一种用于车灯装饰件的转盘式三色两工位模具及其工艺的制作方法
本发明涉及模具设备,具体涉及一种用于车灯装饰件的转盘式三色两工位模具及其工艺。
背景技术:
1、目前,对于车灯装饰件,尤其是车尾灯,具有红色的刹车灯盖,以及位于周侧的框架件和透光盖,并且,其形状多为曲面且具有跨度较大的弧度,
2、现有技术中的车灯装饰件的制造工艺通常是将上述的三个部件相互装配,因此,三者之间需要设置相互匹配的连接结构,亦或是在上述三个部件上设置与车体的装配结构,而无论上述哪一种装配制造方式,不可避免的存在拼接缝隙,而存在漏光和漏水的问题,大大增加了制造难度。
3、在上述的车灯装饰件的构成部件的制造中,由于车灯装饰件的车体安装位置的限制,需要设置多个连接柱或是扣位,以满足装配需求,但若对各个部件单独设计模具,这些连接柱或是扣位需要额外设置脱模结构,则增加了制造成本,且生产效率不高,不同的构成部件存在难以控制的形变量和缩痕,进一步影响了整体的装配和外观效果;
4、综上所述,需要一种能够成型上述的车灯装饰件的模具制造设备,以满足产品外形和美观度的需求,但根据目前的车灯装饰件的装配连接结构的要求,即使能够在型腔中成型该种车灯装饰件,但其上的不同方向的倒扣部位也对成品的脱模造成难度,增加了成品损坏的风险,难以保证成品在脱模过程中的变形量和合格率,以及车灯装饰件的生产效率。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种用于车灯装饰件的转盘式三色两工位模具及其工艺。
2、本发明的上述技术目的是通过以下技术方案得以实现的:一种用于车灯装饰件的转盘式三色两工位模具,包括相互闭合以构成型腔的上模组和下模组;
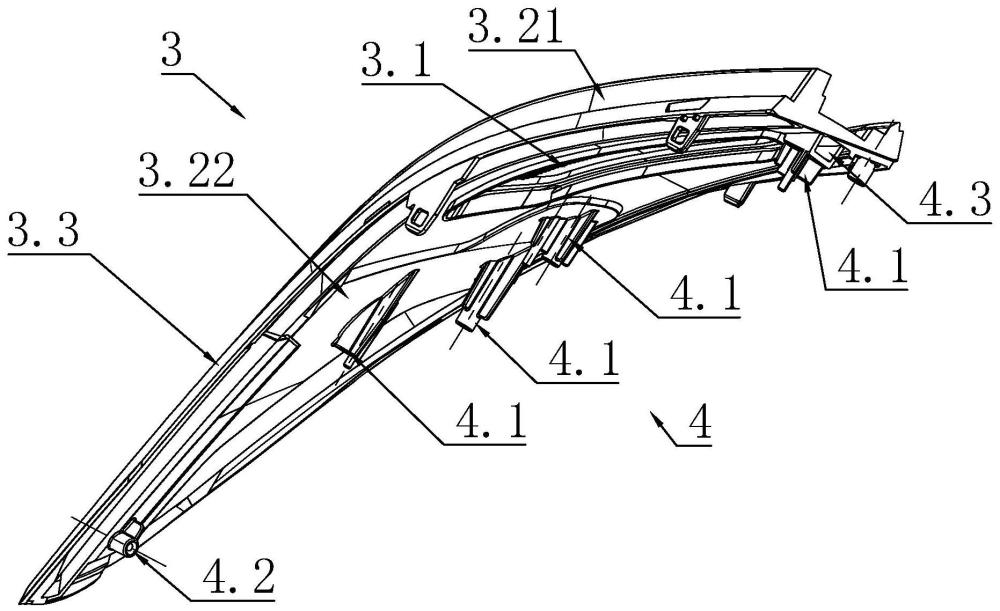
3、车灯装饰件,包括相互间隔的透明件和灯饰件,以及一体式连接所述灯饰件和透明件的框架件;
4、连接配合组件,包括构成在灯饰件和框架件上的一类连接部,构成在灯饰件上的二类连接部,以及构成在框架件上的三类连接部,所述一类连接部、二类连接部和三类连接部布置于车灯装饰件的同一侧面,且均关于开模方向呈不同的夹角设置;
5、其中,所述上模组包括一次型腔和二次型腔,所述下模组包括两个相对设置的通用型腔,且所述一次型腔与通用型腔匹配并成型透明件和灯饰件,所述二次型腔与通用型腔匹配并在透明件与灯饰件上成型框架件,且所述下模组通过转动并可选择的匹配一次型腔或二次型腔;
6、还包括:
7、上脱模结构,设置在上模组并具有用于成型三类连接部的三类倒扣,所述上脱模结构随下模组动作而远离一次型腔中的灯饰件和二次型腔中的框架件;
8、下脱模结构,设置在下模组并具有用于成型二类连接部的二类倒扣,所述二类倒扣被设置为可选择的在二次型腔执行脱模动作;
9、顶出结构,设置在下模组并具有用于成型一类连接部的一类倒扣,所述一类倒扣被设置为可选择的在二次型腔执行脱模动作,且所述下脱模结构和顶出结构相交叉设置,或所述下脱模结构和顶出结构在脱模动作轨迹上相交集设置。
10、进一步,
11、灯饰件,具有朝向外侧的第一光导部,且所述灯饰件具有支承在框架件下部的重合部,所述第一光导部邻近于框架件的一侧边界并关于车灯装饰件的曲面延伸,且所述重合部连接于第一光导部并朝向框架件另一侧边界延伸,所述重合部至少延伸至透明件背离第一光导部的一侧,所述一类连接部关于车灯装饰件的曲面方向以及宽度方向均布设置。
12、进一步,所述三类连接部构成于车灯装饰件顶部,并关于开模方向趋近于垂直设置;
13、所述二类连接部构成在车灯装饰件底部,所述重合部构成在车灯装饰件的中部,所述一类连接部均布在重合部,以及三类连接部的底部,且所述二类连接部与一类连接部趋近于垂直设置。
14、进一步,所述上脱模包括滑动设置在型腔内的外滑块,斜向设置的导向杆,以及构成在导向杆上的弹性件,三类倒扣构成在外滑块上并匹配上模组和下模组,所述弹性件施以外滑块斜向脱离三类连接部的作用力,且所述外滑块随开模动作被引导在上模组和下模组上滑行。
15、进一步,所述下模组上设有牵引件,所述外滑块底部设有牵引配合件,所述牵引件在合模状态下与牵引配合件构成传动配合,并随下模组开模动作而施以外滑块动作,所述牵引件与牵引配合件之间设有与三类倒扣相匹配的导向斜面。
16、进一步,所述下脱模结构包括与下模组一同构成型面的抽芯块,以及用于驱动抽芯块关于二类连接部的法向动作的变轨拖板和第一驱动元件,所述二类倒扣构成在抽芯块端部,且所述顶出结构穿设于抽芯块内并与二类倒扣呈夹角设置。
17、进一步,所述顶出结构包括多个斜向设置的顶出单元,所述一类倒扣构成在顶出单元上,且所述抽芯块内设有用于供顶出单元穿过的贯通孔,所述贯通孔允许顶出单元在抽芯块任一动作位置间活动。
18、进一步,所述顶出结构包括支承多个顶出单元的顶板和第二驱动元件,所述顶出单元对接于重合部和框架件对应三类连接部的底部,且至少部分的顶出单元上构成有顶块,所述顶块支承并成型车灯装饰件的外轮廓。
19、进一步,所述上模组还包括:
20、第一浇注组件,具有竖向布置在型腔内对应透明件中部的第一浇注通道;
21、第二浇注组件,具有斜向设置在型腔内对应重合部中部并邻近第一光导部的第二浇注通道,所述第二浇注通道关于重合部的法向设置,所述第二浇注通道的入口端设置于上模组的外侧;
22、第三浇注组件,具有竖向设置在型腔内对应框架件外侧的第三浇注通道和第四浇注通道,所述第三浇注通道邻近于第一光导部侧,其具有向上延伸的第一浇道和第一浇口,所述第四浇注通道位于框架件背离第三浇注通道侧,其具有向下延伸的第二浇道和第二浇口,所述第一浇口和第二浇口的截面呈片状设置。
23、一种用于车灯装饰件的转盘式三色两工位模具的制造工艺,包括以下步骤:
24、a1、车灯装饰件分析,由框架件、透明件和灯饰件一体构成的车灯装饰件,将车灯装饰件以其中部向两端被划分为呈不同曲面的第一部分和第二部分,其中,上端的第一型面关于宽度方向设置多个镂空部,透明件和灯饰件布置在镂空部,将下端的第二型面关于壁厚方向分隔为构成在灯饰件上的重合部,以及框架件主体,以控制框架件、透明件和灯饰件具有均匀壁厚;
25、a1.1、车灯装饰件成型定位,车灯装饰件在第一部分和第二部分上的切线连线呈大于90°的扩角,将三类连接部所在的第一部分布置为大致的水平,并设置上脱模结构,通过外滑块执行脱模动作,将一类连接部所在的第二部分斜向下顺延的布置,并设置下脱模结构,通过抽芯块执行脱模动作,设置顶出结构,并对应车灯装饰件的型部设置一类顶出单元,对应二类连接部分别设置二类顶出单元,对应车灯装饰件的轮廓间隔布置三类顶出单元,且给予一类顶出单元和/或三类顶出单元大于二类顶出单元的行程;
26、a1.2、上下模组定位,在下模组中布置通用成型块,在上模组中布置一次成型块和二次成型块,一次成型块与通用成型块之间间隔出透明件和灯饰件的型腔,并闭合通用成型块上对应框架件的成型部分,二次成型块与通用成型块之间间隔出框架件的型腔,并闭合通用成型块上对应透明件和灯饰件的型腔;
27、将上脱模结构布置在一次成型快及二次成型块上,并对应型腔的外侧端的上方,将下脱模结构嵌设于通用成型块的下部,并构成通用型腔的部分表面,将顶出结构穿设于下脱模结构和通用成型块,其中顶出单元关于车灯装饰件的轮廓和型面以间隔的点阵分布,下脱模结构与顶出结构依序动作;
28、b、浇口设计,在一次型腔上方设置第一浇注组件,其以竖向正对透明件的中部,设置第二浇注组件,在上模组的外侧端作为入口延伸至一次型腔和二次型腔的中部,并在重合部行程浇注口,在二次型腔上方设置第三浇注组件,并在框架件的宽度方向两侧形成两个浇注口,两个浇注口对于二次型腔的进入方向相背离;
29、c、一次合模,下脱模结构和顶出结构保持成型位置,外滑块在下模组的抵压作用下附接至一次成型块、二次成型块,牵引件与牵引配合件构成传动,第一浇注组件启动,并控制透明件的浇料填充时间为1.638s,在透明件填充完毕时的压力控制为19.61mpa,第二浇注组件启动,并控制灯饰件的浇料填充时间为3s,在透明件填充完毕时的压力控制为86mpa;
30、d、一次开模,上脱模结构随开模动作而释放,外滑块在牵引件的拉动作用和弹性件的顶出作用下执行三类连接部的脱模,下脱模结构和顶出结构保持成型位置,下模组携带透明件和灯饰件转动至二次型腔下方;
31、e、二次合模,在一次型腔内执行步骤c,第三浇注组件启动,并控制框架件的浇料填充时间为2.56s,在透明件填充完毕时的压力控制为57.53mpa,框架件一体式成型在透明件和灯饰件上,设置一段保压时间8s,控制压力为80mpa,二段保压时间5s,控制压力为60mpa。
32、f、二次开模,上脱模结构被再次释放,且第一驱动元件动作,拖动抽芯块执行脱模动作并相对顶出单元滑动,此时车灯装饰件的第二部分被二次成型块部分的支承,第二驱动元件动作,顶出单元执行脱模动作,斜向顶出车灯装饰件,重复执行步骤c。
33、与现有技术相比,本发明具有以下优点和有益效果:
34、1、将车灯装饰件的构成部件规划为一体式成型,以提高车灯装饰件的整体性,减少后期的装配复杂度,以及多个构件之间的装配间隙,降低了漏水漏光的风险,同时,通过将框架件的主体部分分隔在灯饰件上作为重合部,使得灯饰件与框架件具有均匀的壁厚,从而保证成型过程中的成型质量,同时,重合部的设置提高了框架件与灯饰件的连接紧密性,一体成型的框架件与灯饰件相互支撑,提高了车灯装饰件的整体结构强度;
35、2、将下模组作为动模,并设置两个通用型腔,在上模组设置一次型腔和二次型腔,得以在一次型腔内成型相互间隔的透明件和灯饰件,此时下脱模组件保持成型位置,以使下模组能够携带透明件与灯饰件转动至二次型腔的下方,随后进行二次合模并成型框架件,框架件连接并构成在透明件与灯饰件之间;
36、3、对于车灯装饰件上不同位置的连接部位,呈相互夹角设置的顶出结构和下脱模结构可相互独立的执行动作,以规避脱模过程中可能存在的干涉,其中,在上模组对应型腔的外侧设置上脱模结构,其中的外滑块在开模动作中被牵引并跟随下模组动作,直至脱离三类倒扣脱离三类连接部,在下模组内设置下脱模结构,其中的抽芯块承担一部分的重合部和灯饰件的成型,且抽芯块在二次成型完毕后先于顶出结构动作,使得车灯装饰件下部,远离顶出结构的灯饰件和重合部已经被脱离成型面,且一类倒扣脱离一类连接部,随后顶出结构对车灯装饰件的轮廓、相对上部的型面,以及驱使一类倒扣脱离一类连接部,实现车灯装饰件流畅的脱模,保证其型面质量。
- 还没有人留言评论。精彩留言会获得点赞!