人造石板材热弯成型设备及其热弯成型工艺的制作方法
本发明涉及人造石加工设备领域,具体的涉及人造石板材热弯成型设备及其热弯成型工艺。
背景技术:
1、人造石材是一种人工合成的装饰材料。按照所用粘结剂不同,可分为有机类人造石材和无机类人造石材两类。按其生产工艺过程的不同,又可分为聚酯型人造大理石、复合型人造大理石、硅酸盐型人造大理石、烧结型人造大理石等类型。岩板作为人造石的一种,是由天然原料经过特殊工艺,借助万吨以上压机压制(超过15000吨),结合先进的生产技术,经过1200℃以上高温烧制而成,能够经得起切割、钻孔、打磨等加工过程的超大规格新型材料。传统的岩板热加工设备只能生产平板状的岩板,为此如申请号cn202010993830.4的发明专利公开了一种不同形状岩板的热加工装置及方法,以普通岩板为原料,经预热、再加热、岩板在高温软化状态下以模具的形状成型、高温退火、自然冷却、再自然冷却,以制备凸弧形的岩板、凹弧形的岩板、波浪形岩板。然而,该方法存在一些缺陷:窑炉中用于加热的电热丝一般设置于窑炉侧壁,会导致人造石板的局部过热、局部温度较低,窑炉在同一截面内不同部位、上下模之间温差较大,从而导致人造石不同部位升温速度不一致、形变不一致、不同部位在热弯后形成色差;冷却速度较慢,依靠自然冷却降温,导致生产效率低下,有鉴于上述问题,本案由此产生。
技术实现思路
1、本发明的一个目的是通过人造石板材热弯成型设备及其热弯成型工艺解决至少上述问题。
2、为解决上述技术问题,本发明采用的技术方案如下:
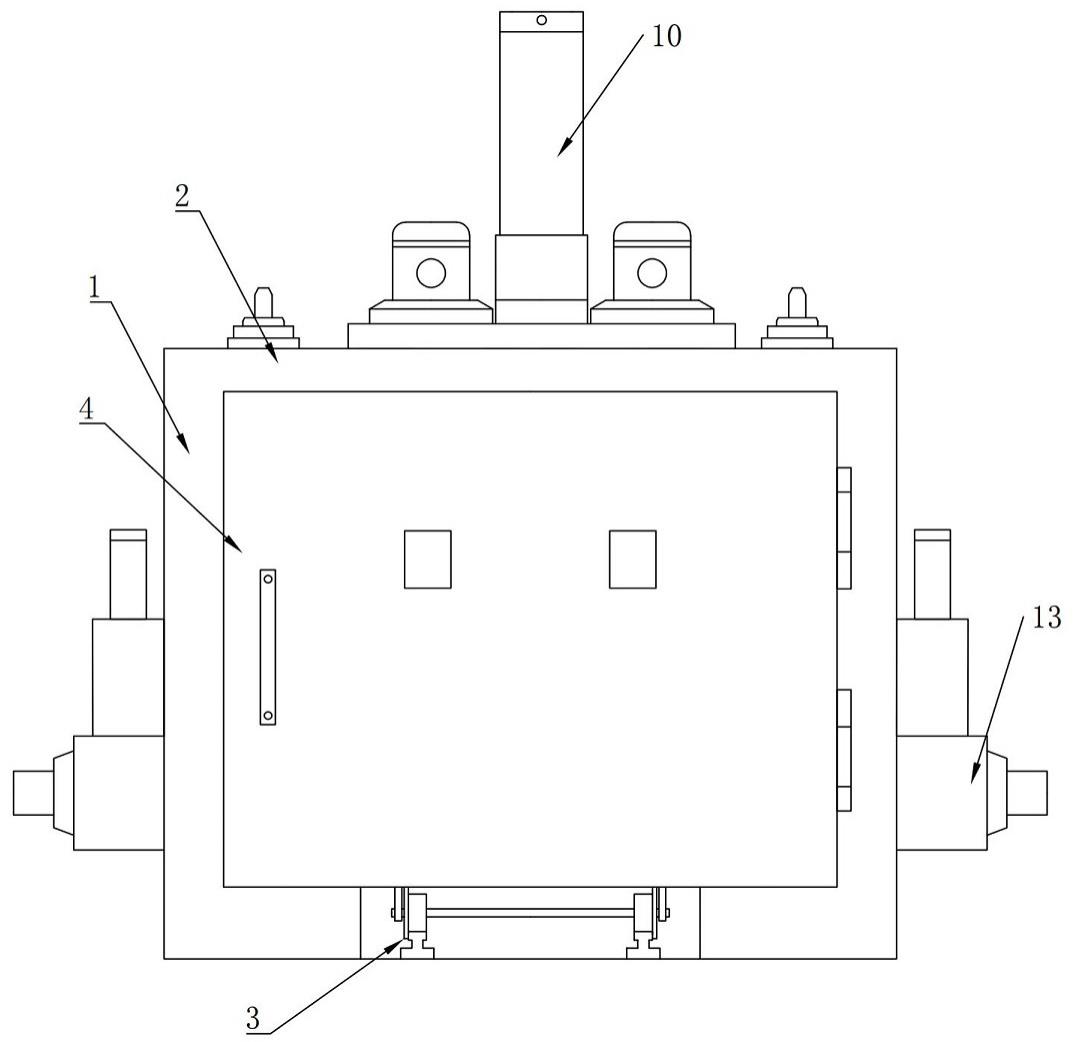
3、人造石板材热弯成型设备,包括炉体、炉顶、炉车、炉门、热弯模具、循环风道、循环扇和加热单元,所述炉顶设置于炉体的顶部,所述炉车设置于炉体的底部,所述炉门可开启的设置于炉体一侧的开口处,所述炉顶、炉体、炉车和炉门合围形成密闭的炉腔,所述炉车可沿着滑轨滑动,炉门开启后,炉车可沿着滑轨进出炉体,所述热弯模具固设于炉车上,所述热弯模具内设有用于容纳热弯后的人造石板材的、向下凹陷的弧形腔体,所述循环风道设置于炉腔的侧壁和顶棚,所述循环风道的进风口位于炉腔的顶棚,所述循环风道的出风口位于炉腔的侧壁底部,所述循环扇位于循环风道的进风口,所述加热单元位于循环风道内。
4、优选的,所述炉腔内设有内夹套,所述内夹套和炉体内壁之间形成所述的循环风道,所述循环风道结构对称的布置于炉腔内,所述循环风道包括位于炉腔顶棚的横向风道和位于炉腔侧壁的竖向风道,所述循环风道的进风口位于横向风道上,所述循环风道的出风口位于竖向风道的底部。
5、优选的,左右的横向风道的进风口上均设有所述循环扇,所述循环扇由设置于炉顶的顶部的驱动电机驱动,所述循环扇可拆卸的设置于驱动电机的转轴上。
6、优选的,所述加热单元从炉顶垂直插入竖向风道内,所述加热单元为棒状,加热单元的顶部通过螺母与炉顶螺纹连接。
7、优选的,所述热弯模具的弧形腔体的内表面均匀分布有弧形凸点。
8、优选的,还包括设置于炉腔内的下压模具、设置于炉顶上方的升降驱动单元、以及连接下压模具和升降驱动单元的升降杆,所述升降杆从炉顶延伸至炉腔内,所述下压模具位于热弯模具正上方,所述下压模具的底部为与下压模具的弧形腔体形状相适配的弧形板,下压模具在升降驱动单元驱动下上下移动并进出下压模具的弧形腔体。
9、优选的,所述升降杆的外部套设有中空隔热套,所述中空隔热套的内部设有中空通道,所述中空通道的顶部设有进气口、底部设有出气口,所述下压模具下降至热弯模具的弧形腔体内时,中空通道顶部的进气口与循环风道连通,中空通道底部的出气口正对下压模具弧形板的背面,下压模具顶部边缘设有回流口。
10、优选的,所述热弯模具和下压模具内部均夹设有金属导热片,热弯模具和下压模具的背面均设有导热肋板,热弯模具的底部通过支撑杆与其底座连接。
11、优选的,还包括冷却风扇,所述循环风道的顶部设有冷却排风口、底部设有冷却进风口,所述冷却排风口和冷却进风口设有可开闭的隔热阀门,所述冷却风扇与冷却进风口连通。
12、热弯成型工艺,利用上述的人造石板材热弯成型设备进行生产,包括如下步骤:
13、步骤a、将待加工的平板状的人造石板材放置于热弯模具的顶面,然后将窑车推入窑腔内,关闭窑门;
14、步骤b、开启加热单元和循环扇,循环扇将炉腔内的空气加压并鼓入循环风道内,空气经过加热单元加热后,从循环风道底部重新鼓入炉腔内,对炉腔内进行加热,人造石板材经过加热后软化,落入热弯模具的弧形腔体内;
15、步骤c、下压模具向下移动至热弯模具的弧形腔体内,下压模具的弧形板带动人造石板材进一步贴合热弯模具的弧形腔体,弧形腔体内的弧形凸点嵌入人造石板材内,形成凹点纹理,模压过程中,中空隔热套的中空通道顶部的进气口与循环风道连通,循环扇将炉腔内的空气通过中空通道引入下压模具的弧形板背面,对下压模具进行加热,之后空气从回流口回流至炉腔内,形成空气循环;
16、步骤d、下压模具向上移动,与热弯模具分离,继续加热;
17、步骤e、人造石板材热弯成型后,加热单元停止加热,同时开启冷却排风口和冷却进风口的隔热阀门,并开启冷却风扇,冷却风扇将冷却空气鼓入炉腔内,对炉腔进行快速降温,循环风扇同时打开,将热气抽入循环风道内,并从冷却排风口排出窑炉外;
18、步骤f、打开窑炉,推出窑车,继续自然冷却,之后将热弯成型后的人造石板材从热弯模具上取下。
19、由上述描述可知,本发明提供的人造石板材热弯成型设备及其热弯成型工艺具有如下有益效果:顶部对称设置有离心风扇,在两侧和顶部设置循环风道,而加热元件被设置于侧面的风道内,通过离心风扇带动空气在炉腔和风道间往复循环,且循环的路线短,使得炉腔内温差小,升温速度快,岩板在不同部位同一时间内形变一致、热弯成型后色差小;将热弯工艺和模压工艺相结合,人造石板材经过加热后,在自重作用下弯曲并贴合下模具的弧形腔体,之后下压模具下压,在下压模具作用下人造石板紧密贴合下模具,形成凹点纹理;下压模具上设有中空隔热套,通过额外的空气循环提升弧形板背面的空气流动性,使得人造石正反面温度一致,降低人造板模压时间,提高生产效率。
技术特征:
1.人造石板材热弯成型设备,其特征在于:包括炉体、炉顶、炉车、炉门、热弯模具、循环风道、循环扇和加热单元,所述炉顶设置于炉体的顶部,所述炉车设置于炉体的底部,所述炉门可开启的设置于炉体一侧的开口处,所述炉顶、炉体、炉车和炉门合围形成密闭的炉腔,所述炉车可沿着滑轨滑动,炉门开启后,炉车可沿着滑轨进出炉体,所述热弯模具固设于炉车上,所述热弯模具内设有用于容纳热弯后的人造石板材的、向下凹陷的弧形腔体,所述循环风道设置于炉腔的侧壁和顶棚,所述循环风道的进风口位于炉腔的顶棚,所述循环风道的出风口位于炉腔的侧壁底部,所述循环扇位于循环风道的进风口,所述加热单元位于循环风道内。
2.根据权利要求1所述的人造石板材热弯成型设备,其特征在于:所述炉腔内设有内夹套,所述内夹套和炉体内壁之间形成所述的循环风道,所述循环风道结构对称的布置于炉腔内,所述循环风道包括位于炉腔顶棚的横向风道和位于炉腔侧壁的竖向风道,所述循环风道的进风口位于横向风道上,所述循环风道的出风口位于竖向风道的底部。
3.根据权利要求2所述的人造石板材热弯成型设备,其特征在于:左右的横向风道的进风口上均设有所述循环扇,所述循环扇由设置于炉顶的顶部的驱动电机驱动,所述循环扇可拆卸的设置于驱动电机的转轴上。
4.根据权利要求2所述的人造石板材热弯成型设备,其特征在于:所述加热单元从炉顶垂直插入竖向风道内,所述加热单元为棒状,加热单元的顶部通过螺母与炉顶螺纹连接。
5.根据权利要求1所述的人造石板材热弯成型设备,其特征在于:所述热弯模具的弧形腔体的内表面均匀分布有弧形凸点。
6.根据权利要求5所述的人造石板材热弯成型设备,其特征在于:还包括设置于炉腔内的下压模具、设置于炉顶上方的升降驱动单元、以及连接下压模具和升降驱动单元的升降杆,所述升降杆从炉顶延伸至炉腔内,所述下压模具位于热弯模具正上方,所述下压模具的底部为与下压模具的弧形腔体形状相适配的弧形板,下压模具在升降驱动单元驱动下上下移动并进出下压模具的弧形腔体。
7.根据权利要求6所述的人造石板材热弯成型设备,其特征在于:所述升降杆的外部套设有中空隔热套,所述中空隔热套的内部设有中空通道,所述中空通道的顶部设有进气口、底部设有出气口,所述下压模具下降至热弯模具的弧形腔体内时,中空通道顶部的进气口与循环风道连通,中空通道底部的出气口正对下压模具弧形板的背面,下压模具顶部边缘设有回流口。
8.根据权利要求7所述的人造石板材热弯成型设备,其特征在于:所述热弯模具和下压模具内部均夹设有金属导热片,热弯模具和下压模具的背面均设有导热肋板,热弯模具的底部通过支撑杆与其底座连接。
9.根据权利要求1所述的人造石板材热弯成型设备,其特征在于:还包括冷却风扇,所述循环风道的顶部设有冷却排风口、底部设有冷却进风口,所述冷却排风口和冷却进风口设有可开闭的隔热阀门,所述冷却风扇与冷却进风口连通。
10.热弯成型工艺,利用权利要求1-9任一项所述的人造石板材热弯成型设备进行生产,其特征在于,包括如下步骤:
技术总结
本发明涉及人造石加工设备领域,具体涉及一种人造石板材热弯成型设备及其热弯成型工艺,炉腔顶部对称设置有离心风扇,在两侧和顶部设置循环风道,而加热元件被设置于侧面的风道内,通过离心风扇带动空气在炉腔和风道间往复循环,且循环的路线短,使得炉腔内温差小,升温速度快,岩板在不同部位同一时间内形变一致、热弯成型后色差小;将热弯工艺和模压工艺相结合,人造石板材经过加热后,在自重作用下弯曲并贴合下模具的弧形腔体,之后下压模具下压,在下压模具作用下人造石板紧密贴合下模具,形成凹点纹理;下压模具上设有中空隔热套,通过空气循环提升弧形板背面的空气流动性,使得人造石正反面温度一致。
技术研发人员:陈玲玲,陈振飞
受保护的技术使用者:福建睿轩石英石科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!