用于制造产品的装置和方法与流程
本公开总体上涉及制造,并且更具体地涉及适应性生产系统。
背景技术:
1、诸如汽车的大型机械的制造是一个高度资本密集型行业。设计、模具(例如,用于大规模生产零件的钢模)、零件的生产线和最终产品的装配线需要大量的资本支出,并且每次设计变更都需要改变这些制造安排中的大部分。
2、汽车工业的经济性,以及维持设计和装配操作所需的资本支出,通常需要多年的资本投资,维持设计和制造团队的人员,以及建立、维持和重新设计装配线。只有当这些结构到位时,制造商才能开始生产产品。
3、汽车总成的一个重要部分是车身和底盘结构。车身和底盘结构是车辆乘员、动力系统和汽车中其他大型部件的保护结构。许多汽车制造商使用组合式车身和底盘结构,被称为“一体式(unibody)”构造,以更及时和更高效的方式生产汽车。一体式构造将车辆的车身和底盘结合在一个被冲压和焊接在一起的结构中。自从一百多年前的一体式构造发展以来,整个构造过程几乎没有变化。几乎所有的汽车、运动型多用途车、小型货车,以及甚至一些轻型卡车,都使用一体式构造建造。
4、给定汽车的生产生命周期始于最初的感知需求,并且可能只持续很短的一段时间。尽管一些流行车型可能会持续几代,并且有时甚至几十年,但许多汽车型号每两到五年更新一次样式、功能和部件。开始设计模型,并启动和装配生产线。从决定设计一款给定的模型到生产第一辆汽车之间的时间可能是三或四年,在此期间没有投资回报。
5、给定汽车模型的一体式车身可能需要一年或更长时间来完全设计和工程化。在将设计工作室的物理模型转换为一体式车身之前,需要对多个特性进行广泛的计算机模拟,例如耐撞性、耐久性、可制造性、空气动力学等。一旦工程设计完成,就需要九到十二个月的时间来加工用于冲压数百个不同的单独金属板车身和框架件的模具。然后,这些车身和车架部件在装配线上被固定并焊接在一起,通常有数千个点焊,以形成一体式车身。
6、也可以采用其他类型的一体式车身的装配,例如结构性粘合剂、自攻螺钉、铆钉、机械铆接技术等。此后,一体式车身被电镀和喷漆,并且汽车的其余零件,例如玻璃、传动系统、内饰件、电子设备等被安装,以完成机动车辆的构造。
7、从该描述中可以看出,这种系统是资本密集型的,并且通常使用模具、构造装备和其他特定设计的部件。这种系统很难修改,并且甚至更难以以快速、高效或经济合理的方式修改。当市场力量、创新或其他约束条件改变时,修改生产线所需的时间和费用往往难以证明是合理的。
8、因此,生产给定模型的成本通常在三到四年的设计和验证期以及六到七年的销售期内摊销。尽管十到十五年的摊销似乎很长时间,但前期资本支出和实现投资回报之前的较长时间为任何给定的汽车模型创造了巨大的回报风险。
技术实现思路
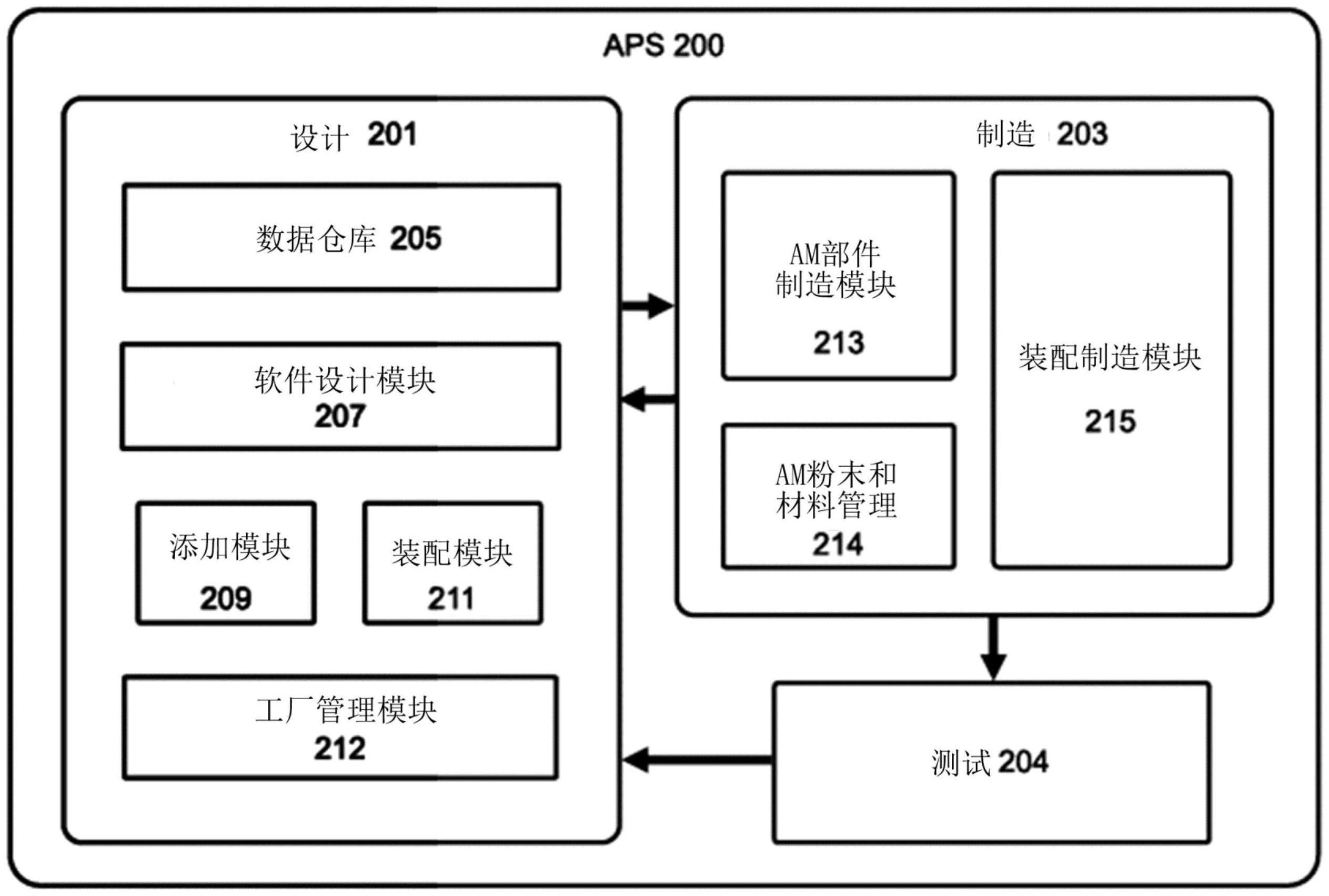
1、公开了适应性制造系统、方法和装置的几个方面和特征。根据本公开的用于制造产品的装置可以包括设计装置、装配装置以及耦合到设计装置和装配装置的控制装置。控制装置从设计装置和装配装置接收输入信息。控制装置提供输出信息,用于改变在产品制造中由设计装置和装配装置中的至少一个使用的至少一个参数。
2、根据本公开的一个方面的用于制造产品的装置包括设计装置、装配装置和控制装置。控制装置被耦合到设计装置和装配装置。控制装置从设计装置和装配装置接收输入信息,并提供用于改变产品制造中使用的至少一个参数的输出信息。
3、这种装置还可以可选地包括控制装置,在改变设计装置或装配装置所使用的至少一个参数时,该控制装置将至少一个第一参数保持在期望值,该至少一个第一参数为强度、耐撞性、成本或装配时间中的至少一项,并且输出信息被递送到设计装置和装配装置,用于改变设计装置或装配装置的操作。
4、这种装置还可以可选地包括测试装置,控制装置使用测试装置的输出来改变由设计装置或装配装置使用的至少一个参数。
5、控制装置还可以可选地包括监控装置,监控装置至少监控装配装置,使得由装配装置使用的至少一种材料在该至少一种材料在装配装置中的使用之前的某一时间被提供给装配装置,监控装置还监控设计装置,使得由设计装置做出的产品的设计的改变被发布(promulgate)到装配装置,并且监控装置监控所述至少一种材料的库存。
6、根据本公开的一个方面的用于制造产品的装置可以包括设计装置、装配装置、存储器和至少一个处理器,该至少一个处理器耦合到存储器、设计装置和控制装置,并且被配置为从设计装置和装配装置接收输入信息,并且提供用于改变在产品制造中使用的至少一个参数的输出信息。
7、根据本公开的一个方面的用于制造产品的方法可以包括从设计装置和装配装置中的至少一个接收输入信息、向设计装置和装配装置中的至少一个提供输出信息,以及使用输出信息来改变由设计装置和装配装置中的至少一个在产品制造中使用的至少一个参数。
8、可以理解,制造的其他方面,包括对总体设计和制造工艺的改变,对于本领域技术人员来说,从以下详细描述中将变得显而易见,其中,仅通过本文实施例中的说明来显示和描述。如本领域技术人员可以理解的,在不脱离本公开的范围的情况下,本公开的原理或特征可以用其他实施例来实现。因此,附图和详细描述本质上被认为是说明性的,而不是限制性的。
技术特征:
1.一种用于制造产品的装置,包括:
2.根据权利要求1所述的装置,还包括控制装置,其耦合到所述设计装置和装配装置,其中,所述控制装置从所述设计装置和所述装配装置接收控制输入信息,并且提供用于改变在所述产品的制造中使用的至少一个参数的输出信息。
3.根据权利要求2所述的装置,其中,在改变由所述设计装置或所述装配装置使用的所述至少一个参数的同时,所述控制装置将至少一个第一参数保持在期望值。
4.根据权利要求2所述的装置,其中,所述输出信息被递送到所述设计装置和所述装配装置,以改变所述设计装置或所述装配装置的操作。
5.根据权利要求2所述的装置,还包括测试装置。
6.根据权利要求5所述的装置,其中,所述控制装置使用所述测试装置的输出来改变由所述设计装置或所述装配装置使用的至少一个参数。
7.根据权利要求2所述的装置,其中,所述控制装置包括监控装置。
8.根据权利要求7所述的装置,其中,所述监控装置监控至少所述装配装置,使得由所述装配装置使用的至少一种材料在所述至少一种材料在所述装配装置中的使用之前的某一时间被提供给所述装配装置。
9.根据权利要求8所述的装置,其中,所述监控装置还监控所述设计装置,使得由所述设计装置做出的所述产品的设计输出的改变被发布给所述装配装置。
10.根据权利要求8所述的装置,其中,所述监控装置监控所述至少一种材料的库存。
11.根据权利要求3所述的装置,其中,所述至少一个参数为强度、耐撞性、成本或装配时间中的至少一个。
12.根据权利要求1所述的装置,还包括装配装置,其被配置为接收所述多个零件并装配所述多个零件以形成所述产品。
13.根据权利要求1所述的装置,其中,所述设计装置被配置为基于所述多个零件中的至少一个零件的尺寸来确定拆分的数量。
14.根据权利要求1所述的装置,其中,所述设计装置被配置为在满足所述输入信息的设计要求的同时确定如何拆分所述结构。
15.根据权利要求14所述的装置,其中,所述设计装置被配置为计算所确定的拆分的度量并且至少基于所确定的拆分输出数据。
16.根据权利要求14所述的装置,其中,所述设计装置被配置为针对所述设计要求评估所确定的拆分并且至少基于所确定的拆分输出设计目标度量。
17.根据权利要求16所述的装置,其中,所述设计装置被配置为对所确定的拆分和所述输出设计目标度量进行采样,以提供所述零件之间的接头要位于的位置。
18.根据权利要求1所述的装置,其中,所述结构的拆分包括在多个位置中拆分所述结构,其中,所述设计装置被配置为分析所述结构的每个拆分位置,以实现所述输入信息的设计要求,并输出所述结构的拆分优化。
19.一种用于制造产品的方法,包括:
20.根据权利要求19所述的方法,还包括:
21.根据权利要求19所述的方法,还包括:
22.根据权利要求21所述的方法,其中,所述输出信息至少部分地基于所述输入信息。
23.根据权利要求21所述的方法,还包括:
24.根据权利要求21所述的方法,还包括:
25.根据权利要求21所述的方法,还包括测试装置。
26.根据权利要求25所述的方法,还包括:
27.根据权利要求21所述的方法,其中,所述控制装置包括监控装置。
28.根据权利要求27所述的方法,还包括:
29.根据权利要求28所述的方法,还包括:
30.根据权利要求28所述的方法,还包括:
31.根据权利要求23所述的方法,其中,所述至少一个第一参数是强度、耐撞性、成本或装配时间中的至少一个。
技术总结
公开了用于制造产品的装置和方法。根据本公开的用于制造产品的装置可以包括设计装置和增材制造装置。设计装置被配置为接收输入信息,在至少一个位置中拆分结构,使得结构被划分成能被打印并装配在一起以形成产品的多个零件,并至少基于所述结构的拆分来生成设计输出;增材制造装置被配置为接收设计输出并制造多个零件。
技术研发人员:凯文·罗伯特·辛格,迈克尔·托马斯·肯沃西,卢卡斯·菲利普·辛格,陈金波,安东尼奥·伯纳德·马丁内斯,马修·库珀·凯勒,亚历克斯·哈马德
受保护的技术使用者:戴弗根特技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!