一种金属片表面图案成型工艺的制作方法
本发明属于图案成型加工,具体是一种金属片表面图案成型工艺。
背景技术:
1、目前金属片表面图案成型一般是通过冲压方式成型的,经过测试五金冲压约4000次后冲头外侧会有逐渐出现磨损,导致成定的图案变形,达不到设计要求,4000次冲压成型的量对于大批量的生产来说属于非常少的,所以需要经常更换冲头,耗材过大;
2、还有就是形成图案之后的金属片需要在其背面贴上一块塑胶片作为支撑,注塑出来的塑胶片多少会存在一些毛刺,形成的图案也很难与冲压形成的图案保持一致,所以组合起来会有一些不平整,即使能够组装平整,就是将塑胶件凸起形成图案支撑的部分尺寸要小一些,使其能够在组合时进入到金属片形成图案内侧凹槽中,虽然这样能够平整组合起来,但是塑胶件凸起形成图案支撑的部分尺寸比较小,与金属片形成图案内侧凹槽之间也会存在一些小间隙,并不能够起到很好的支撑,导致金属片形成的图案抗冲击能力弱,非常容易变形。
技术实现思路
1、本发明的目的在于提供一种金属片表面图案成型工艺,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种金属片表面图案成型工艺,包括注塑模具,所述注塑模具内设有供金属片放入的穴位,所述穴位靠近金属片外表面的一侧设有图案凹槽,所述图案凹槽深度为0.2-0.3mm;
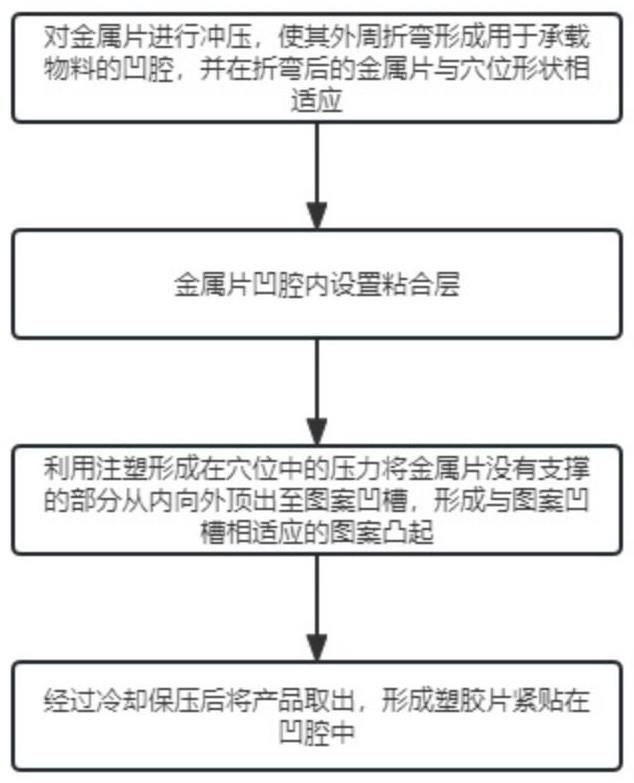
4、第一步,选用厚度为0.3-0.6mm的金属片进行冲压,使其外周折弯形成用于承载物料的凹腔,并在折弯后的金属片与穴位形状相适应,且所述穴位尺寸小于金属片的尺寸;
5、第二步,金属片凹腔内填充粘合层;
6、第三步,将金属片放入穴位之中合模进行注塑,金属片外表面与穴位具有图案凹槽的一侧紧贴,物料经流道将穴位填满后,由于凹槽部分没有对金属片表面进行支撑,利用注塑形成在穴位中的压力将金属片没有支撑的部分从内向外顶出至图案凹槽,形成与图案凹槽相适应的图案凸起;
7、第四步,经过冷却保压后将产品取出,形成塑胶片紧贴在凹腔中。
8、进一步的技术方案,所述图案凹槽设在穴位的上端面,金属片没有支撑的部分从下向上顶出至图案凹槽。
9、进一步的技术方案,注塑压力为380bar-1520bar。
10、进一步的技术方案,所述图案凹槽为弧面槽。
11、进一步的技术方案,所述粘合层为聚烯烃和聚酰胺薄膜加热融化固定到金属片的凹腔内。
12、进一步的技术方案,第三步中,注塑完成后保压时间为10-20秒。
13、本发明的有益效果:
14、基于本发明方法的生产过程中,可以说对穴位的图案凹槽几乎是没有磨损的,每一片金属片注塑顶出形成的图案形状完全相同,也就是说可以保证每一片产品都能够符合设计要求,而且无需要更换部件,提高良品率的同时还能够节省成本;
15、另外,形成的塑胶片能够充分与金属片背面贴合,由于金属片的图案是靠注塑压力顶出形成的,所以物料必然会填充到金属片形成图案凸起的背面槽位中,且能够充分贴合消除现有技术中存在的间隙,这样加强对金属片形成图案凸起位置的支撑,提升抗冲击能力;还可以是金属片对塑胶片形成包裹状态,使两者固定得更加牢固。
16、本发明的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种金属片表面图案成型工艺,包括注塑模具,所述注塑模具内设有供金属片(21)放入的穴位(13),其特征在于:所述穴位(13)靠近金属片(21)外表面的一侧设有图案凹槽(14),所述图案凹槽(14)深度为0.2-0.3mm;
2.根据权利要求1所述的一种金属片表面图案成型工艺,其特征在于:所述图案凹槽(14)设在穴位(13)的上端面,金属片(21)没有支撑的部分从下向上顶出至图案凹槽(14)。
3.根据权利要求1所述的一种金属片表面图案成型工艺,其特征在于:注塑压力为380bar-1520bar。
4.根据权利要求1所述的一种金属片表面图案成型工艺,其特征在于:所述图案凹槽(14)为弧面槽。
5.根据权利要求1所述的一种金属片表面图案成型工艺,其特征在于:所述粘合层为聚烯烃和聚酰胺薄膜加热融化固定到金属片(21)的凹腔(22)内。
6.根据权利要求1所述的一种金属片表面图案成型工艺,其特征在于:第三步中,注塑完成后保压时间为10-20秒。
技术总结
本发明公开了一种金属片表面图案成型工艺,包括注塑模具,注塑模具内设有穴位,穴位靠近金属片外表面的一侧设有图案凹槽;第一步,对金属片进行冲压,使其外周折弯形成用于承载物料的凹腔;第二步,金属片凹腔内填充粘合层;第三步,利用注塑形成在穴位中的压力将金属片没有支撑的部分从内向外顶出至图案凹槽,形成与图案凹槽相适应的图案凸起;第四步,经过冷却保压后将产品取出,形成塑胶片紧贴在凹腔中,基于本发明方法的生产过程中,可以说对穴位的图案凹槽几乎是没有磨损的,每一片金属片注塑顶出形成的图案形状完全相同,也就是说可以保证每一片产品都能够符合设计要求,而且无需要更换部件,提高良品率的同时还能够节省成本。
技术研发人员:周绍华,李小娟
受保护的技术使用者:惠州市领欣电子有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!