一种汽车线束加工的热缩管自动烘缩机的制作方法
本发明涉及线束产品生产,具体是涉及一种汽车线束加工的热缩管自动烘缩机。
背景技术:
1、目前,热缩管的烘缩方式主要有两种,第一种是人工烘缩,具体就是将热缩管套设在接头和线束的连接点位置后,工作人员手持热风枪对热缩管进行加热,使得热缩管包覆在接头和线束的连接点上;采用人工烘缩方式具有线束产品的成品率高的优点,但人工烘缩方式不仅对操作工的熟练度依赖性较大,还存在劳动强度大,人工成本高和生产效率低的问题。第二种是烘箱烘缩,具体就是将热缩管套结在接头和线束的连接点位置后,将整个线束产品固定在定位模盒中,定位模盒在传动机构的作用下穿过烘箱,利用烘箱中的加热风对热缩管进行加热,以使得热缩管包覆在接头和线束的连接点上;采用烘箱烘缩的方式具有生产效率高和生产成本低的优点,因而被广大生产厂家采用,但是在实际生产活动中,使用烘箱烘缩后的线束产品存在废品率高的问题。
2、中国专利cn219544023u公开了一种用于对线束产品上热缩管进行加热的烘缩装置,包括:操作台,所述操作台上设有加热避让区和冷却避让区;上加热机构,所述上加热机构能够升降的设置在加热避让区的上方;下加热机构,所述下加热机构能够升降的设置在加热避让区的下方;冷却机构,所述冷却机构设置在冷却避让区的上下两侧;定位载线盒,所述定位载线盒能够移动的设置在操作台上,且所述加热避让区和冷却避让区位于定位载线盒的移动路径上;控制模块,所述控制模块与上加热机构和下加热机构电信号连接,并能够控制所述上加热机构和下加热机构反向升降、以及在上下两侧对移动至加热避让区的定位载线盒中的热缩管近距风热;所述控制模块与冷却机构电信号连接,并能够控制所述冷却机构在上下两侧对热缩管进行风冷。
3、上述方案虽然提高了热缩效率,但是由于所有的线束水平排列在定位载线盒中,上加热机构和下加热机构只能对热缩管的上下部进行加热,而水平排列的热缩管相互靠近的一侧受热受阻,就会出现无法完全热缩的情况,使得热缩后的热缩管呈椭圆形,如此热缩管无法很好的将线束包裹,依旧无法解决废品率的问题。
技术实现思路
1、针对上述问题,提供一种汽车线束加工的热缩管自动烘缩机,将套设有热缩管件的线束件放置在承接装置上,承接装置在线束件的重力作用下沿竖直方向下降,下降中的承接装置能带动夹持装置将线束件夹持住,被夹持装置夹持住的线束件在外力作用下能沿自身的轴线转动,导轨带动承接装置沿导轨的延伸方向移动,当承接装置带动线束件移动至推动装置一侧时,随着承接装置继续在导轨上滑动,推动装置便带动线束件围绕自身的轴线转动,同时设置在推动装置一侧的烘缩器对套设在线束件上的热缩管件进行加热,转动中的线束件带动套设在其上部的热缩管件同步转动,保证了热缩管件的均匀收缩,导向装置保证了线束件不会沿着自身的轴线方向滑动,同时导向装置还保证了套设在线束件上的热缩管件不会沿着线束件的轴线方向发生滑动,在热缩管件被加热缩小后,由卸料装置自动取出,使得套设在线束件上的热缩管件能均匀受热,提高了产出质量,且能实现自动卸料,降低了工人的工作强度。
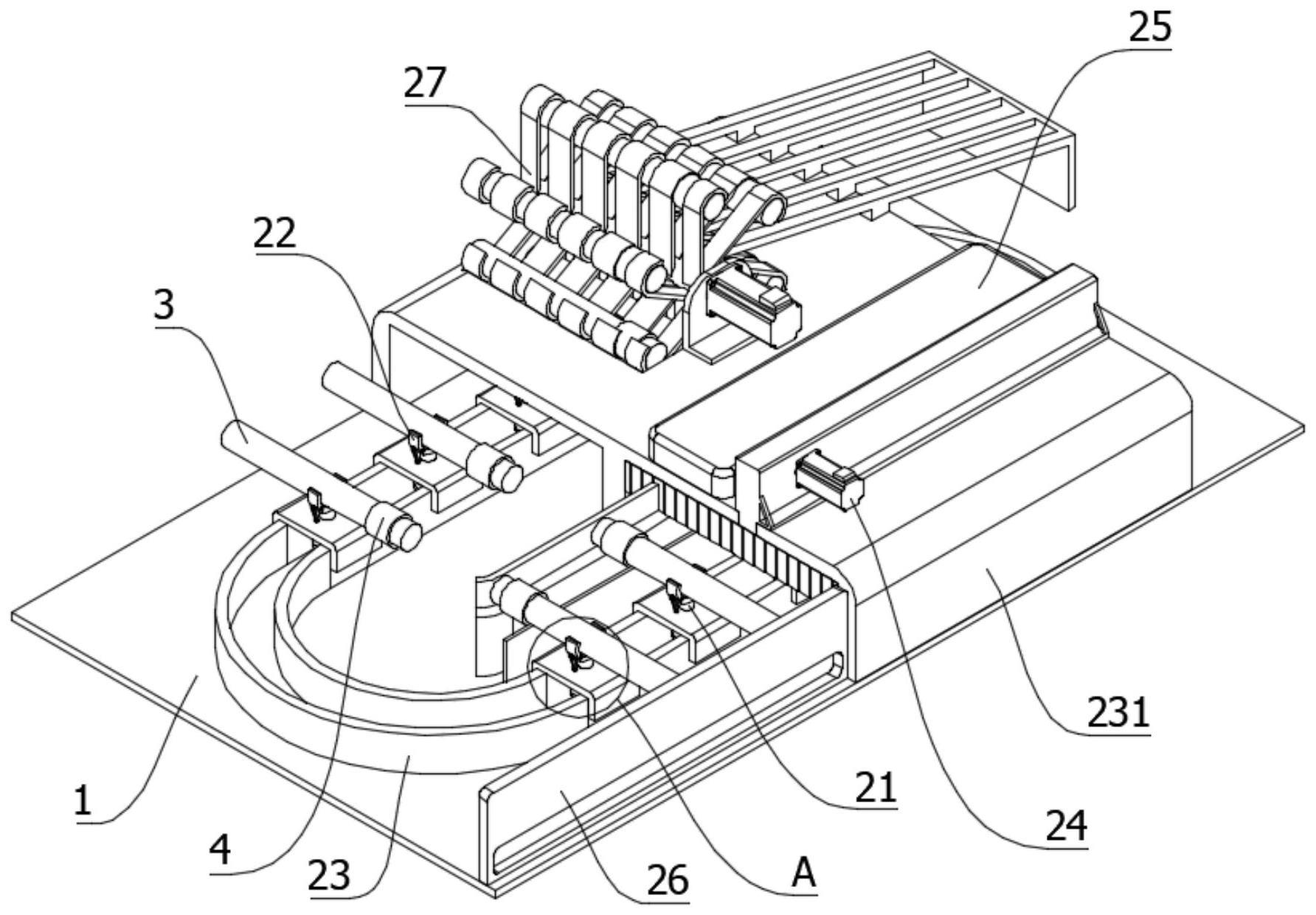
2、为解决现有技术问题,一种汽车线束加工的热缩管自动烘缩机,包括底板和自动加热装置;自动加热装置包括承接装置、夹持装置、导轨、推动装置、烘缩器、导向装置和卸料装置;导轨呈环形结构,导轨固定设置在底板的上部;承接装置设置有多个,承接装置沿导轨的延伸方向均匀设置在导轨上,导轨带动承接装置沿导轨的延伸方向滑动,承接装置用于承接线束件,热缩管件套设在线束件上,线束件放置在承接装置上时能将承接装置沿竖直方向压下;夹持装置设置在承接装置的一侧,被压下的承接装置带动夹持装置将线束件夹持,被加持后的线束件能沿自身的轴线转动;导轨的上部设置有罩壳,推动装置设置在罩壳上,推动装置能与承接装置上线束件接触并使得线束件沿自身轴线转动;烘缩器设置在推动装置的一侧,烘缩器能对套设在线束件上的热缩管件进行加热;导向装置设置在推动装置下方的底板上,导向装置用于限制位于承接装置上的线束件沿自身轴线方向移动,同时导向装置还能限制套设在线束件上的热缩管件沿线束件轴线方向移动;卸料装置设置在导轨的上部,卸料装置将烘缩完成后的线束件从承接装置上去除卸料。
3、优选的,承接装置包括承接座、滑动座、滑动杆和第一弹簧;滑动座沿导轨的延伸方向滑动设置在导轨上;承接座设置在滑动座的上部;滑动杆竖直固定设置在承接座的底部,滑动杆贯穿于滑动座且与滑动座滑动配合,滑动杆的底部固定设置有限位环,限位环与滑动座之间存有第一间隙;第一弹簧沿滑动杆的轴线设置在第一间隙内。
4、优选的,夹持装置包括夹持件和连杆;夹持件设置有两个,两个夹持件关于承接座对称设置在承接座的两侧,两个夹持件靠近承接座的一端与承接座铰接;连杆的两端分别与夹持架和滑动座的上部铰接。
5、优选的,自动加热装置还包括滚针;滚针分别转动设置在夹持件和承接座上,滚针与线束件接触。
6、优选的,推动装置包括第一旋转驱动器、第一齿轮、第二齿轮、同步轮、同步带和按压装置;第一旋转驱动器水平设置在罩壳上;第一齿轮固定设置在第一旋转驱动器的输出端上;第二齿轮设置在第一齿轮的下部,第二齿轮与第一齿轮相互啮合;同步轮设置有两个,两个同步轮水平设置在罩壳上,其中一个同步轮与第二齿轮固定连接,第一旋转驱动器能驱动同步轮转动;同步带的两端分别套设在两个同步轮上,同步带和同步轮传动配合,同步带的下部能与位于承接装置上的线束件上部接触并带动线束件沿线束件的轴线转动;按压装置设置在同步带内侧,按压装置对同步带的下部提供压力。
7、优选的,同步带靠近承接座一侧的转动方向与承接座的移动方向相向设置。
8、优选的,按压装置包括按压板、限位板、按压杆和第二弹簧;限位板水平设置在同步带的环内,按压板与罩壳固定连接;按压杆竖直贯穿设置在限位板上,且按压杆与限位板滑动配合;按压板固定设置在按压杆的下部,按压板与限位板之间存有第二间隙;第二弹簧沿按压杆的轴线设置在第二间隙内。
9、优选的,导向装置包括第一侧板、第二侧板和导向件;第一侧板沿承接装置的移动方向设置在推动装置的下部;第二侧板设置在第一侧板的一侧,第一侧板和第二侧板之间存有第一空隙,第一空隙的大小与线束件的长度相同;导向件设置在第一空隙间,导向件上开设有导向槽,套设在线束件上的热缩管件的长度与导向槽的宽度方向相同,热缩管件与导向槽滑动配合。
10、优选的,卸料装置包括第二旋转驱动器、转动轴、卸料爪和排料杆;第二旋转驱动器水平设置在罩壳的上部,第二旋转驱动器位于推动装置的一侧;转动轴固定设置在第二旋转驱动器的输出端上;卸料爪设置有多个,多个卸料爪围绕转动轴的轴线均匀固定设置在转动轴上,沿转动轴的轴线方向排布的卸料爪之间存有第二空隙;排料杆倾斜的设置在第二空隙上,卸料爪将承接装置上的线束件抓起后放置在排料杆上排出。
11、优选的,自动加热装置还包括遮挡帘;遮挡帘设置在承接装置进出罩壳的两侧,遮挡帘能限制烘缩器的热量从罩壳两侧流出。
12、本发明相比较于现有技术的有益效果是:
13、本发明通过设置承接装置、夹持装置、导轨、推动装置、烘缩器、导向装置和卸料装置,将套设有热缩管件的线束件放置在承接装置上,承接装置在线束件的重力作用下沿竖直方向下降,下降中的承接装置能带动夹持装置将线束件夹持住,被夹持装置夹持住的线束件在外力作用下能沿自身的轴线转动,导轨带动承接装置沿导轨的延伸方向移动,当承接装置带动线束件移动至推动装置一侧时,随着承接装置继续在导轨上滑动,推动装置便带动线束件围绕自身的轴线转动,同时设置在推动装置一侧的烘缩器对套设在线束件上的热缩管件进行加热,转动中的线束件带动套设在其上部的热缩管件同步转动,保证了热缩管件的均匀收缩,导向装置保证了线束件不会沿着自身的轴线方向滑动,同时导向装置还保证了套设在线束件上的热缩管件不会沿着线束件的轴线方向发生滑动,在热缩管件被加热缩小后,由卸料装置自动取出,使得套设在线束件上的热缩管件能均匀受热,提高了产出质量,且能实现自动卸料,降低了工人的工作强度。
- 还没有人留言评论。精彩留言会获得点赞!