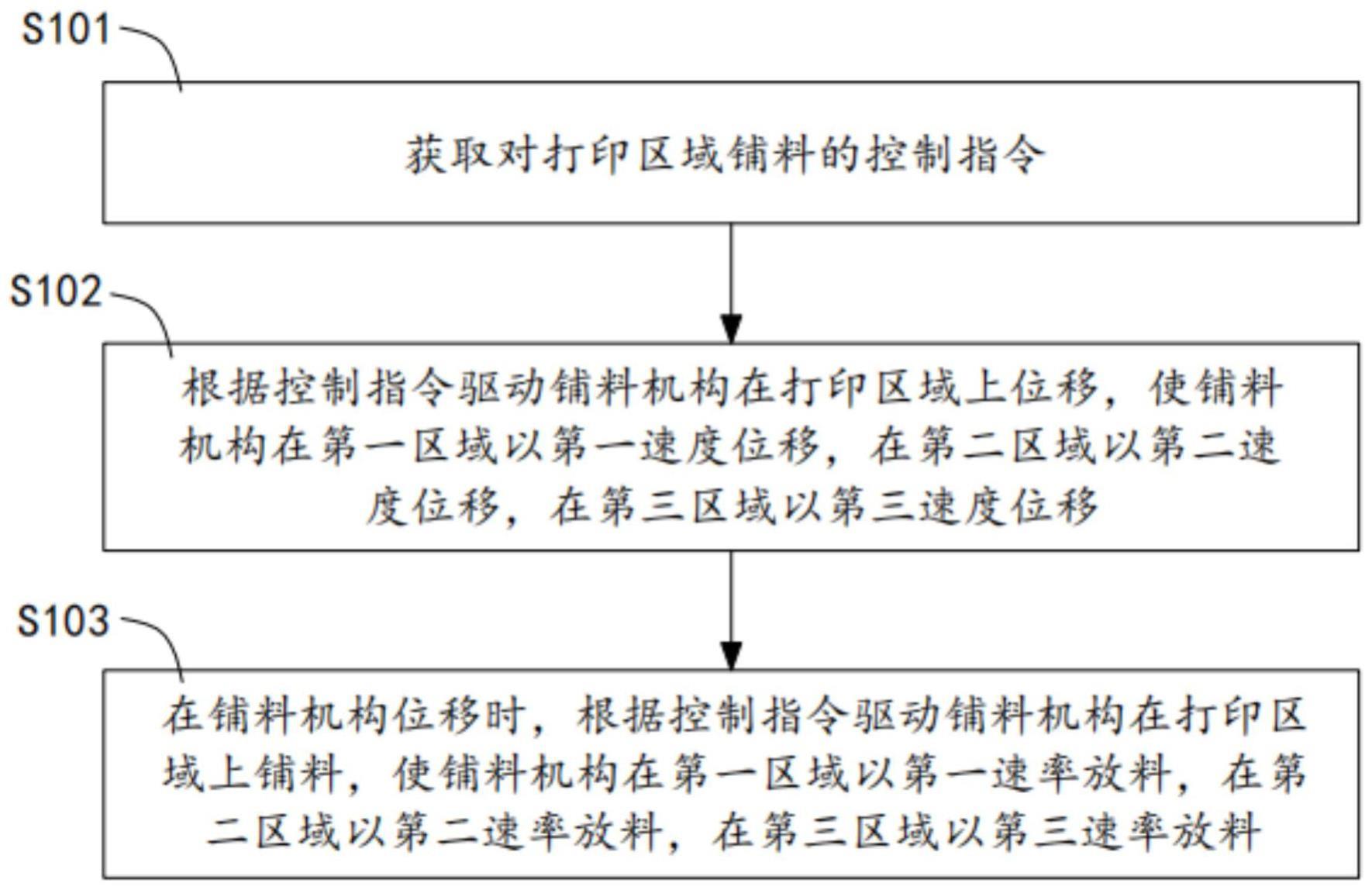
3、获取对打印区域铺料的控制指令;所述打印区域沿铺料机构的位移方向顺次设置有第一区域、第二区域和第三区域;
4、根据控制指令驱动铺料机构在打印区域上位移,使铺料机构在第一区域以第一速度位移,在第二区域以第二速度位移,在第三区域以第三速度位移;第一速度<第二速度≤第三速度;
5、在铺料机构位移时,根据控制指令驱动铺料机构在打印区域上铺料,使铺料机构在第一区域以第一速率放料,在第二区域以第二速率放料,在第三区域以第三速率放料;第一速率>第二速率>第三速率。
6、进一步,所述第一区域的长度为200mm,所述第二区域的长度为2/3n-200mm,所述第三区域的长度为1/3n,n为打印区域的总长度。
7、进一步,在所述获取对打印区域铺料的控制指令之前,还包括:
8、检测打印层的铺料厚度,得到检测结果;
9、设定第一速度和第二速度的值,得到第一设定结果,根据检测结果计算第一速率、第二速率和第三速率的值,得到计算结果;所述第一速率、第二速率和第三速率的值均与铺料厚度呈正相关;
10、根据第一设定结果和计算结果生成控制指令。
11、进一步,所述第一速度、第二速度和第三速度满足以下关系;
12、b=[1.1a,1.15a],c=[b,1.15b],
13、其中,a为第一速度,b为第二速度,c为第三速度。
14、进一步,所述第一速率、第二速率和第三速率满足以下关系;
15、d=[1.1e,1.15e],e=[1.1f,1.15f],
16、其中,d为第一速率,e为第二速率,f为第三速率。
17、进一步,所述根据控制指令驱动铺料机构在打印区域上位移,包括:
18、检测铺料机构当前的停靠位置;所述停靠位置包括分别位于打印区域两条宽边上的第一停靠点和第二停靠点;
19、铺料机构在第一停靠点时,控制铺料机构从第一停靠点位移至第二停靠点并对打印区域铺料,铺料机构在第二停靠点时,控制铺料机构从第二停靠点位移至第一停靠点并对打印区域铺料。
20、进一步,所述根据控制指令驱动铺料机构在打印区域上铺料,包括:
21、解析控制指令设定的第一速率、第二速率和第三速率,得到解析结果;
22、根据解析结果设定铺料机构中电机的转速,使电机的转速与放料速率呈正相关,得到第二设定结果;所述电机连接有主动辊,所述主动辊与铺料机构的铺料斗形成间隙,以使所述主动辊转动时从间隙放料;
23、根据第二设定结果调节电机的转速。
24、本申请实施例还提供一种3d打印铺料装置,包括:
25、第一模块,用于获取对打印区域铺料的控制指令;所述打印区域沿铺料机构的位移方向顺次设置有第一区域、第二区域和第三区域;
26、第二模块,用于根据控制指令驱动铺料机构在打印区域上位移,使铺料机构在第一区域以第一速度位移,在第二区域以第二速度位移,在第三区域以第三速度位移;第一速度<第二速度≤第三速度;
27、第三模块,用于在铺料机构位移时,根据控制指令驱动铺料机构在打印区域上铺料,使铺料机构在第一区域以第一速率放料,在第二区域以第二速率放料,在第三区域以第三速率放料;第一速率>第二速率>第三速率。
28、本申请实施例还提供一种电子设备,所述电子设备包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时实现如上所述的3d打印铺料方法。
29、本申请实施例还提供一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现如上所述的3d打印铺料方法。
30、本申请的有益效果:沿铺料位移方向对打印区域进行划分,顺次划分出作为起始铺料阶段的第一区域、作为中间铺料阶段的第二区域和作为末尾铺料阶段的第三区域,控制铺料机构顺次在第一区域、第二区域和第三区域内位移以及铺料,使铺料机构以相对较慢的速度在作为起始铺料阶段的第一区域内位移、以较块的速度在中间铺料阶段的第二区域和作为末尾铺料阶段的第三区域位移,以及在第一区域、第二区域和第三区域内的放料速率顺次递减,从而延长铺料机构在第一区域内运行的时间,增加第一区域内的放料量,减少第三区域内的放料量,使打印区域内各个区域的实时放料量更为精准均匀,防止在第一区域内放料量不足,第三域内放料量过多,导致第一区域料面缺料,第三域内推烂料面或损坏图像,避免打印缺陷。
技术特征:
1.一种3d打印铺料方法,其特征在于,包括:
2.根据权利要求1所述的3d打印铺料方法,其特征在于,所述第一区域的长度为200mm,所述第二区域的长度为2/3n-200mm,所述第三区域的长度为1/3n,n为打印区域的总长度。
3.根据权利要求1所述的3d打印铺料方法,其特征在于,在所述获取对打印区域铺料的控制指令之前,还包括:
4.根据权利要求3所述的3d打印铺料方法,其特征在于,所述第一速度、第二速度和第三速度满足以下关系;
5.根据权利要求3所述的3d打印铺料方法,其特征在于,所述第一速率、第二速率和第三速率满足以下关系;
6.根据权利要求1所述的3d打印铺料方法,其特征在于,所述根据控制指令驱动铺料机构在打印区域上位移,包括:
7.根据权利要求1所述的3d打印铺料方法,其特征在于,所述根据控制指令驱动铺料机构在打印区域上铺料,包括:
8.一种3d打印铺料装置,其特征在于,包括:
9.一种电子设备,其特征在于,所述电子设备包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时实现权利要求1至7任一项所述的3d打印铺料方法。
10.一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现权利要求1至7中任一项所述的3d打印铺料方法。
技术总结
本申请涉及三维成型技术领域,公开是一种3D打印铺料方法、装置、设备及存储介质。该方法包括:获取对打印区域铺料的控制指令;根据控制指令驱动铺料机构在打印区域上位移,使铺料机构在第一区域以第一速度位移,在第二区域以第二速度位移,在第三区域以第三速度位移;在铺料机构位移时,根据控制指令驱动铺料机构在打印区域上铺料,使铺料机构在第一区域以第一速率放料,在第二区域以第二速率放料,在第三区域以第三速率放料。本申请实施例可以使3D打印设备的铺料机构铺料更为均匀以及提高铺料效率。
技术研发人员:王君衡,阎海军,吴爵盛,许育明
受保护的技术使用者:广东中立鼎智能科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!