一种塑料滤芯的加工方法及加工模具与流程
本发明涉及滤芯,具体涉及一种塑料滤芯的加工方法及加工模具。
背景技术:
1、塑料滤芯(例如超高分子量聚乙烯滤芯)的过滤和透气性很好,并且具有一定的韧性和强度,在生物医药、临床诊断、化学分析、样本处理、精密过滤等领域被广泛应用。在一些应用领域,需要将塑料滤芯与其他材料/部件进行结合固定,以使得塑料滤芯起到额外作用;例如,将塑料滤芯与加热元件结合,可利用加热元件的热效应雾化存储于塑料滤芯内部的液体,使液雾缓慢释放出去。然而,受现有加工工艺等因素的限制,塑料滤芯与待装部件结合存在结构不稳定、良品率低等系列问题。
技术实现思路
1、本发明主要解决的技术问题是提供一种塑料滤芯的加工方法以及用于该加工方法的加工模具,以达到提高塑料滤芯的结构稳定性和完整性的目的。
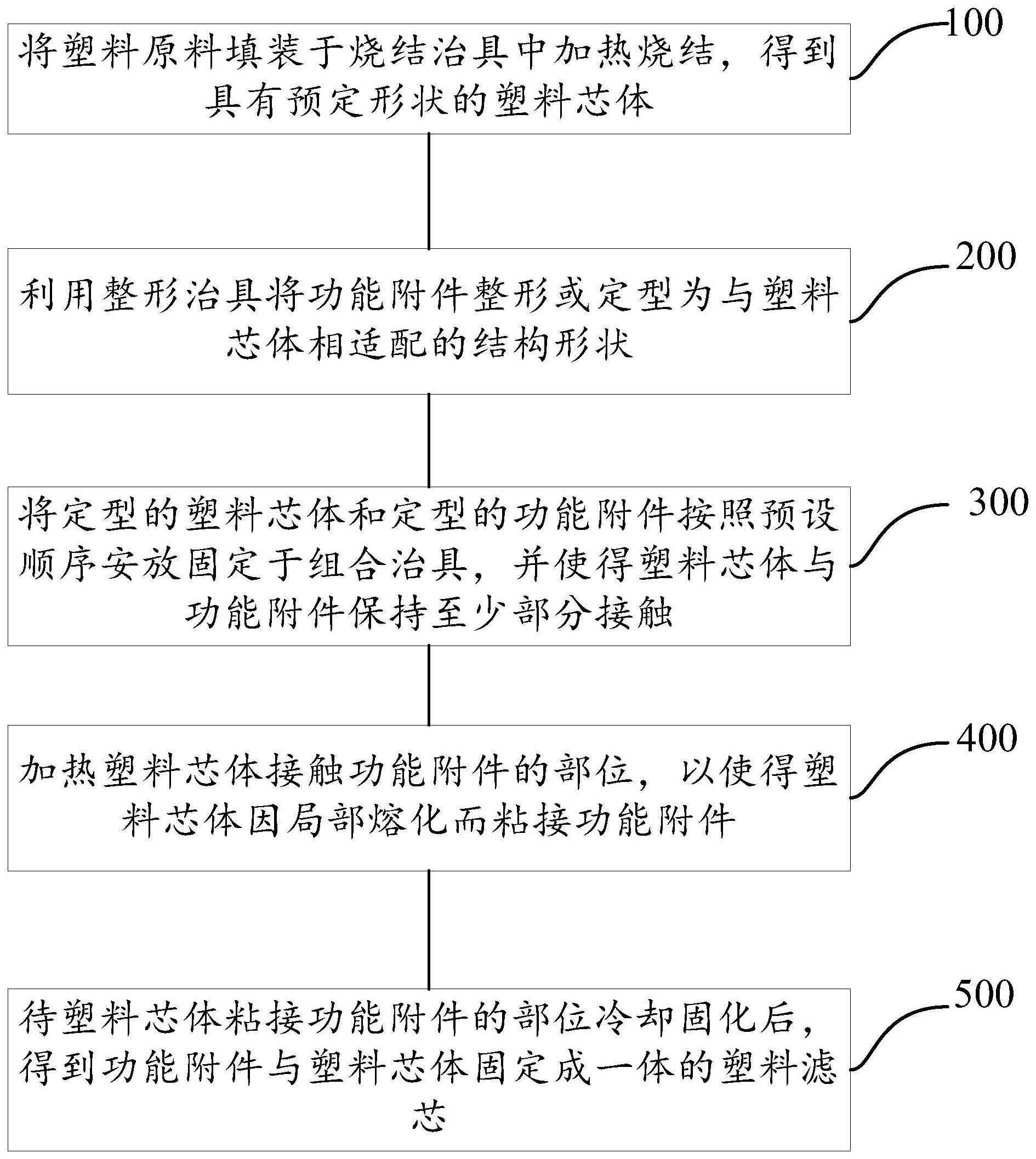
2、根据第一方面,一种实施例中提供一种塑料滤芯的加工方法,包括步骤:
3、烧结塑料原料,得到具有预定形状的塑料芯体;
4、将定型的功能附件与所述塑料芯体,以彼此至少部分保持接触的形式固定安放在一起;
5、加热所述塑料芯体接触所述功能附件的部位,使所述塑料芯体接触所述功能附件的部位因至少部分熔化而粘接所述功能附件;
6、待所述塑料芯体冷却固化后,得到所述塑料芯体与所述功能附件固定成一体的塑料滤芯。
7、一个实施例中,所述功能附件采用电热金属材料;所述加热所述塑料芯体接触所述功能附件的部位,包括:
8、向所述功能附件供电,以使所述功能附件发热而加热所述塑料芯体接触所述功能附件的部位。
9、一个实施例中,所述塑料原料为聚乙烯、聚丙烯或聚偏氟乙烯中的至少一种,烧结所述塑料原料的温度为240-270℃、时长为15-17min;
10、和/或
11、加热所述塑料芯体接触所述功能附件的部位的加热温度190-210℃、时长为5-6min,所述功能附件的熔点高于所述加热温度的最高值。
12、根据第二方面,一种实施例中提供一种用于第一方面所述的加工方法的加工模具,包括组装治具,所述组装治具包括安放件和定位件,所述安放件用于固定安放所述功能附件与所述塑料芯体中的一者,所述定位件用于固定安放所述功能附件与所述塑料芯体中的另一者;所述定位件与所述安放件配合使用,以将所述功能附件与所述塑料芯体保持在彼此至少部分接触的状态。
13、一个实施例中,所述安放件具有安放腔,所述安放腔用于镶嵌安放中空筒状的所述塑料芯体;所述定位件被设置成:能够将固定安放于所述定位件的所述功能附件镶嵌于所述塑料芯体内。
14、一个实施例中,所述定位件具有电热材料或导热材料的加热段,所述加热段用于将所述功能附件的至少部分抵压于所述塑料芯体的内周面,所述加热段还用于加热熔化所述塑料芯体接触所述功能附件的部位。
15、一个实施例中,所述安放件还具有限位柱,所述限位柱设置于所述安放腔内并凸出于所述安放腔的底端腔壁布置;所述限位柱用于镶嵌在所述塑料芯体内,以将所述塑料芯体固定在所述安放腔内;所述限位柱还用于抵持所述定位件,以限制所述功能附件在所述塑料芯体内的位置。
16、一个实施例中,还包括整形治具,所述整形治具用于将所述功能附件由平面形态整形为能够与所述塑料芯体的内周面抵贴接触的弯曲形态。
17、一个实施例中,所述整形治具包括承载件和挤压件,所述承载件具有整形腔,所述整形腔用于容纳所述挤压件和所述功能附件;所述挤压件能够插置于所述整形腔内,以将环绕所述挤压件的所述功能附件挤压定型呈弯曲形态。
18、一个实施例中,所述整形腔和/或所述安放腔具有相连通的腔体段和锥口段,所述锥口段的内径自靠近所述腔体段的一端朝远离所述腔体段的一端逐渐增大。
19、依据上述实施例的塑料滤芯的加工方法,包括:将定型的功能附件与定型的塑料芯体,以彼此至少部分保持接触的形式固定安放在一起;加热熔化塑料芯体接触功能附件的部位,使塑料芯体粘接功能附件;待塑料芯体冷却固化后,得到塑料芯体与功能附件固定成一体的塑料滤芯。通过对塑料芯体与功能附件彼此接触的部位进行加热,使得塑料芯体因局部熔化而粘接功能附件,可以在基本不改变塑料芯体整体的轮廓形状或结构构造的情况下,实现功能附件与塑料芯体的结合固定,保证了塑料滤芯整体的结构完整性以及稳定性;同时,塑料滤芯在保留过滤、分离、萃取等基本性能的基础上,功能附件可赋予塑料滤芯更为丰富的功能,从而满足不同的应用需求。
技术特征:
1.一种塑料滤芯的加工方法,其特征在于,包括步骤:
2.如权利要求1所述的加工方法,其特征在于,所述功能附件采用电热金属材料;所述加热所述塑料芯体接触所述功能附件的部位,包括:
3.如权利要求1所述的加工方法,其特征在于,所述塑料原料为聚乙烯、聚丙烯或聚偏氟乙烯中的至少一种,烧结所述塑料原料的温度为240-270℃、时长为15-17min;
4.一种用于如权利要求1-3中任一项所述的加工方法的加工模具,其特征在于,包括组装治具,所述组装治具包括安放件和定位件,所述安放件用于固定安放所述功能附件与所述塑料芯体中的一者,所述定位件用于固定安放所述功能附件与所述塑料芯体中的另一者;所述定位件与所述安放件配合使用,以将所述功能附件与所述塑料芯体保持在彼此至少部分接触的状态。
5.如权利要求4所述的加工模具,其特征在于,所述安放件具有安放腔,所述安放腔用于镶嵌安放中空筒状的所述塑料芯体;所述定位件被设置成:能够将固定安放于所述定位件的所述功能附件镶嵌于所述塑料芯体内。
6.如权利要求5所述的加工模具,其特征在于,所述定位件具有电热材料或导热材料的加热段,所述加热段用于将所述功能附件的至少部分抵压于所述塑料芯体的内周面,所述加热段还用于加热熔化所述塑料芯体接触所述功能附件的部位。
7.如权利要求5所述的加工模具,其特征在于,所述安放件还具有限位柱,所述限位柱设置于所述安放腔内并凸出于所述安放腔的底端腔壁布置;所述限位柱用于镶嵌在所述塑料芯体内,以将所述塑料芯体固定在所述安放腔内;所述限位柱还用于抵持所述定位件,以限制所述功能附件在所述塑料芯体内的位置。
8.如权利要求5所述的加工模具,其特征在于,还包括整形治具,所述整形治具用于将所述功能附件由平面形态整形为能够与所述塑料芯体的内周面抵贴接触的弯曲形态。
9.如权利要求8所述的加工模具,其特征在于,所述整形治具包括承载件和挤压件,所述承载件具有整形腔,所述整形腔用于容纳所述挤压件和所述功能附件;所述挤压件能够插置于所述整形腔内,以将环绕所述挤压件的所述功能附件挤压定型呈弯曲形态。
10.如权利要求9所述的加工模具,其特征在于,所述整形腔和/或所述安放腔具有相连通的腔体段和锥口段,所述锥口段的内径自靠近所述腔体段的一端朝远离所述腔体段的一端逐渐增大。
技术总结
一种塑料滤芯的加工方法及加工模具,其中,加工方法包括:将定型的功能附件与定型的塑料芯体,以彼此至少部分保持接触的形式固定安放在一起;加热熔化塑料芯体接触功能附件的部位,使塑料芯体粘接功能附件;待塑料芯体冷却固化后,得到塑料芯体与功能附件固定成一体的塑料滤芯。通过对塑料芯体与功能附件彼此接触的部位进行加热,使得塑料芯体因局部熔化而粘接功能附件,可以在基本不改变塑料芯体整体的轮廓形状或结构构造的情况下,实现功能附件与塑料芯体的结合固定,保证了塑料滤芯整体的结构完整性以及稳定性;同时,塑料滤芯在保留过滤、分离、萃取等基本性能的基础上,功能附件可赋予塑料滤芯更为丰富的功能,从而满足不同的应用需求。
技术研发人员:刘祺霞,谷壮,陈高明,胡玉梅
受保护的技术使用者:深圳逗点生物技术有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!