一种加热棒形式热流道快速拆装加热方法与流程
本发明属于热流道,涉及一种加热棒形式热流道快速拆装加热方法。
背景技术:
1、热流道是通过加热的办法来保证流道和浇口的塑料保持熔融状态,由于在流道附近或中心设有加热棒和加热圈,从注塑机炮筒出口到浇口的整个流道都处于高温状态,使流道中的塑料保持熔融,停机后一般不需要打开流道取出凝料,再开机时只需加热流道到所需温度即可。现有的热流道分流板的加热采用加热条镶嵌进行加热存在以下缺点:1、加热条加热方式需在分流板上镶嵌加热条,加热条的直径普遍偏小,加热效率低下造成内部注塑液凝固现象;2、加热条镶嵌槽的加工方式从正面加工,截面是长八槽形,真实接触面只是半圆,热传导能力受限;3、安装方式,加热条需要使用敲入方式镶嵌进分流板内,在操作过程中,容易损坏或出现松紧偏差,影响加热效率;4、拆装和维护,加热条镶嵌方式在安装时需要弯曲和敲紧,在使用寿命会缩短,在需要更换时,相对比较复杂的多腔模具,加热条一般都是镶嵌在分流板的上下两面,当其中一条或多条出现问题时,需要拆装整个热流道部分,需要专业的模具工来拆装,维修工作大且繁琐。因此,针对上述问题提出一种加热棒形式热流道快速拆装加热方法。
技术实现思路
1、本发明的目的是针对上述问题,提供一种加热棒形式热流道快速拆装加热方法。
2、为达到上述目的,本发明采用了下列技术方案:
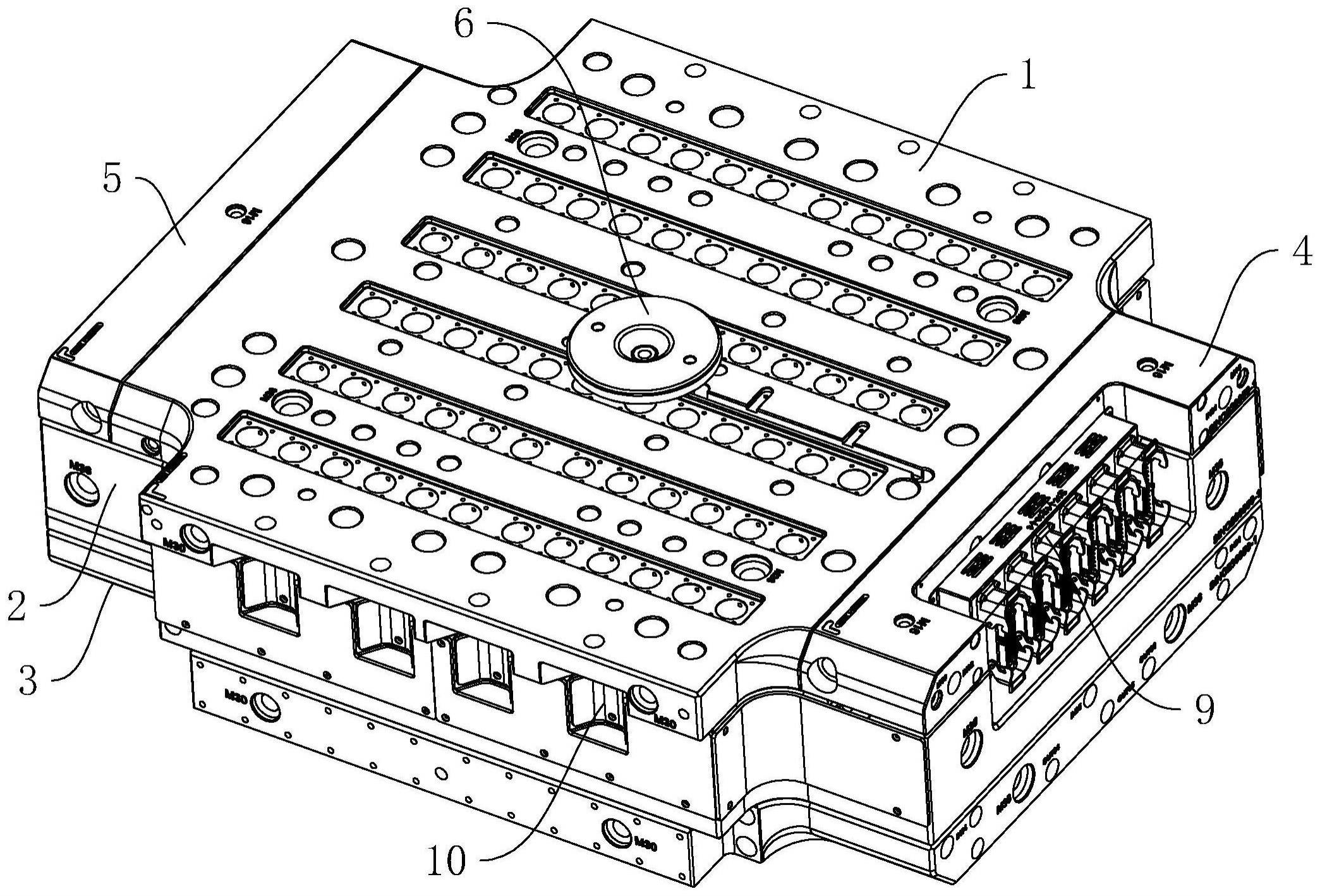
3、一种加热棒形式热流道快速拆装加热方法,包括上盖座,所述上盖座上方中心设有注塑口件,且上盖座中心内开设有流道孔,所述上盖座下方设有承载座,且承载座两端超出上盖座,所述承载座两端上方分别设有第一定位块与第二定位块,且第一定位块与第二定位块之间夹紧上盖座两端,所述上盖座底部内设有限位块上部分与流道块,且流道块置于限位块中心上方,同时流道块与限位块中心均设有流道孔,所述限位块内设有导线,同时限位块下部分置于承载座内中部,所述承载座内开设有放置槽,且放置槽内设有三角定位柱,所述放置槽内放置分流板,且分流板内插设有三角定位柱,所述分流板横向内插设有加热棒,且加热棒伸出段置于承载座另两端内,同时承载座另两端外设有保温片,所述第一定位块上安装加热控制器,且加热控制器连接导线,所述承载座下方设有支撑座。
4、在上述的一种加热棒形式热流道快速拆装加热方法中,所述上盖座上方中心固定连接注塑口件,且上盖座中心与注塑口件内均开设有流道孔,所述上盖座底部中间开设有上凹槽,且上凹槽内连通流道孔,所述上盖座底部周侧面固定连接承载座顶部周侧面,且上盖座正面端、背面端均超出承载座正面端、背面端。
5、在上述的一种加热棒形式热流道快速拆装加热方法中,所述承载座中部开设有放置槽,且放置槽顶部周侧面与上盖座底部面紧密贴合,所述承载座两端伸出,且伸出端上平面分别固定连接第一定位块底部与第二定位块底部,所述第一定位块里侧面与第二定位块里侧面均固定连接上盖座两端侧面,且第一定位块上平面、第二定位块上平面与上盖座上平面齐平。
6、在上述的一种加热棒形式热流道快速拆装加热方法中,所述上凹槽中心内插入流道块固定连接,所述流道块底部固定连接限位块中心,且流道块、限位块内均开设有流道孔,同时流道块内连通注塑口件内,所述限位块与两端第一定位块、第二定位块均垂直向。
7、在上述的一种加热棒形式热流道快速拆装加热方法中,所述限位块上部分卡于上凹槽内,所述限位块上方内镶嵌插入导线,且限位块上方与上凹槽底部之间密封导线,同时导线两端连接第一定位块与第二定位块内。
8、在上述的一种加热棒形式热流道快速拆装加热方法中,所述第二定位块外侧与承载座外侧结合处开设有u型开口,所述u型开口内固定连接加热控制器,所述加热控制器内接导线,且加热控制器外接控制。
9、在上述的一种加热棒形式热流道快速拆装加热方法中,所述放置槽中部设有三个凸起块,且中部凸起块内开设有流道孔,同时三个凸起块上平面与限位块底部之间有间距。
10、在上述的一种加热棒形式热流道快速拆装加热方法中,所述放置槽底部向上固定连接多个三角定位柱,且三角定位柱顶部与上盖座底部紧密贴合,所述放置槽内卡入四个分流板,且四个分流板两两设于凸起块两侧。
11、在上述的一种加热棒形式热流道快速拆装加热方法中,所述分流板内开设有定位孔,且定位孔内对应插入三角定位柱,所述分流板内插入多个加热棒,且加热棒穿插于三角定位柱之间,所述加热棒一端分别插入承载座正面端内、背面端内,且加热棒另一端插入凸起块内。
12、在上述的一种加热棒形式热流道快速拆装加热方法中,所述承载座底部固定连接支撑座,且承载座与支撑座内均开设有多个通孔,同时承载座内部与支撑座连通。
13、与现有的技术相比,本发明的优点在于:
14、本发明通过上盖座上方设有注塑口件,且两者内设有流道孔,在上盖座下方设有承载座,且承载座两端设有第一定位块与第二定位块,同时第一定位块与第二定位块夹紧上盖座,在承载座内开设有放置槽,且放置槽内部设有限位块、导线、分流板与加热棒,同时导线外接加热控制器,在承载座下方设有支撑座,采用加热棒进行分流板的加热升温优点如下:
15、1、加热棒的直径足够大,加热效率更强;
16、2、加热板加工界面是整圆,接触面也是整圆,在热传导能力有足够的提升;
17、3、加热棒安装简单,加热棒配合孔装入即可,拆装方便;
18、4、加热棒是成品采购,不需弯曲和敲打,使用寿命长,相对复杂的多腔模具,此发明的加热棒安装方式不需要拆卸模具,在机上就可以从操作和非操作侧直接拔出,更换新的加热棒,重新插回去,此方式操作简单快速,维护方便,极大的提高了生产效率。
19、本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种加热棒形式热流道快速拆装加热方法,包括上盖座(1),其特征在于:所述上盖座(1)上方中心设有注塑口件(6),且上盖座(1)中心内开设有流道孔(15),所述上盖座(1)下方设有承载座(2),且承载座(2)两端超出上盖座(1),所述承载座(2)两端上方分别设有第一定位块(4)与第二定位块(5),且第一定位块(4)与第二定位块(5)之间夹紧上盖座(1)两端,所述上盖座(1)底部内设有限位块(12)上部分与流道块(17),且流道块(17)置于限位块(12)中心上方,同时流道块(17)与限位块(12)中心均设有流道孔(15),所述限位块(12)内设有导线(13),同时限位块(12)下部分置于承载座(2)内中部,所述承载座(2)内开设有放置槽(21),且放置槽(21)内设有三角定位柱(14),所述放置槽(21)内放置分流板(7),且分流板(7)内插设有三角定位柱(14),所述分流板(7)横向内插设有加热棒(8),且加热棒(8)伸出段置于承载座(2)另两端内,同时承载座(2)另两端外设有保温片(10),所述第一定位块(4)上安装加热控制器(9),且加热控制器(9)连接导线(13),所述承载座(2)下方设有支撑座(3)。
2.根据权利要求1所述的一种加热棒形式热流道快速拆装加热方法,其特征在于:所述上盖座(1)上方中心固定连接注塑口件(6),且上盖座(1)中心与注塑口件(6)内均开设有流道孔(15),所述上盖座(1)底部中间开设有上凹槽(11),且上凹槽(11)内连通流道孔(15),所述上盖座(1)底部周侧面固定连接承载座(2)顶部周侧面,且上盖座(1)正面端、背面端均超出承载座(2)正面端、背面端。
3.根据权利要求2所述的一种加热棒形式热流道快速拆装加热方法,其特征在于:所述承载座(2)中部开设有放置槽(21),且放置槽(21)顶部周侧面与上盖座(1)底部面紧密贴合,所述承载座(2)两端伸出,且伸出端上平面分别固定连接第一定位块(4)底部与第二定位块(5)底部,所述第一定位块(4)里侧面与第二定位块(5)里侧面均固定连接上盖座(1)两端侧面,且第一定位块(4)上平面、第二定位块(5)上平面与上盖座(1)上平面齐平。
4.根据权利要求3所述的一种加热棒形式热流道快速拆装加热方法,其特征在于:所述上凹槽(11)中心内插入流道块(17)固定连接,所述流道块(17)底部固定连接限位块(12)中心,且流道块(17)、限位块(12)内均开设有流道孔(15),同时流道块(17)内连通注塑口件(6)内,所述限位块(12)与两端第一定位块(4)、第二定位块(5)均垂直向。
5.根据权利要求4所述的一种加热棒形式热流道快速拆装加热方法,其特征在于:所述限位块(12)上部分卡于上凹槽(11)内,所述限位块(12)上方内镶嵌插入导线(13),且限位块(12)上方与上凹槽(11)底部之间密封导线(13),同时导线(13)两端连接第一定位块(4)与第二定位块(5)内。
6.根据权利要求5所述的一种加热棒形式热流道快速拆装加热方法,其特征在于:所述第二定位块(5)外侧与承载座(2)外侧结合处开设有u型开口(41),所述u型开口(41)内固定连接加热控制器(9),所述加热控制器(9)内接导线(13),且加热控制器(9)外接控制。
7.根据权利要求6所述的一种加热棒形式热流道快速拆装加热方法,其特征在于:所述放置槽(21)中部设有三个凸起块(18),且中部凸起块(18)内开设有流道孔(15),同时三个凸起块(18)上平面与限位块(12)底部之间有间距。
8.根据权利要求7所述的一种加热棒形式热流道快速拆装加热方法,其特征在于:所述放置槽(21)底部向上固定连接多个三角定位柱(14),且三角定位柱(14)顶部与上盖座(1)底部紧密贴合,所述放置槽(21)内卡入四个分流板(7),且四个分流板(7)两两设于凸起块(18)两侧。
9.根据权利要求8所述的一种加热棒形式热流道快速拆装加热方法,其特征在于:所述分流板(7)内开设有定位孔(16),且定位孔(16)内对应插入三角定位柱(14),所述分流板(7)内插入多个加热棒(8),且加热棒(8)穿插于三角定位柱(14)之间,所述加热棒(8)一端分别插入承载座(2)正面端内、背面端内,且加热棒(8)另一端插入凸起块(18)内。
10.根据权利要求9所述的一种加热棒形式热流道快速拆装加热方法,其特征在于:所述承载座(2)底部固定连接支撑座(3),且承载座(2)与支撑座(3)内均开设有多个通孔,同时承载座(2)内部与支撑座(3)连通。
技术总结
本发明属于热流道技术领域,尤其涉及一种加热棒形式热流道快速拆装加热方法。本发明包括上盖座,通过上盖座上方设有注塑口件,且两者内设有流道孔,在上盖座下方设有承载座,且承载座两端设有第一定位块与第二定位块,同时第一定位块与第二定位块夹紧上盖座,在承载座内开设有放置槽,且放置槽内部设有限位块、导线、分流板与加热棒,同时导线外接加热控制器,在承载座下方设有支撑座,本发明采用加热棒后加热效率更强,加热棒配合孔装入即可,拆装方便,加热棒安装方式不需要拆卸模具,维护方便,极大的提高了生产效率。
技术研发人员:李君
受保护的技术使用者:浙江西诺模具有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!