一种飞机副油箱的制备方法与流程
本发明属于航空航天,具体涉及一种飞机副油箱的制备方法。
背景技术:
1、副油箱是在飞机机身以外携带的燃料箱,目的是为了延伸飞机的航程或者滞空的时间,在空中加油技术出现以前,副油箱是唯一可以实现这一目的的技术,目前飞机副油箱仍存在以下待改进的地方:副油箱作为飞机的额外负载,影响着飞机的飞行性能,当副油箱的无法有效地减小空气带来的阻力时,将会成为飞机的飞行负担。
技术实现思路
1、为解决现有技术中存在的上述问题,本发明提供了一种飞机副油箱的制备方法,包含如下步骤:
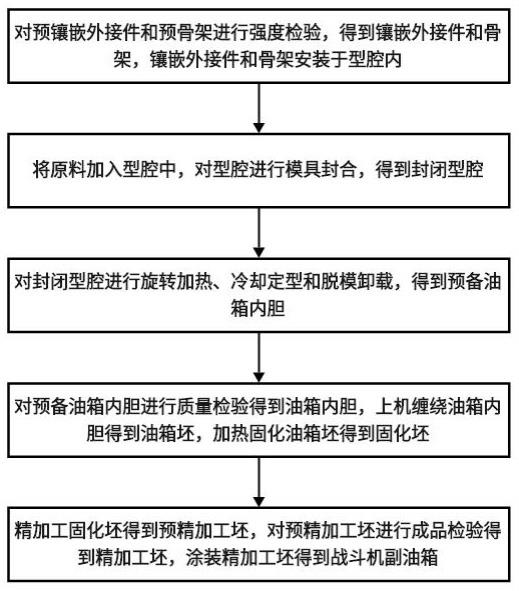
2、s1:对预镶嵌外接件和预骨架进行强度检验,得到镶嵌外接件和骨架,所述镶嵌外接件和所述骨架安装于型腔内;
3、s2:将原料加入所述型腔中,对所述型腔进行模具封合,得到封闭型腔;
4、s3:对所述封闭型腔进行旋转加热、冷却定型和脱模卸载,得到预备油箱内胆;
5、s4:对所述预备油箱内胆进行质量检验得到油箱内胆,上机缠绕所述油箱内胆得到油箱坯,加热固化所述油箱坯得到固化坯;
6、s5:精加工所述固化坯得到预精加工坯,对所述预精加工坯进行成品检验得到精加工坯,涂装所述精加工坯得到飞机副油箱。
7、具体地,s1中的骨架包括主梁和支撑结构,所述支撑结构埋于原料中,所述镶嵌外接件包括吊挂结构和油箱输入输出结构,所述飞机副油箱与飞机通过所述吊挂结构连接。
8、具体地,s1中的强度检验包括:
9、检验所述预镶嵌外接件和所述预骨架的材料试棒的抗拉性和抗冲击性;
10、检测所述预镶嵌外接件和所述预骨架的抗拉性和抗冲击性。
11、具体地,s2中的原料为滚塑交联聚乙烯。
12、具体地,s3中的旋转加热的加热温度为285℃,加热时间为28min。
13、具体地,s3中的冷却定型的具体方法为:
14、s301:停止对所述封闭型腔进行加热,得到待冷却型腔;
15、s302:将所述待冷却型腔沿顺时针方向旋转2min;
16、s303:将所述待冷却型腔沿逆时针方向旋转2min;
17、s304:检测所述待冷却型腔的温度,当所述温度大于90℃时,重复所述s302和所述s303,当所述温度小于或等于90℃时,停止对所述冷却型腔的旋转。
18、具体地,s4中的上机缠绕具体包括:
19、预设缠绕臂的张力下降曲线,使用计算软件测量所述油箱内胆的应力,所述缠绕臂根据所述应力和所述张力下降曲线调整所述缠绕臂施加在纤维上的阻力,对所述油箱内胆进行缠绕覆膜得到油箱坯。
20、进一步地,s4中的质量检验包括:
21、检验所述预备油箱内胆的尺寸;
22、检验所述预备油箱内胆中的骨架和镶嵌外接件与外壳的结合情况;
23、对所述预备油箱进行压力保压检验。
24、通过本发明的技术方案可以制备出一种飞机副油箱,包括骨架、无缝内胆和一体化外壳,所述无缝内胆中具有所述骨架的固定结构,所述一体化外壳包裹于所述无缝内胆外侧。
25、本发明的有益效果为:通过上机缠绕覆膜技术,使副油箱具有高纤维的一体化无缝外壳,使油箱的压力受力更加均匀。
技术特征:
1.一种飞机副油箱的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的方法,其特征在于,所述s1中的骨架包括主梁和支撑结构,所述支撑结构埋于原料中,所述镶嵌外接件包括吊挂结构和油箱输入输出结构,所述飞机副油箱与飞机通过所述吊挂结构连接。
3.根据权利要求1所述的方法,其特征在于,所述s1中的强度检验包括:
4.根据权利要求1所述的方法,其特征在于,所述s2中的原料为滚塑交联聚乙烯。
5.根据权利要求1所述的方法,其特征在于,所述s3中的旋转加热的加热温度大于280℃,小于290℃,加热时间为28min。
6.根据权利要求1所述的方法,其特征在于,所述s3中的冷却定型的具体方法为:
7.根据权利要求1所述的方法,其特征在于,所述s4中的上机缠绕具体包括:
8.根据权利要求1所述的方法,其特征在于,所述s4中的质量检验具体包括:
9.一种飞机副油箱,由权利要求1-8任一项所述的方法制备,其特征在于,包括骨架、无缝内胆和一体化外壳,所述无缝内胆中具有所述骨架的固定结构,所述一体化外壳包裹于所述无缝内胆外侧。
技术总结
本发明涉及一种飞机副油箱的制备方法,属于航空航天技术领域。该方法包括:对预镶嵌外接件和预骨架进行强度检验,得到镶嵌外接件和骨架,镶嵌外接件和骨架安装于型腔内。将原料加入型腔中,对型腔进行模具封合,得到封闭型腔。对封闭型腔进行旋转加热、冷却定型和脱模卸载,得到预备油箱内胆。对预备油箱内胆进行质量检验得到油箱内胆,上机缠绕油箱内胆得到油箱坯,加热固化油箱坯得到固化坯。精加工固化坯得到预精加工坯,对预精加工坯进行成品检验得到精加工坯,涂装精加工坯得到飞机副油箱。通过上机缠绕覆膜技术,使副油箱具有高纤维的一体化无缝外壳,使油箱的压力受力更加均匀。
技术研发人员:乔军,王国平,张析量,张西涛,夏林焱,韩东宇
受保护的技术使用者:上海康捷保新材料股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!