一种超高分子量聚乙烯棒材的连续成型方法
本发明涉及高分子制品加工,具体涉及一种超高分子量聚乙烯棒材的连续成型方法。
背景技术:
1、超高分子量聚乙烯(uhmwpe)是一类包含乙烯单元的线型聚合物的常用名称,其中聚合物具有约1-1.5·106g/mol或甚至更高的重均分子量。超高分子量聚乙烯(uhmwpe)具有耐磨性好、耐冲击强度高、耐低温、耐化学品、绝缘性好、无毒等许多优异的性能。因此,在纺织、军工、包装、运输、石油、食品、机械、建筑、电气、医疗、体育等领域具有广泛的应用,如人工关节、输血泵、缆绳、管材、电池隔板、地铁轨道垫板、齿轮滚轮、头盔、防弹衣和防弹背心等。
2、然而,由于柔性线型的分子长链导致严重链缠结,uhmwpe在熔点以上呈现高粘度,其零切熔体粘度达108pa·s以上,熔体流动指数接近0,并且临界剪切速率较低,在非常慢的剪切转速下就会发生熔体破裂,容易导致模塑料制品表面粗糙和本体结构缺陷,所以uhmwpe的成型加工存在很大难度。因此,厚尺寸uhmwpe模塑料的制备往往需要加入大量的增塑剂或者采用与其他低分子量聚合物共混的方法来提高其可加工性能。为了改善纯uhmwpe粉体的挤出加工性,专利cn1478811、cn1488668、cn103751849a等采用共混策略对物料体系进行加工改性;引入相对低分子量聚合物(如聚丙烯、高密度聚乙烯)虽然可以提高熔体流动性,但也会明显劣化uhmwpe本身的物理机械性能。此外,由于一些特殊用途的uhmwpe材料如医用植入物对于生物安全性、洁净度具有严苛要求,在成型过程中为避免引入其它杂质或组分,禁止添加任何加工助剂,包括增塑剂、润滑剂、脱模剂,必须是纯粹的uhmwpe粉体进行成型加工,因此,研究纯uhmwpe厚制品的加工方法具有很大实用价值。
3、当前,纯uhmwpe模塑料的成型方法主要包括模压烧结、热等静压和柱塞挤出。专利wo03/031140a1和cn1654192分别采用模压烧结与热等静压方法制备纯uhmwpe型材;其中模压烧结是传统的、应用最早的uhmwpe成型方法,而热等静压则是相对较新的方法。但两者都属于间歇式成型技术,生产效率低、难以保证制品的质量稳定性。柱塞挤出能够实现连续成型,通过往复式活塞运动促使物料向前移动,可用于制备模塑料棒材。由于没有对物料施加剪切力场,本质上可将柱塞挤出看作是连续化的模压烧结。但柱塞挤出的生产效率仍然较低,并且棒材的力学性能不够理想。有研究者对柱塞挤出进行改进,尝试通过螺杆剪切作用实现纯uhmwpe的连续挤出加工。专利cn101474860控制机筒温度在较低范围内,使得分子量300万以上的纯uhmwpe在单单螺杆挤出机内进行固态输送,之后在模具中成型。华南理工大学开发了一种偏心转子挤出设备将分子量250万的uhmwpe进行挤出加工,并将挤出预处理的熔融塑化uhmwpe经过模压成型获得制品。这些螺杆挤出加工技术未能实现uhmwpe棒材连续成型。由综上所述,纯uhmwpe棒材的高效、连续稳定成型仍然存在相当难度和挑战,并且大直径医用级棒材适合制作人工关节假体(如膝关节摩擦衬垫)具备极高附加值,所以开发纯uhmwpe棒材连续成型新方法具有重要的现实意义。
技术实现思路
1、本发明所要解决的技术问题是提供一种有效提高大直径棒材的生产效率和物理机械性能的超高分子量聚乙烯棒材的连续成型方法及其制备装置,以及利用该装置实现在不添加助剂的情况下,可利用分子量高达650w的超高分子量聚乙烯粉体连续成型制得超净大直径超高分子量聚乙烯棒材;由于所得棒材分子量高并且纯净,因此其能够用于制备超净医用级人工关节、高耐磨衬垫或大型机械的耐冲击磨损零件如轴承、齿轮等。
2、本发明解决其技术问题所采用的技术方案为:
3、本发明要解决的第一个技术问题是提供一种超高分子量聚乙烯棒材的连续成型的制备方法,包括以下步骤:
4、s1.选取医用级的uhmwpe粉体;
5、s2.将选取的uhmwpe粉体加入到单螺杆挤出机中,设定加工工艺参数,经过高温塑化、连续挤出、棒材冷却,最后切割成型;
6、所述单螺杆挤出机的螺杆采用周向匀速转动叠加往复摆动的变角速度旋转的工作方式对uhmwpe粉体进行挤压和挤出。
7、进一步,所述步骤s1中的uhmwpe粉体的分子量为200万~650万。
8、进一步的,本发明所述的超高分子量聚乙烯棒材的连续成型的制备方法通过超高分子量聚乙烯棒材的连续成型的制备装置实现uhmwpe棒材的制备;
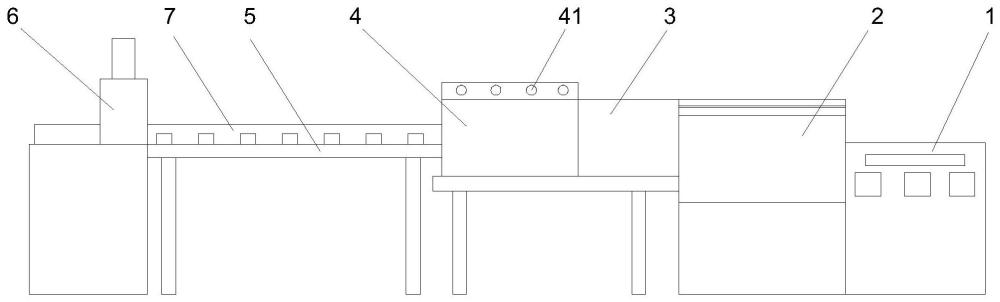
9、所述超高分子量聚乙烯棒材的连续成型的制备装置,包括单螺杆挤出机、配电控制箱、挤出口模、冷却定型装置、牵引导轨、气动切割机;
10、所述单螺杆挤出机具有机筒和螺杆;所述机筒内壁上设置螺纹结构且该螺纹结构的螺纹方向与螺杆的螺纹方向相反;
11、所述单螺杆挤出机采用伺服电机驱动其螺杆,所述单螺杆挤出机内设置有减速机,所述减速机与伺服电机传动连接;
12、所述单螺杆挤出机还包括控制器,所述伺服电机、减速机分别与控制器信号连接,所述控制器用于控制螺杆进行周向匀速转动叠加往复摆动的变角速度旋转。
13、进一步,步骤s2中设定加工工艺参数包括螺杆周向匀速转动叠加往复摆动的变角速度旋转的控制参数;具体为螺杆的匀速转动速度、摆动频率和摆动振幅;
14、螺杆匀速转动角速度为v匀;螺杆往复摆动的角速度为v摆;
15、v摆=2f×θ
16、式中,f为摆动频率,θ为摆动振幅;
17、螺杆匀速转动角速度与螺杆往复摆动的角速度叠加得到正向叠加速度v1和反向叠加速度v2;
18、v1=v匀+|v摆|
19、v2=v匀-|v摆|
20、其中,当v2>0时,则v2的转动方向与v匀的转动方向相同;当v2<0时,则v2的转动方向与v匀的转动方向相反。
21、作为优选的,所述匀速转动速度为0.5~5rpm,所述摆动频率为0.1~2hz,所述摆动振幅为1.57~6.28rad。
22、进一步,所述挤出口模上设置有测温电偶和压力传感器。
23、进一步,所述机筒的温度从进料口到挤出口模依次分成7段,其中,从第1段到第4段的温度依次逐步提高,第4段到第7段的温度依次逐步降低,所述机筒的温度调节范围为90℃~260℃之间。
24、进一步,在步骤s2中控制机筒的温度从第1段到第7段依次为90℃、180℃、220℃、260℃、250℃、240℃、180℃。
25、进一步,所述挤出口模的压力小于等于60mpa,进一步的是,所述挤出口模的压力小于20mpa,更进一步的是,所述挤出口模的压力的小于10mpa。
26、进一步,所述螺杆的直径φ70mm、长径比26:1。
27、本发明要解决的第二个技术问题是提供一种超高分子量聚乙烯棒材,其采用上述方法制得。
28、本发明要解决的第三个技术问题是将上述的超高分子量聚乙烯棒材应用于医用级人工关节、高耐磨衬垫或大型机械的耐冲击磨损零件如轴承、齿轮等的制作。
29、本发明要解决的第四个技术问题是提供一种提高超高分子量聚乙烯棒材机械性能(冲击强度或断裂强度等)的方法,所述方法包括以下步骤:
30、s1.选取医用级的uhmwpe粉体;
31、s2.将选取的uhmwpe粉体加入到单螺杆挤出机中,设定加工工艺参数,经过高温塑化、连续挤出、棒材冷却,最后切割成型;
32、所述单螺杆挤出机的螺杆采用周向匀速转动叠加往复摆动的变角速度旋转的工作方式对uhmwpe粉体进行挤压和挤出。
33、进一步,所述步骤s1中的uhmwpe粉体的分子量为200万~650万。
34、进一步,所述方法采用下述的制备装置,所述制备装置包括步骤s2中的单螺杆挤出机、配电控制箱、挤出口模、冷却定型装置、牵引导轨、气动切割机,所述单螺杆挤出机的机筒内壁上设置螺纹结构且该螺纹结构的螺纹方向与螺杆的螺纹方向相反;
35、所述单螺杆挤出机采用伺服电机驱动其螺杆,所述单螺杆挤出机内设置有减速机,所述减速机与伺服电机驱动连接;
36、所述单螺杆挤出机内设置有可编程控制器,所述伺服电机、减速机分别与可编程控制器信号连接,所述可编程控制器用于控制螺杆进行周向匀速转动叠加往复摆动的变角速度旋转。
37、进一步,所述螺杆周向匀速转动叠加往复摆动的变角速度旋转的控制参数具体为螺杆的匀速转动速度、摆动频率和摆动振幅,
38、螺杆匀速转动角速度为v匀;螺杆往复摆动的角速度为v摆;
39、v摆=2f×θ
40、式中,f为摆动频率,θ为摆动振幅;
41、螺杆匀速转动角速度与螺杆往复摆动的角速度叠加得到正向叠加速度v1和反向叠加速度v2;
42、v1=v匀+|v摆|
43、v2=v匀-|v摆|
44、其中,当v2>0时,则v2的转动方向与v匀的转动方向相同;当v2<0时,则v2的转动方向与v匀的转动方向相反。
45、作为优选的,所述匀速转动速度为0.5~5rpm,所述摆动频率为0.1~2hz,所述摆动振幅为1.57~6.28rad。
46、进一步,所述挤出口模上设置有测温电偶和压力传感器。
47、进一步,所述机筒的温度从进料口到挤出口模依次分成7段,其中,从第1段到第4段的温度依次逐步提高,第4段到第7段的温度依次逐步降低,所述机筒的温度调节范围为90℃~260℃之间。
48、进一步,所述机筒的温度从第1段到第7段依次为90℃、180℃、220℃、260℃、250℃、240℃、180℃。
49、进一步,所述挤出口模的压力小于等于60mpa,进一步的是,所述挤出口模的压力小于20mpa,更进一步,所述挤出口模的压力的小于10mpa。
50、进一步,所述螺杆的直径φ70mm、长径比26:1。
51、本发明的有益效果:
52、1.在不添加任何加工助剂情况下,本发明所提供的制备方法能够将分子量650万医用级uhmwpe粉体连续加工制成表面光滑、材质致密、直径最大为φ80mm的超净棒材,可用于制备超净医用级的人工关节;与常规成型方法(螺杆匀速转动)比较,周向匀速转动叠加往复摆动的变角速度旋转挤出技术(螺杆变角速度转动)能够明显提高棒材的生产效率和力学性能。
53、2.本发明提供的制备方法中挤出机设备的螺杆的工作状态为变角速度旋转,转动速度有规律周期性地加速-减速变化,利用改进的螺杆工作方式,有效提高了大直径棒材的生产效率和物理机械性能,适用于高耐磨衬垫或大型机械的耐冲击磨损零件如轴承、齿轮等的制作。
54、3.本发明中的机筒内壁与螺杆之间螺纹方向相反,两者的螺纹能够紧密配合增强了局部挤压作用,有利于物料融合均化。此外,物料呈固态、半固态时对应的是螺杆挤出模式,而物料为熔融态时则为柱塞挤出模式,将螺杆挤出与柱塞挤出的特点相结合,实现了uhmwpe棒材的连续、稳定成型并且有效缓解了分子量降解。
- 还没有人留言评论。精彩留言会获得点赞!