全贴合胶框方法与流程
本发明涉及胶框方法领域,尤其是全贴合胶框方法。
背景技术:
1、触摸屏(touch panel)又称为“触控屏”、“触控面板”,是一种可接收触头等输入讯号的感应式液晶显示装置,当接触了屏幕上的图形按钮时,屏幕上的触觉反馈系统可根据预先编程的程式驱动各种连结装置,可用以取代机械式的按钮面板,并借由液晶显示画面制造出生动的影音效果。在触摸屏的生产加工过程中,需要将触摸屏和盖板胶粘在一起
2、框胶(简称bonding):是全贴合技术中常见的工艺,但在日新月异的材料中,经常出现因为结构强度不足,在触摸屏与盖板的贴合过程中,因为接着性不良所衍发的bondingpeeling(贴合剥落),进而产生失效产品。
技术实现思路
1、本发明要解决的技术问题是:为了解决背景技术中描述的技术问题,本发明提供了一种全贴合胶框方法。本申请依据触摸屏的不同类型来选择框胶的执行方式,避免在全贴合的过程中,因为胶量不足或者后续的耐候性时间测试中产生贴合剥落的情况发生。
2、本发明解决其技术问题所采用的技术方案是:
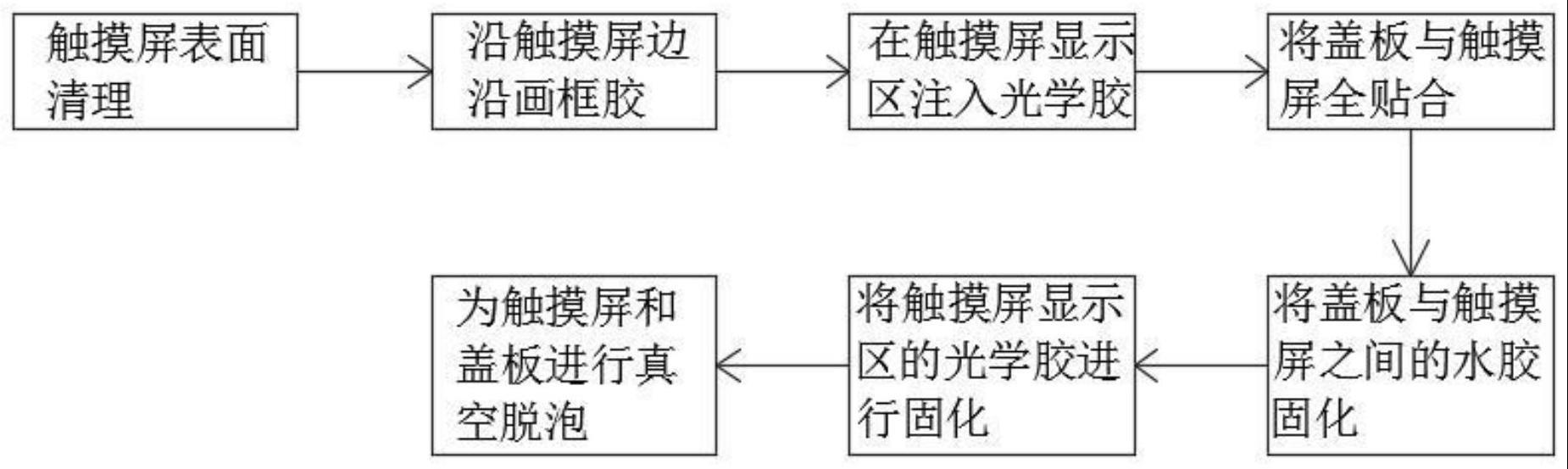
3、一种全贴合胶框方法,该方法的步骤为:
4、s1、将触摸屏表面进行清洁;
5、s2、根据触摸屏的类型来选择画框胶的方式,并计算出框胶的高度,然后依照选定的方式沿着触摸屏的边沿画框胶;
6、s3、在触摸屏的显示区域注入光学胶;
7、s4、将盖板放到触摸屏上,使得盖板与触摸屏全贴合;
8、s5、将盖板与触摸屏的黑边区之间的框胶进行固化;
9、s6、对触摸屏的显示区上的光学胶进行固化。
10、s7、使用脱泡机,将全贴合后的触摸屏与盖板之间微小气泡实施真空脱泡。
11、具体地,步骤s2中,当触摸屏包含外框时,所述画框胶的方法为,涂胶针头沿着外框与触摸屏的黑边区的交界处进行涂胶。
12、具体地,所述外框为铁框,涂胶时涂胶针头出胶孔内径的三分之二在触摸屏之上,另外三分之一在铁框之上。
13、具体地,所述外框为聚酯框,涂胶时涂胶针头出胶孔内径的二分之一在触摸屏之上,另外二分之一在聚酯框之上。
14、具体地,所述步骤s2中,当触摸屏无外框时,所述画框胶的方法为,首先涂胶针头沿着触摸屏与固定片交界处进行画胶框,涂胶时涂胶针头出胶孔内径的三分之二在触摸屏的黑边区之上,另外三分之一在固定片之上;然后涂胶针头沿着固定片边缘涂胶,涂胶针头出胶孔内径的三分之一在固定片上。
15、具体地,所述框胶的体积计算公式为:v=m/ρ;
16、v为框胶的体积,m为框胶的质量,ρ为框胶的密度;
17、框胶的高度计算方式为:h=ρ/l/w;
18、h为框胶的高度,l为框胶的长度,w为框胶的宽度。
19、具体地,步骤s1中,所述触摸屏表面的清洁方式为等离子清洁技术。
20、具体地,步骤s4中,所述全贴合方式,用治具将触摸屏对齐定位,然后将盖板贴合到触摸屏上。
21、具体地,所述框胶固化方式为紫外线uv固化。
22、具体地,所述盖板在进行全贴合之前,使用酒精对其进行清洁。
23、本发明的有益效果是:本发明提供了一种全贴合胶框方法。本申请依据触摸屏的不同类型来选择框胶的执行方式,避免在全贴合的过程中,因为胶量不足或者后续的耐候性时间测试中产生贴合剥落的情况发生。
技术特征:
1.一种全贴合胶框方法,其特征是,该方法的步骤为:
2.根据权利要求1所述的全贴合胶框方法,其特征在于:步骤s2中,当触摸屏包含外框时,所述画框胶的方法为,涂胶针头沿着外框与触摸屏的黑边区的交界处进行涂胶。
3.根据权利要求2所述的全贴合胶框方法,其特征在于:所述外框为铁框,涂胶时涂胶针头出胶孔内径的三分之二在触摸屏之上,另外三分之一在铁框之上。
4.根据权利要求2所述的全贴合胶框方法,其特征在于:所述外框为聚酯框,涂胶时涂胶针头出胶孔内径的二分之一在触摸屏之上,另外二分之一在聚酯框之上。
5.根据权利要求1所述的全贴合胶框方法,其特征在于:所述步骤s2中,当触摸屏无外框时,所述画框胶的方法为,首先涂胶针头沿着触摸屏与固定片交界处进行画胶框,涂胶时涂胶针头出胶孔内径的三分之二在触摸屏的黑边区之上,另外三分之一在固定片之上;然后涂胶针头沿着固定片边缘涂胶,涂胶针头出胶孔内径的三分之一在固定片上。
6.根据权利要求1所述的全贴合胶框方法,其特征在于:所述框胶的体积计算公式为:v=m/ρ;
7.根据权利要求1所述的全贴合胶框方法,其特征在于:步骤s1中,所述触摸屏表面的清洁方式为等离子清洁技术。
8.根据权利要求1所述的全贴合胶框方法,其特征在于:步骤s4中,所述全贴合方式,用治具将触摸屏对齐定位,然后将盖板贴合到触摸屏上。
9.根据权利要求1所述的全贴合胶框方法,其特征在于:所述框胶固化方式为紫外线uv固化。
10.根据权利要求1所述的全贴合胶框方法,其特征在于:所述盖板在进行全贴合之前,使用酒精对其进行清洁。
技术总结
本发明涉及胶框方法领域,尤其是全贴合胶框方法。该方法的步骤为:S1、将触摸屏表面进行清洁;S2、根据触摸屏的类型来选择画框胶的方式,并计算出框胶的高度,然后依照选定的方式沿着触摸屏的边沿画框胶;S3、在触摸屏的显示区域注入光学胶;S4、将盖板放到触摸屏上,使得盖板与触摸屏全贴合;S5、将盖板与触摸屏的黑边区之间的框胶进行固化;S6、对触摸屏的显示区上的光学胶进行固化。S7、使用脱泡机,将全贴合后的触摸屏与盖板之间微小气泡实施真空脱泡。本发明依据触摸屏的不同类型来选择框胶的执行方式,避免在全贴合的过程中,因为胶量不足或者后续的耐候性时间测试中产生贴合剥落的情况发生。
技术研发人员:韩亮,冯建平,朱晖,童兴浩
受保护的技术使用者:匠为创汽车智能装备科技(苏州)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!