一种强制复位全周抽芯注塑模具及其使用方法
本发明属于注塑模具,特别是涉及一种强制复位全周抽芯注塑模具及其使用方法。
背景技术:
1、随着生活水平的提高,各类电器产品日益增多,产品结构设计变化多样,对模具设计和制造能力的要求越来越高。
2、目前,针对产品形成多向倒钩结构的需求,通常采用两种方式来成型实现,第一种方式是修改产品结构,将其拆为单向的倒扣,然而此方式影响产品结构意图的实现,限制了产品设计的空间;第二种方式则是将其分型放到前后模方向,以解决一个方向的倒扣,再将另一个方向的倒扣采用常规的斜顶或内行位等其它结构出模,但此方式对模具结构设计空间受限,当产品结构复杂,无空间转换出模方向来解决。
3、现有公告号为cn208035235u的中国发明专利公开了一种侧向抽芯注塑模具,包括能够开合模的定模部分和动模部分,动模部分包括动模板、斜顶杆、斜顶滑块、行位座以及锁合组件,动模板表面具有相互垂直的横向和纵向;斜顶杆具有第一端和第二端;斜顶滑块具有滑槽,斜顶杆的第二端滑设在滑槽内;行位座滑动设置在动模板上,行位座具有容置槽和斜导孔,斜顶滑块滑动设置在容置槽内;锁合组件用于在开模时对斜顶滑块与动模板的相对位置保持,并在行位坐向外滑动预设距离后解除保持。与现有技术对比,本实用新型提供的侧向抽芯注塑模具,实现了在同一投影面上的多个走向倒扣结构在同一模具上的成型,保证了成型后的产品的质量,并降了产生制作成本,但是该装置在模具顶出后,在进行合模时,容易造成顶针受到的冲击过大,造成顶针损坏。
技术实现思路
1、有鉴于此,本发明旨在提出一种强制复位全周抽芯注塑模具及其使用方法,以解决现有设备在模具顶出后,在进行合模时,容易造成顶针受到的冲击过大,造成顶针损坏的问题。
2、为实现上述目的,本发明采用以下技术方案:
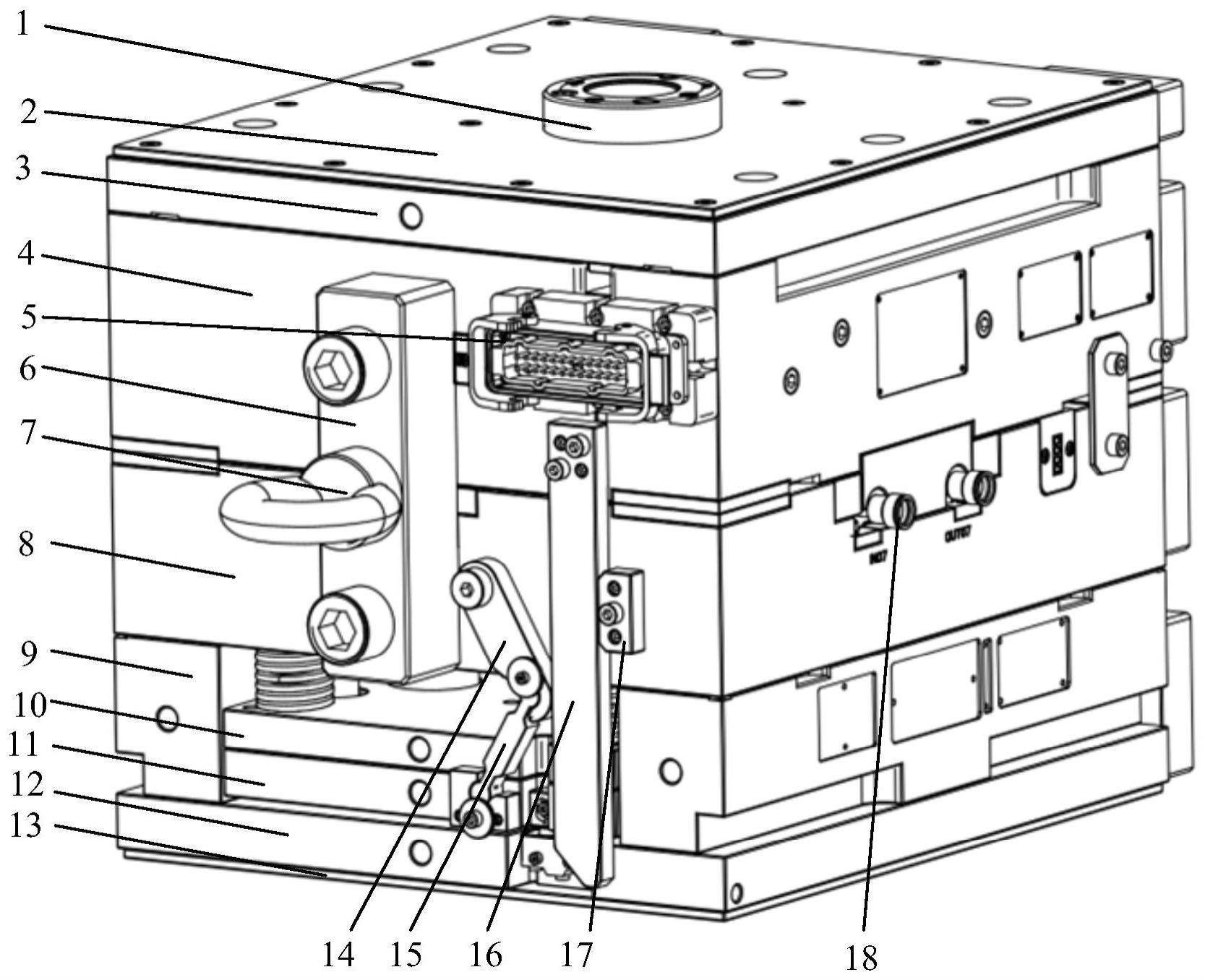
3、一种强制复位全周抽芯注塑模具,包括面板、定模板、热流道接口、动模板、模脚、顶针板、推板、底板、连杆、转动杆、强制复位杆、冷却水接口、第一侧向滑块、第一内缩滑块、第二侧向滑块以及第三侧向滑块,所述定模板与动模板连接,所述定模板的上端面安装有面板,所述动模板的底部安装有模脚,所述模脚底部安装有底板,所述底板与模脚形成的空间内安装有推板,所述推板上端面安装有顶针板,所述连杆的一端与动模板连接,另一端与转动杆的一端连接,所述转动杆的另一端与推板连接,所述强制复位杆位于转动杆与连杆连接端的一侧,所述强制复位杆安装在定模板上,所述定模板与动模板之间设有制品,所述第一侧向滑块、第一内缩滑块、第二侧向滑块以及第三侧向滑块以制品中心为圆心均布的安装在动模板上端面,所述动模板的侧端设有冷却水接口,所述定模板的侧端设有热流道接口。
4、更进一步的,所述定模板下端面设有第一铲基、内缩滑块铲基、第二铲基以及第三铲基,所述第一铲基与第一侧向滑块位置相对应且内侧设有第一斜导柱,所述内缩滑块铲基与第一内缩滑块的位置相对应且内侧设有内缩滑块斜导柱,所述第二铲基与第二侧向滑块的位置相对应且内侧设有第二斜导柱,所述第三铲基与第三侧向滑块的位置相对应且内侧设有第三斜导柱,所述定模板下端面还设有定模仁、第一定位块、第二定位块和第三定位块,所述第一斜导柱与第二斜导柱以及第三斜导柱的顶端皆通过紧固螺栓连接有斜导柱定位块连接,所述第一侧向滑块、第一内缩滑块、第二侧向滑块以及第三侧向滑块内皆设有滑块水路,所述滑块水路与冷却水接口连通,所述第一侧向滑块、第一内缩滑块、第二侧向滑块以及第三侧向滑块的底端皆设有限位柱,所述第一侧向滑块两侧皆设有第一滑块压条,所述第二侧向滑块两侧皆设有第二滑块压条,所述第三侧向滑块的两侧皆设有第三滑块压条,所述第一内缩滑块的两侧皆设有内缩滑块压条,所述第一滑块压条、内缩滑块压条、第三滑块压条以及第二侧向滑块皆安装在定模板上,所述第三侧向滑块上设有第一滑块镶件,所述第一侧向滑块上设有第二滑块镶件,所述第二侧向滑块上设有第三滑块镶件,所述制品上方和下方分别设有第一成型件组和第二成型件组。
5、更进一步的,所述第一内缩滑块内侧两端皆通过t型结构安装有第二内缩滑块,所述第二内缩滑块内设有内缩入子,所述内缩入子外侧设有随动滑块,所述第一内缩滑块底部设有定位柱。
6、更进一步的,所述面板上端面安装有第一隔热板,所述底板的下端面安装有第二隔热板。
7、更进一步的,所述第一隔热板的上方设有定位环。
8、更进一步的,所述定位环与制品之间设有热流道管,所述热流道管与热流道接口连通。
9、更进一步的,所述定模板与动模板外侧安装有模具锁,所述模具锁上安装有吊环,所述强制复位杆的一侧设有加强块。
10、更进一步的,所述定模板的四角处皆安装有模具导柱,所述动模板外侧设有保护块。
11、更进一步的,所述定模板内设有定模水路,所述动模板内设有动模水路。
12、更进一步的,一种强制复位全周抽芯注塑模具的使用方法,它包括以下步骤:
13、步骤1:通过定位环将模具安装在注塑机上;
14、步骤2:根据制品顶出行程设置模脚高度;
15、步骤3:进行合模,开始对制品成型;
16、步骤4:制品成型之后,通过推板带动顶针板将成型制品顶出,完成制品成型。
17、与现有技术相比,本发明的有益效果是:
18、1、本发明通过强制复位杆,在合模时避免了顶针的损坏风险。
19、2、本发明通过设有第一侧向滑块、第二侧向滑块以及第三侧向滑块能够成型难成型的制品。
20、3、熔体在注塑机内剪切塑化,获得良好的流动状态,但熔体一旦进入模具,外部环境改变,熔体状态改变,设置热流道管,使热流道管内的熔体状态与注塑机内熔体状态一致,最大限度的缩短注塑机与模具型腔的距离,热流道管直接延伸至制品表面。
21、4、制品表面有许多凹陷特征,若采用整体定模仁,则定模仁加工难度巨大,生产成本不可控,所以通过将制品表面难成型的特征拆解成第一成型件组和第二成型件组,降低了加工难度。
技术特征:
1.一种强制复位全周抽芯注塑模具,其特征在于:包括面板(3)、定模板(4)、热流道接口(5)、动模板(8)、模脚(9)、顶针板(10)、推板(11)、底板(12)、连杆(14)、转动杆(15)、强制复位杆(16)、冷却水接口(18)、第一侧向滑块(21)、第一内缩滑块(22)、第二侧向滑块(23)以及第三侧向滑块(24),所述定模板(4)与动模板(8)连接,所述定模板(4)的上端面安装有面板(3),所述动模板(8)的底部安装有模脚(9),所述模脚(9)底部安装有底板(12),所述底板(12)与模脚(9)形成的空间内安装有推板(11),所述推板(11)上端面安装有顶针板(10),所述连杆(14)的一端与动模板(8)连接,另一端与转动杆(15)的一端连接,所述转动杆(15)的另一端与推板(11)连接,所述强制复位杆(16)位于转动杆(15)与连杆(14)连接端的一侧,所述强制复位杆(16)安装在定模板(4)上,所述定模板(4)与动模板(8)之间设有制品(25),所述第一侧向滑块(21)、第一内缩滑块(22)、第二侧向滑块(23)以及第三侧向滑块(24)以制品(25)中心为圆心均布的安装在动模板(8)上端面,所述动模板(8)的侧端设有冷却水接口(18),所述定模板(4)的侧端设有热流道接口(5)。
2.根据权利要求1所述的一种强制复位全周抽芯注塑模具,其特征在于:所述定模板(4)下端面设有第一铲基(21-2)、内缩滑块铲基(22-2)、第二铲基(23-2)以及第三铲基(24-2),所述第一铲基(21-2)与第一侧向滑块(21)位置相对应且内侧设有第一斜导柱(21-1),所述内缩滑块铲基(22-2)与第一内缩滑块(22)的位置相对应且内侧设有内缩滑块斜导柱(22-1),所述第二铲基(23-2)与第二侧向滑块(23)的位置相对应且内侧设有第二斜导柱(23-1),所述第三铲基(24-2)与第三侧向滑块(24)的位置相对应且内侧设有第三斜导柱(24-1),所述定模板(4)下端面还设有定模仁(27)、第一定位块(26-1)、第二定位块(26-2)和第三定位块(26-3),所述第一斜导柱(21-1)与第二斜导柱(23-1)以及第三斜导柱(24-1)的顶端皆通过紧固螺栓(31)连接有斜导柱定位块(30)连接,所述第一侧向滑块(21)、第一内缩滑块(22)、第二侧向滑块(23)以及第三侧向滑块(24)内皆设有滑块水路(32),所述滑块水路(32)与冷却水接口(18)连通,所述第一侧向滑块(21)、第一内缩滑块(22)、第二侧向滑块(23)以及第三侧向滑块(24)的底端皆设有限位柱(35),所述第一侧向滑块(21)两侧皆设有第一滑块压条(33),所述第二侧向滑块(23)两侧皆设有第二滑块压条(34),所述第三侧向滑块(24)的两侧皆设有第三滑块压条(40),所述第一内缩滑块(22)的两侧皆设有内缩滑块压条(44),所述第一滑块压条(33)、内缩滑块压条(44)、第三滑块压条(40)以及第二侧向滑块(23)皆安装在定模板(4)上,所述第三侧向滑块(24)上设有第一滑块镶件(41),所述第一侧向滑块(21)上设有第二滑块镶件(49),所述第二侧向滑块(23)上设有第三滑块镶件(50),所述制品(25)上方和下方分别设有第一成型件组(29)和第二成型件组(51)。
3.根据权利要求2所述的一种强制复位全周抽芯注塑模具,其特征在于:所述第一内缩滑块(22)内侧两端皆通过t型结构(42-2)安装有第二内缩滑块(42),所述第二内缩滑块(42)内设有内缩入子(42-1),所述内缩入子(42-1)外侧设有随动滑块(42-3),所述第一内缩滑块(22)底部设有定位柱(47)。
4.根据权利要求1所述的一种强制复位全周抽芯注塑模具,其特征在于:所述面板(3)上端面安装有第一隔热板(2),所述底板(12)的下端面安装有第二隔热板(13)。
5.根据权利要求4所述的一种强制复位全周抽芯注塑模具,其特征在于:所述第一隔热板(2)的上方设有定位环(1)。
6.根据权利要求5所述的一种强制复位全周抽芯注塑模具,其特征在于:所述定位环(1)与制品(25)之间设有热流道管(28),所述热流道管(28)与热流道接口(5)连通。
7.根据权利要求1所述的一种强制复位全周抽芯注塑模具,其特征在于:所述定模板(4)与动模板(8)外侧安装有模具锁(6),所述模具锁(6)上安装有吊环(7),所述强制复位杆(16)的一侧设有加强块(17)。
8.根据权利要求1所述的一种强制复位全周抽芯注塑模具,其特征在于:所述定模板(4)的四角处皆安装有模具导柱(19),所述动模板(8)外侧设有保护块(20)。
9.根据权利要求1所述的一种强制复位全周抽芯注塑模具,其特征在于:所述定模板(4)内设有定模水路(52),所述动模板(8)内设有动模水路(53)。
10.一种如权利要求1-9中任意一项所述的强制复位全周抽芯注塑模具的使用方法,其特征在于:它包括以下步骤:
技术总结
本发明提出了一种强制复位全周抽芯注塑模具及其使用方法,属于注塑模具技术领域。解决了现有设备在模具顶出后,在进行合模时,容易造成顶针受到的冲击过大,造成顶针损坏的问题。它包括面板、定模板、热流道接口、动模板、强制复位杆、冷却水接口、第一侧向滑块、第一内缩滑块、第二侧向滑块以及第三侧向滑块,底板与模脚形成的空间内安装有推板,推板上端面安装有顶针板,连杆的一端与动模板连接,另一端与转动杆的一端连接,转动杆的另一端与推板连接,强制复位杆位于转动杆与连杆连接端的一侧,强制复位杆安装在定模板上,滑块以制品中心为圆心均布的安装在动模板上端面。它主要用于抽芯模具。
技术研发人员:黄可,李恒,李兵兵
受保护的技术使用者:常州机电职业技术学院
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!