一种仿植绒塑胶件及其制备方法与流程
本发明涉及注塑加工,具体涉及一种仿植绒塑胶件及其制备方法。
背景技术:
1、随着人们对汽车自然舒适以及低碳环保需求的提高,汽车内饰零部件的外观、触感以及仿生的要求也随之提升。传统零部件多为采用注塑成型得到的硬塑零部件,但由于其塑料光泽度、塑料感强,给人廉价的观感。通常采用搪塑工艺或iml工艺在硬塑料表层包覆pu或pvc从而提升触感,亦或是采用低压注塑或粘胶工艺在塑料骨架上包覆无纺布提高质感,但上述工艺的工序复杂、要求高且由于粘胶的引入不环保。
2、目前材料厂陆续开发聚丙烯复合材料,希望通过简单注塑成型工艺生产汽车内饰,然而均没有说明材料的应用效果。例如在聚丙烯中添加仿植绒效果材料制备得到仿植绒材料,但通过简单注塑成型工艺,仿植绒效果材料于塑胶件表层较少,依旧难以实现仿植绒效果。
技术实现思路
1、因此,本发明要解决的技术问题在于克服现有仿植绒制备工艺无法使仿植绒效果材料大量分布于表层的缺陷,从而提供解决上述问题的一种仿植绒塑胶件及其制备方法。
2、为达到上述目的,本发明提供如下技术方案:
3、一种仿植绒塑胶件的制备方法,在注塑步骤中,将包含弹性体的仿植绒材料的熔体采用快速度、慢速度、快速度的顺序阀工艺进行注塑得到仿植绒塑胶件;
4、所述慢速度的条件为:速度为5-30%,压力为0-40bar;
5、所述快速度的条件为:速度为50-100%,压力为60-100bar。
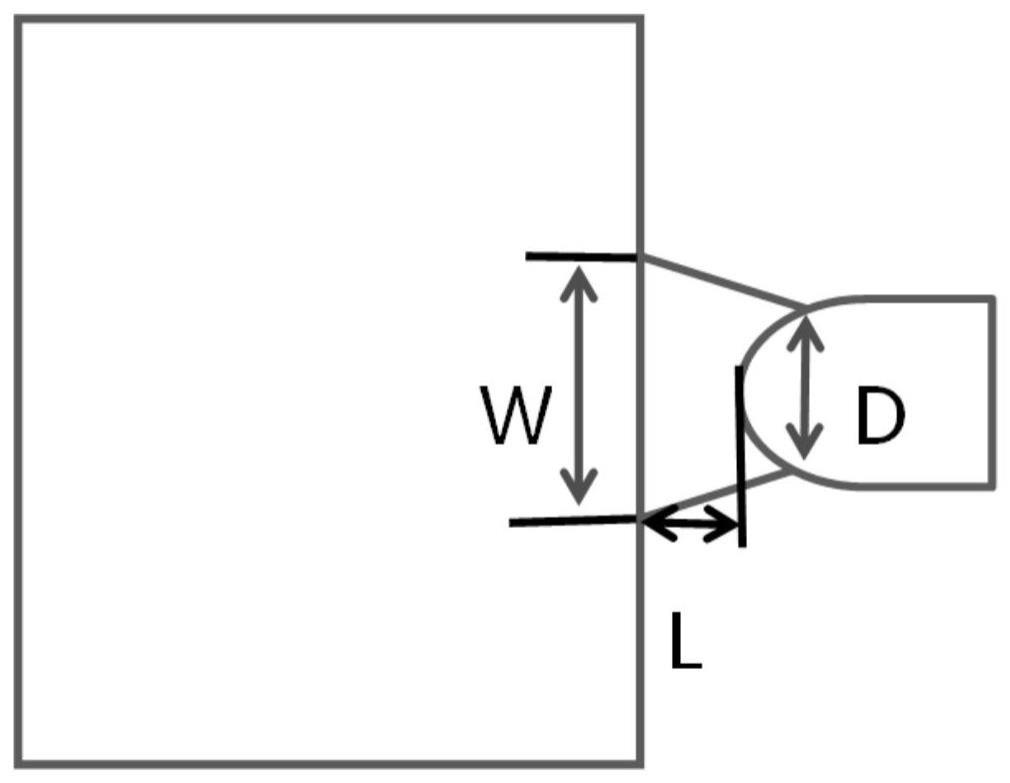
6、优选的,所述注塑中采用的模具的浇口到分流道的距离l为1.5-2.0mm,浇口宽度w与分流道直径d的关系为:w×2mm=πd2/6。
7、优选的,所述注塑中采用的模具的四个边的中部设置浇口;
8、和/或,所述注塑采用最大合模力为500-3000t的注塑机;
9、和/或,所述注塑的温度为200-215℃。
10、优选的,所述包含弹性体的仿植绒材料为聚丙烯与仿植绒效果材料、弹性体的复合物。
11、优选的,所述仿植绒效果材料为纤维点、短纤维、木粉中的至少一种;
12、和/或,所述弹性体为三元乙丙橡胶(epdm)或/和聚乙烯辛烯共弹性体(poe)。
13、优选的,所述聚丙烯与仿植绒效果材料的质量比为100:(5-30);
14、和/或,所述聚丙烯与弹性体的质量比为100:(3-8);
15、和/或,所述弹性体的尺寸为100-300μm。
16、优选的,所述包含弹性体的仿植绒材料的获取过程为:将聚丙烯与仿植绒效果材料、弹性体混匀,随后加入到挤出机中熔融并挤出,再进行过水、切粒造粒、冷却、干燥得到。
17、优选的,所述熔融的温度为185-215℃。
18、优选的,所述挤出机为双螺杆挤出机;
19、和/或,所述挤出机的螺杆转速为300r/min;
20、和/或,所述挤出机的长径比为40:1。
21、优选的,所述注塑的螺杆转速为450r/min。
22、本发明还提供一种仿植绒塑胶件,其由上述的仿植绒塑胶件的制备方法制备得到。
23、优选的,所述仿植绒塑胶件为仿植绒立柱。
24、在本发明中,所述速度为相对注塑机控制阀100%打开时的速度。
25、本发明技术方案,具有如下优点:
26、1.一种仿植绒塑胶件的制备方法,在注塑步骤中,将包含弹性体的仿植绒材料的熔体采用快速度、慢速度、快速度的顺序阀工艺进行注塑得到仿植绒塑胶件;所述慢速度的条件为:速度为5-30%,压力为0-40bar;所述快速度的条件为:速度为50-100%,压力为60-100bar。本方法通过快慢快的顺序阀工艺,使仿植绒材料的熔体中的弹性体成分拉伸、断裂、快速分布于模具表面,同时利用浮木原理将仿植绒材料中的仿植绒效果材料大量分布于表层,制得的仿植绒塑胶件兼具软触感以及仿植绒的目视外观效果,可替代传统纺织织物包覆的塑胶件,不仅满足基本性能要求,还满足了人们对汽车内饰件在外观、触感以及仿生要求。
27、2.本发明的仿植绒塑胶件的制备方法中,还对模具浇口进行设计。本申请通过对模具浇口进行设计,可进一步使弹性体及仿植绒效果材料大量分布于表层,使得塑胶件软触感以及仿植绒的目视外观效果进一步得到提升。
28、3.本发明的仿植绒塑胶件的制备方法中,弹性体具有特定的尺寸,可在提供软质手感的同时保持高刚性。
技术特征:
1.一种仿植绒塑胶件的制备方法,其特征在于,在注塑步骤中,将包含弹性体的仿植绒材料的熔体采用快速度、慢速度、快速度的顺序阀工艺进行注塑得到仿植绒塑胶件;
2.根据权利要求1所述的制备方法,其特征在于,所述注塑中采用的模具的浇口到分流道的距离l为1.5-2.0mm,浇口宽度w与分流道直径d的关系为:w×2mm=πd2/6。
3.根据权利要求1或2所述的制备方法,其特征在于,所述注塑中采用的模具的四个边的中部设置浇口;
4.根据权利要求1-3任一项所述的制备方法,其特征在于,所述包含弹性体的仿植绒材料为聚丙烯与仿植绒效果材料、弹性体的复合物。
5.根据权利要求4所述的制备方法,其特征在于,所述仿植绒效果材料为纤维点、短纤维、木粉中的至少一种;
6.根据权利要求4或5所述的制备方法,其特征在于,所述聚丙烯与仿植绒效果材料的质量比为100:(5-30);
7.根据权利要求4-6任一项所述的制备方法,其特征在于,所述包含弹性体的仿植绒材料的获取过程为:将聚丙烯与仿植绒效果材料、弹性体混匀,随后加入到挤出机中熔融并挤出,再进行过水、切粒造粒、冷却、干燥得到。
8.根据权利要求7所述的制备方法,其特征在于,所述熔融的温度为185-215℃。
9.一种仿植绒塑胶件,其特征在于,其由上述权利要求1-8任一项所述的仿植绒塑胶件的制备方法制备得到。
10.根据权利要求9所述的仿植绒塑胶件,其特征在于,所述仿植绒塑胶件为仿植绒立柱。
技术总结
本发明涉及注塑加工技术领域,具体涉及一种仿植绒塑胶件及其制备方法。其中,一种仿植绒塑胶件的制备方法,在注塑步骤中,将包含弹性体的仿植绒材料的熔体采用快速度、慢速度、快速度的顺序阀工艺进行注塑得到仿植绒塑胶件;所述慢速度的条件为:速度为5‑30%,压力为0‑40bar;所述快速度的条件为:速度为50‑100%,压力为60‑100bar。本方法通过快慢快的顺序阀工艺,使仿植绒材料的熔体中的弹性体成分拉伸、断裂、快速分布于模具表面,制得的仿植绒塑胶件兼具软触感以及仿植绒的目视外观效果。
技术研发人员:杨燕,李能文,周志聪,陈娟,余求玉,詹婉婷,董元升,谢克诚
受保护的技术使用者:广州毅昌科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!