一种导线管坯压力成型设备及其加工工艺的制作方法
本发明涉及压力成型,特别涉及一种导线管坯压力成型设备及其加工工艺。
背景技术:
1、偏壁空心导线,主要用于大功率(百万千瓦)以上发电机转子线圈,各项指标要求严格。偏壁空心导线在生产过程中,需要通过压力成型设备将圆铸锭加工成椭圆偏心管坯。现有的压力成型设备在使用的时候,下模具长时间受力之后,容易出现松动,影响成型的准确度,且管坯成型之后,取出的时候较为费力,狭小位置容易嵌入在模具内部,容易导致管坯变形,且多次成型之后,移动冲压组件移动出现虚位。
技术实现思路
1、有鉴于此,本发明提供一种导线管坯压力成型设备及其加工工艺,以解决现有技术提出的问题。
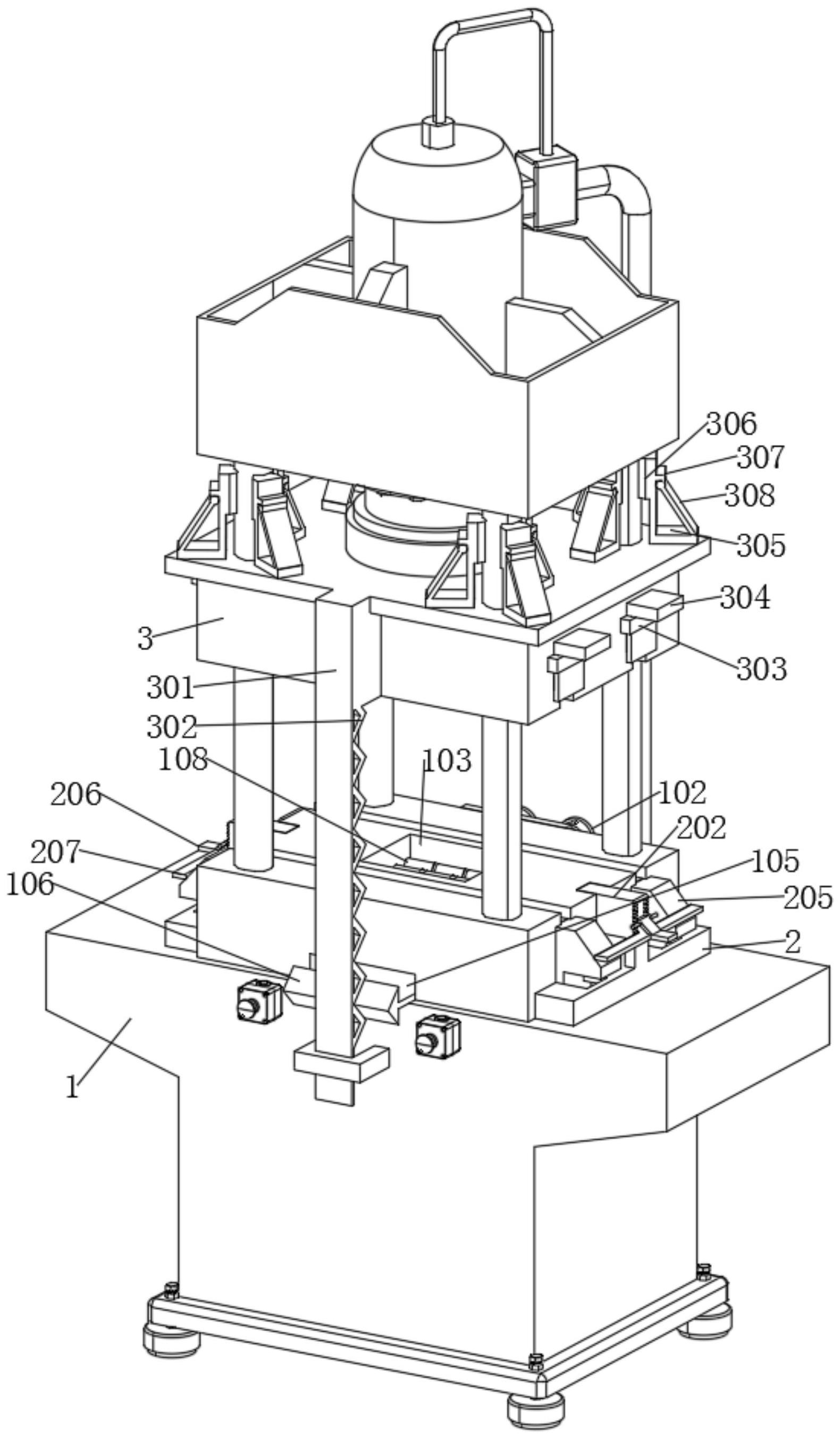
2、本发明提供了一种导线管坯压力成型设备,具体包括:成型驱动主体;所述成型驱动主体为压力成型器本体,成型驱动主体的前端设有u形块,成型驱动主体的两侧分别设有一个插孔,成型驱动主体的内部设有模具连接槽,成型驱动主体的内部设有四个滑杆,成型驱动主体的内部设有内槽,内槽的内部插入有传动位移板,传动位移板为l形结构,传动位移板为金属材质,传动位移板的后端设有两个圆孔,传动位移板的顶端固定有两个三角形杆,三角形杆的侧边与移动杆接触,移动杆的顶端固定有撞击组件,撞击组件为t形结构,撞击组件的顶端为弧形结构,撞击组件为金属材质,撞击组件的顶端设有圆孔;侧固定块,所述侧固定块为矩形结构,侧固定块为金属材质,侧固定块共设有两个,两个侧固定块分别安装在成型驱动主体的两侧,每个侧固定块的顶端设有两个滑槽,每个滑槽的内部插入有一个导向头,每个导向头的顶端固定有一个固定头,每两个固定头之间固定有一个横杆,固定头的顶端内侧以及外侧均为倾斜状结构;成型移动件,所述成型移动件为矩形结构,成型移动件为可位移结构,成型移动件安装在成型驱动主体的内部顶端,成型移动件的顶端与液压缸连接,成型驱动主体的底部设有模具连接槽二,成型移动件的边角位置分别设有一个滑孔,滑孔的内部插入有滑杆,每个滑孔的顶端外部固定有三个环状排列的辅助件,辅助件为l形结构,辅助件为弹性金属材质,每个辅助件的顶端固定有一个定位推动头,定位推动头的两侧为倾斜状结构,定位推动头的内侧为弧形结构,定位推动头的内侧与滑杆的外部接触。
3、可选的,所述成型驱动主体的两侧分别设有一个外槽,外槽为山字形结构,外槽的内部插入有固定头,外槽的侧边与模具连接槽连通,成型驱动主体的后端固定有两个导杆,导杆为t形轴结构,每个导杆的外侧套装有一个弹簧,导杆插入在传动位移板的圆孔内部;所述内槽为t形结构,内槽的内部顶端固定有三个导板,导板为矩形结构,导板为金属材质,每个导板的内部设有三个矩形滑孔,矩形滑孔的内部插入有撞击组件;所述传动位移板的前端固定有受力块,受力块为三角形结构,移动杆为圆柱形结构,移动杆为金属材质。
4、可选的,所述滑槽为t形结构,每个侧固定块的顶端固定有一个顶块,顶块为u形结构,顶块的内部插入有横杆,每个顶块的前端两侧设有均匀排列的卡槽,卡槽为楔形结构;每个所述顶块的内部设有一个导槽,导槽为倒u形结构,导槽的外部设有开口,导槽的底部与侧固定块的底部连通,导向头为t形结构,导向头为金属材质;所述导槽以及开口的内部插入有按压控制块,按压控制块为f形结构,按压控制块插入在成型驱动主体的插孔内部,按压控制块为金属材质,每个按压控制块的两侧分别固定有一个压板,压板为金属材质,压板的内侧为弧形结构,压板的内侧与固定头的外侧滑动接触,每个按压控制块的顶端固定有一个限位卡件,限位卡件为t形结构,限位卡件为倾斜板状结构,限位卡件的顶端为楔形结构,限位卡件为弹性金属材质,限位卡件插入在卡槽内部,每个限位卡件的两侧分别设有一个圆杆,所述成型移动件的前端底部固定有插板,插板为l形结构,插板为金属材质,插板插入在成型驱动主体的u形块内部,每个插板的内侧固定有均匀排列的推动块,推动块为v形板状结构,推动块的侧边与受力块接触;所述成型移动件的两端分别固定有两个控制头,控制头为u形结构,每两个控制头处于一个模具连接槽二的两端上方,每个控制头的内部插入有一个挡板,挡板为l形结构,挡板为金属材质;每个所述定位推动头的外部固定有一个挡块,挡块为矩形结构,每个辅助件的顶端固定有一个推动板,推动板为倾斜板状结构,推动板为弹性金属材质,推动板的顶端为圆柱形结构,推动板的顶端处于挡块与定位推动头的夹角位置。
5、一种导线管坯压力成型设备的加工工艺,包括以下步骤:
6、1)加工导线管坯前,先拉动挡板取下,然后控制上模具与模具连接槽二连接,然后控制挡板重新安装,使挡板可以挡住上模具,使上模具不会出现松动,然后控制下模具与模具连接槽连接,然后通过人力控制两个侧固定块安装在成型驱动主体的两侧,使侧固定块可以横向安装在外槽的内部,然后按压按压控制块向下位移,使按压控制块的底端可以插入到插孔的内部,进而辅助控制侧固定块限位,在按压控制块位移的同时,可以同时带动压板以及限位卡件一起移动,使压板的前端可以与固定头的外端滑动接触,使固定头可以向内横向移动,使固定头的内端可以与下模具接触,同时限位卡件利用自身弹性插入到卡槽的内部限位,使下模具长时间使用之后,不会出现松动,
7、2)当需要加工导线管坯压力成型时,可以直接控制需要压力成型的圆铸锭放置在下模具的上方,然后操控成型驱动主体运转,使成型移动件受力向下位移,在位移的同时,辅助件利用自身弹性持续支撑定位推动头,同时推动板可以利用弹性持续控制定位推动头与滑杆接触,进而使成型移动件在位移的同时,可以保持冲压精度以及匀度,
8、3)当压力成型完毕之后,成型移动件被驱动上升,上升的同时,带动插板以及推动块一起移动,使插板在u形块的内部导向位移,同时推动块的侧边与受力块滑动接触,由于接触面为倾斜状结构,使受力块带动传动位移板横向移动,使传动位移板将弹簧压缩,受力块经过推动块之后,弹簧推动传动位移板复位,使传动位移板可以带动三角形杆一起往复移动,使三角形杆推动移动杆上下往复移动,进而带动撞击组件一起往复移动,使撞击组件可以撞击下模具,使下模具可以受到振动力量,使管坯从模具内部脱离的时候,可以更加便捷,提高取出的便捷性,避免管坯固定在狭小位置,导致管坯变形。
9、有益效果是:
10、1、通过设置传动位移板以及撞击组件,使本装置在进行压力成型的时候,成型完毕之后,成型移动件被驱动上升,在上升的同时,带动插板以及推动块一起上升,使推动块可以与受力块接触,由于接触面为倾斜状结构,使传动位移板以及受力块可以被推动横向位移,使传动位移板可以将弹簧压缩,压缩之后,再被弹簧推动复位,使传动位移板可以带动三角形杆一起往复移动,使三角形杆可以推动移动杆上下往复移动,同时带动撞击组件一起移动,使撞击组件可以撞击下模具,使下模具可以受到撞击振动力量,进而借助振动力量使管坯从模具内部脱离,使管坯可以便捷取下,避免管坯处于狭小位置无法取出;
11、2、通过设置固定头,使本装置在使用的时候,下模具固定之后,可以控制侧固定块横向安装,使侧固定块安装在外槽的内部,然后控制按压控制块向下移动,在按压控制块向下移动的同时,按压控制块的底端可以插入到插孔的内部,使侧固定块可以稳固固定,在按压控制块位移的同时,会带动压板一起移动,使压板的前端可以与固定头的后端滑动接触,使固定头可以受力向内移动,使固定头的内侧可以与下模具外端接触,同时限位卡件与卡槽卡接限位固定,使固定头持续推动下模具,避免下模具出现松动以及虚位,提高使用寿命;
12、3、通过设置辅助件以及定位推动头,使本装置在使用的时候,辅助件可以利用自身弹性持续控制定位推动头位移,使定位推动头可以持续受力与滑杆的外部接触,进而持续控制成型移动件导向移动,使成型移动件长时间使用之后,不会出现虚位,提高压力成型精度以及匀度,提高成型效率。
- 还没有人留言评论。精彩留言会获得点赞!