吸管生产系统和吸管生产方法与流程
本发明属于吸管成型,尤其涉及一种吸管除味与结晶处理一次成型生产系统及方法。
背景技术:
1、吸管作为食品级一次性用品,对于食品安全要求较高,包括气味与耐热水使用等要求,因此,在吸管生产过程中,需根据不同的原材料,采取不同的加工模式。目前市面上常见的是聚丙烯塑料吸管,容易加工,一次成型后耐热水效果较好,而且吸管气味较小,通常采用吹气定型与冷水冷却的方式生产。此类塑料制品虽然性能优异、价格低廉,但对人类的生存环境造成了严重的污染,随着人们环保意识的增强,近年来一些生物可降解材料成为许多企业研发和关注的焦点。
2、然而,以生物可降解材料作为原材料制备吸管,由于材料本身特性,存在异味和/或耐热性差问题。例如,pla(聚乳酸)吸管,气味较小但初始结晶度较低,热软化点较低,无法在较热的液体中使用;又如,pbs(聚丁二酸丁二醇酯)、pga(聚乙醇酸)吸管,同时具有气味较大和不耐热水问题。
技术实现思路
1、本发明的目的就是提供一种吸管生产系统和吸管生产方法,用于解决以生物可降解材料作为原材料的吸管制备工艺中,产品存在异味和/或耐热性差的问题。
2、本发明的目的可以通过以下技术方案来实现:
3、一种吸管生产系统,包括依次连接的挤出装置、真空成型装置和结晶装置;所述的挤出装置上设有吸管挤出模具,
4、所述的真空成型装置包括真空水箱,以及设于真空水箱上的吸管成型模具;
5、所述的吸管生产系统还包括抽吹气装置,所述的抽吹气装置包括阀门单元、模内通道以及分别与模内通道连接的吹气设备与抽气设备;所述模内通道设于吸管挤出模具内,所述阀门单元用于使所述模内通道与所述吹气设备连通,或者使所述模内通道与抽气设备连通;
6、在生产过程中,物料经吸管挤出模具与吸管成型模具后成型为管状结构,所述的模内通道与该管状结构相连通,以使得吹气设备工作时,在管状结构中心产生气体以便于管状结构的成型;抽气设备工作时,产生负压,将加工时管内产生的废气脱除;所述的真空水箱一方面可脱除管外产生的废气,另一方面可平衡管状结构内外压力,避免因抽气设备产生负压而使得吸管收缩断条。
7、进一步地,所述的抽吹气装置还包括吹气管道和抽气管道,所述阀门单元包括三通阀,所述的模内通道、吹气管道、抽气管道均与所述三通阀连接,所述的吹气设备与吹气管道连接,所述的抽气设备与抽气管道连接。
8、作为可选的技术方案,所述阀门单元包括两个双通阀,所述的模内通道、吹气管道、抽气管道之间通过三通接头相连通,并通过在吹气管道、抽气管道上分别设置有双通阀,以控制吹气设备、抽气设备与模内通道的连通状态。
9、作为优选的技术方案,所述的三通阀与双通阀均可选用普通气阀。
10、进一步地,所述的吹气管道上设有第一气体流量计和第一气量控制阀,所述的抽气管道上设有第二气体流量计和第二气量控制阀。
11、作为优选的技术方案,所述的吹气管道上还设有正压表,所述的抽气管道上还设有负压表。正压表与负压表的量程优选为50-100pa。
12、进一步地,所述的真空成型装置还包括水循环组件,所述的水循环组件包括与真空水箱依次循环连通的回水管、供水装置和进水管,所述的进水管上设置有水量调节阀。所述的水循环组件还用于在真空水箱提供使吸管冷却的水体环境。
13、进一步地,所述的真空成型装置还包括与供水装置连接的缓流管,所述的缓流管的管壁末端与吸管成型模具的外壁相贴合,所述的缓流管的出水口指向吸管成型模具的物料入口边缘,一方面流出的水流可初步冷却吸管使吸管具有一定挺度不变形,另一方面也使得缓流管流出的水流对物料与吸管成型模具物料入口之间的间隙产生液封作用。
14、进一步地,所述的缓流管的末端呈铲型结构,其出水口横截面沿水流的方向逐渐增大。
15、进一步地,所述的缓流管出水口位于吸管成型模具物料入口处上方0.4~0.8cm处。
16、作为优选的技术方案,所述的缓流管采用不锈钢方形管,不锈钢方形管的末端呈铲型结构,缓流管采用不锈钢方形管,方便对其末端进行加工,以形成铲型结构。
17、进一步地,所述的真空成型装置还包括负压组件,所述的负压组件包括真空泵、连通真空泵与真空水箱的真空管道,以及与真空泵相连通的液封箱;
18、所述的真空水箱的上方设有第一压力表,所述的真空管道上设有第二压力表,所述的液封箱的上方设有第三压力表。
19、进一步地,所述的结晶装置包括循环连通的结晶热水箱、加热水箱、循环泵;所述的结晶热水箱上设有物料进口与物料出口。
20、作为优选的技术方案,所述的结晶热水箱与加热水箱为食品级不锈钢材质,结晶热水箱与加热水箱相连接实现热水循环功能,结晶热水箱设置测温探头以稳定整体温度且外层加装保温装置节约能耗。
21、一种基于上述系统的吸管生产方法,包括:
22、在运行开始阶段,通过所述吹气设备辅助所述物料成型为管状结构;
23、在运行过渡阶段,控制所述真空水箱的水位逐渐上升直至该管状结构被水浸没,然后对所述真空水箱抽真空;
24、在运行平稳阶段,通过所述抽气设备向该管状结构抽气。
25、与现有技术相比,本发明具有以下特点:
26、1)本发明通过将模内通道设于吸管挤出模具内,且将吹气设备与抽气设备共同与模内通道连接,以使得吹气设备工作时,可在挤出的物料中心产生气体便于管状结构的成型;抽气设备工作时,产生负压,从吸管内部去除加工塑料所产生的气味,可避免吸管二次处理除味;同时,吸管在真空水箱中进一步冷却定型,真空水箱一方面可脱除管外产生的废气,另一方面可平衡管状结构内外压力,避免因抽气设备产生负压而使得吸管收缩断条。
27、2)本发明通过设置依次连接的挤出装置、真空成型装置和结晶装置,可解决各类需要后结晶处理的材料吸管,一次成型使吸管达到耐热水效果。
28、3)本发明不仅可应用于吹气成型,还可用于抽真空成型。
技术特征:
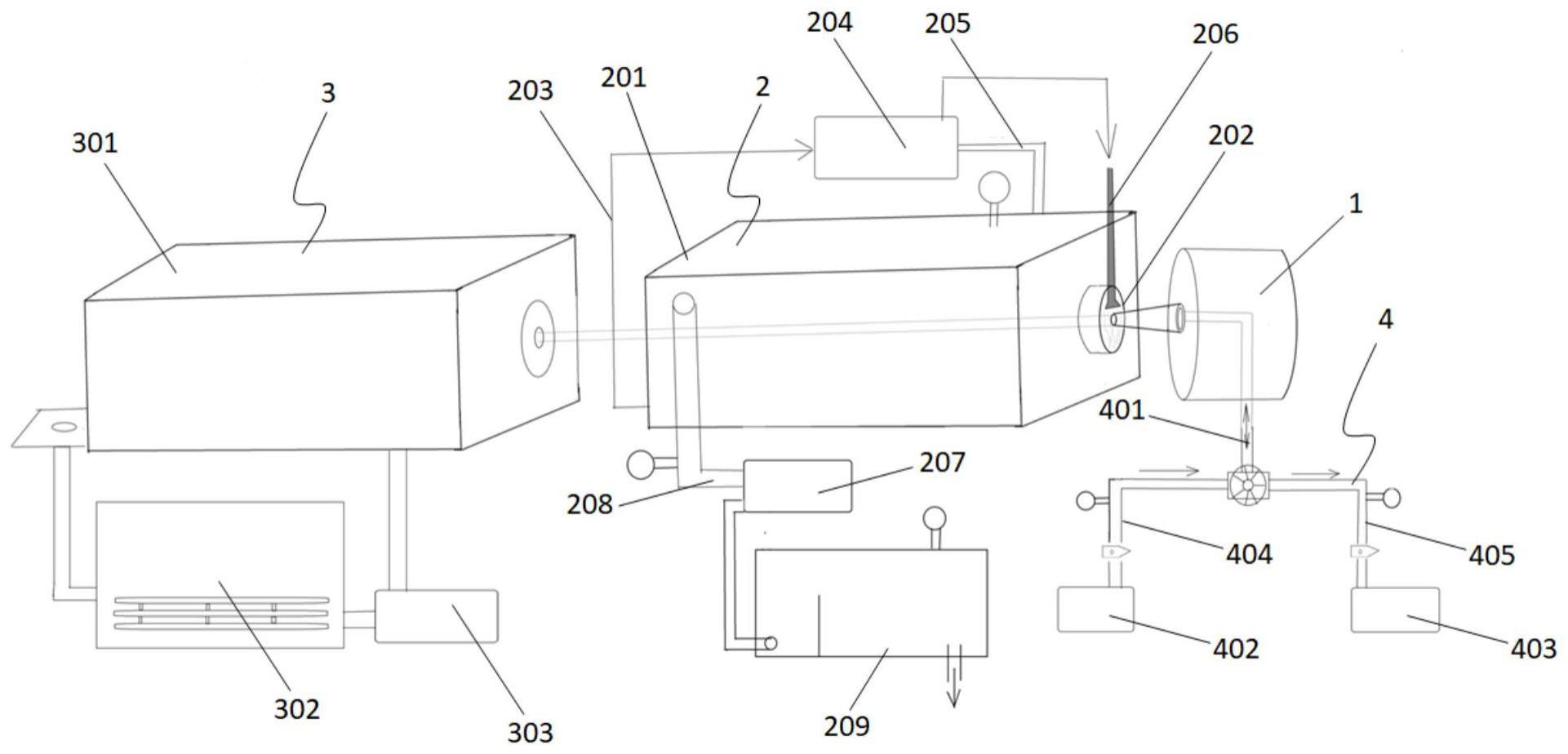
1.一种吸管生产系统,其特征在于,包括依次连接的挤出装置、真空成型装置(2)和结晶装置(3),所述的挤出装置上设有吸管挤出模具(1),
2.根据权利要求1所述的一种吸管生产系统,其特征在于,所述阀门单元包括三通阀,所述的抽吹气装置(4)还包括吹气管道(404)和抽气管道(405),所述模内通道(401)、吹气管道(404)和抽气管道(405)均与所述三通阀连接;所述的吹气设备(402)与吹气管道(404)连接,所述的抽气设备(403)与抽气管道(405)连接。
3.根据权利要求2所述的一种吸管生产系统,其特征在于,所述的吹气管道(404)上设有第一气体流量计和第一气量控制阀,所述的抽气管道(405)上设有第二气体流量计和第二气量控制阀。
4.根据权利要求1所述的一种吸管生产系统,其特征在于,所述的真空成型装置(2)还包括水循环组件,所述的水循环组件包括与真空水箱(201)依次循环连通的回水管(203)、供水装置(204)和进水管(205),所述的进水管(205)上设置有水量调节阀。
5.根据权利要求4所述的一种吸管生产系统,其特征在于,所述的真空成型装置(2)还包括与供水装置(204)连接的缓流管(206),所述的缓流管(206)的管壁末端与吸管成型模具(202)的外壁相贴合,所述的缓流管(206)的出水口指向吸管成型模具(202)的物料入口边缘。
6.根据权利要求5所述的一种吸管生产系统,其特征在于,所述的缓流管(206)的末端呈铲型结构,其出水口的横截面沿水流的方向逐渐增大。
7.根据权利要求6所述的一种吸管生产系统,其特征在于,所述的缓流管(206)的出水口位于吸管成型模具(202)的物料入口的上方0.4~0.8cm处。
8.根据权利要求1所述的一种吸管生产系统,其特征在于,所述的真空成型装置(2)包还包括负压组件,所述的负压组件包括真空泵(207)、连通真空泵(207)与真空水箱(201)的真空管道(208),以及与真空泵(207)相连通的液封箱(209);
9.根据权利要求1-8任一项所述的一种吸管生产系统,其特征在于,所述的结晶装置(3)包括循环连通的结晶热水箱(301)、加热水箱(302)、循环泵;
10.一种吸管生产方法,其特征在于,采用权利要求1-9任一项所述的吸管生产系统进行生产,包括:
技术总结
本发明涉及吸管生产系统和吸管生产方法,生产系统包括依次连接的挤出装置、真空成型装置和结晶装置;其中挤出装置上设有吸管挤出模具,真空成型装置包括真空水箱,以及设于真空水箱上的吸管成型模具;生产系统还包括抽吹气装置,抽吹气装置包括阀门单元、模内通道,以及分别与模内通道连接的吹气设备与抽气设备,所述的模内通道设于吸管挤出模具内;物料经吸管挤出模具与吸管成型模具后成型为管状结构,模内通道与该管状结构相连通,可通过吹气设备辅助吸管成型,或者通过抽气设备向管状结构内抽气。与现有技术相比,本发明可有效解决以生物可降解材料作为原材料的吸管制备工艺中,产品存在异味和/或耐热性差的问题。
技术研发人员:张欣舟,宁相理
受保护的技术使用者:江苏聚虹材料科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!