主梁的制造方法、主梁、叶片及风力发电机组与流程
本申请涉及风力发电,特别是涉及一种主梁的制造方法、主梁、叶片及风力发电机组。
背景技术:
1、在现有的风电叶片中,其主梁通常采用强度高、重量轻的板材作为层铺材料,而该板材通常需要具有指定的截面形状和厚度,较难加工。同时,现有大型风电叶片的长度可以超过80m,厚度可以超过50mm,宽度可以为300mm~600mm,由于板材本身的成型工艺现状,通常不能够直接生产出与风电叶片尺寸和轮廓一致的大型的、整体的主梁。替代地,叶片中通常采用厚度方向的堆叠和宽度方向的拼接设计出指定厚度和宽度的主梁。但该类主梁因其中存在多层、多垛板材,在现有的叶片灌注成型工艺下,会有一定概率在不同层板间出现灌注缺陷,如浸渍不良或干纱等。这些都将严重影响主梁质量,对叶片安全造成重大损失和影响。
2、因此,亟需一种生产效率高、产品质量可靠的主梁制造方法以及相应的主梁、叶片、风力发电机组。
技术实现思路
1、本申请实施例提供一种主梁的制造方法、主梁、叶片及风力发电机组,能够提高生产效率以及产品质量。
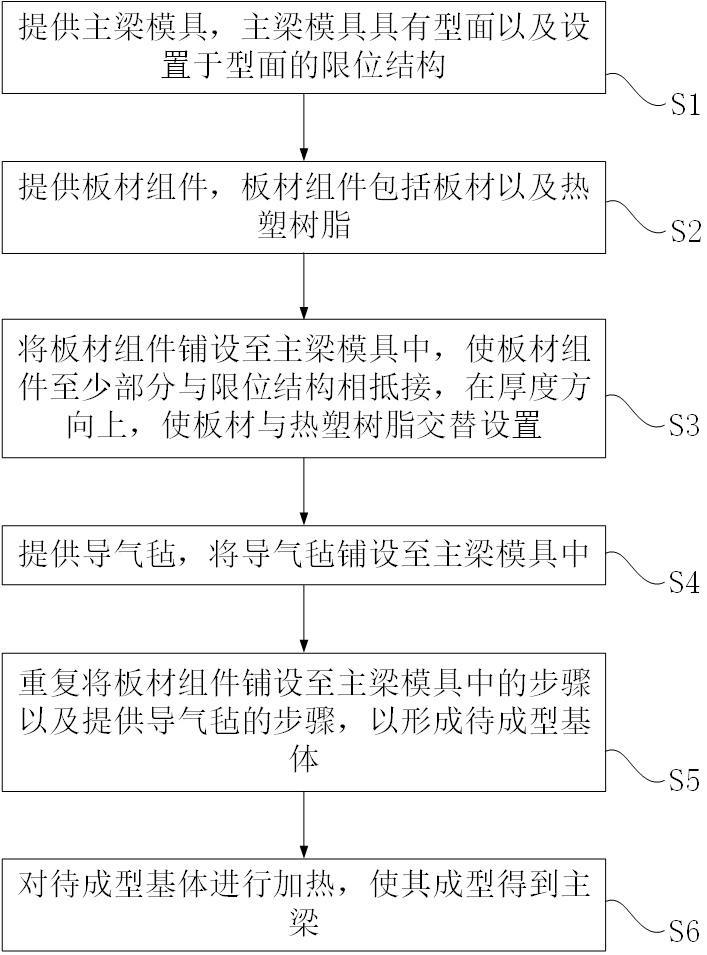
2、第一方面,根据本申请实施例提出了一种主梁的制造方法,包括:提供主梁模具,主梁模具具有限位结构;提供板材组件,板材组件包括板材以及热塑树脂;将板材组件铺设至主梁模具中,使板材组件至少部分与限位结构相抵接,在厚度方向上,使板材与热塑树脂交替设置;提供导气毡,将导气毡铺设至主梁模具中;重复将板材组件铺设至主梁模具中的步骤以及提供导气毡的步骤,以形成待成型基体;对待成型基体进行加热,使其成型得到主梁。
3、根据本申请实施例的一个方面,将板材组件铺设至主梁模具中的步骤包括:将热塑树脂设置于板材相对的两侧表面中的至少一者;将附有热塑树脂的板材铺设于主梁模具中;或者,将板材组件铺设至主梁模具中的步骤包括:在主梁模具中铺设板材;在板材上铺设热塑树脂,沿厚度方向,使热塑树脂的正投影位于板材的正投影内。
4、根据本申请实施例的一个方面,提供板材组件的步骤中包括:提供板材和热塑树脂薄膜,使热塑树脂薄膜的宽度小于或等于板材的宽度;或者,提供板材组件的步骤中包括:提供板材和多条热塑树脂条,使多条热塑树脂条的宽度之和小于或等于板材的宽度。
5、根据本申请实施例的一个方面,提供板材组件的步骤中包括:提供板材和多条热塑树脂条;将板材组件铺设至主梁模具中的步骤中包括:使多条热塑树脂条平行延伸并等间隔设置。
6、根据本申请实施例的一个方面,将板材组件铺设至主梁模具中的步骤中还包括:在厚度方向上,获取相邻板材之间的预设层间厚度;根据预设层间厚度获取板材之间的层间预设用胶量;调整热塑树脂的体积以及设置位置,使在厚度方向上位于相邻板材之间的热塑树脂体积之和与预设用胶量相等;使热塑树脂在厚度方向上的延伸尺寸与预设层间厚度相同。
7、根据本申请实施例的一个方面,将板材组件铺设至主梁模具中的步骤还包括:调整热塑树脂的尺寸及铺设位置,沿厚度方向,使热塑树脂的正投影边缘与板材的正投影边缘之间的最小间距为2mm~4mm。
8、根据本申请实施例的一个方面,对待成型基体进行加热的步骤中包括:加热待成型基体,使待成型基体的温度为170℃~200℃并持续预设时长。
9、第二方面,根据本申请实施例提出了一种主梁,由第一方面任一实施例中的制造方法制得。
10、第三方面,根据本申请实施例提出了一种叶片,包括第二方面任一实施例中的主梁。
11、第四方面,根据本申请实施例提出了一种风力发电机组,包括第三方面任一实施例中的叶片。
12、本申请实施例提供的主梁制造方法中,在相邻板材之间铺设有热塑树脂,在成型的工艺步骤中,藉由热塑树脂自身的性质,能够在加热后通过融化的热塑树脂在板材之间进行结合以及固定,从而省去现有制造方法中树脂灌注的步骤,因此能够提高生产效率,并从生产原理上规避层间易出现的关注缺陷,如局部浸渍不良甚至干纱等,进而提高产品质量。
技术特征:
1.一种主梁的制造方法,其特征在于,包括:
2.根据权利要求1所述的制造方法,其特征在于,所述将所述板材组件铺设至所述主梁模具中的步骤包括:
3.根据权利要求1所述的制造方法,其特征在于,所述提供板材组件的步骤中包括:
4.根据权利要求3所述的制造方法,其特征在于,所述提供板材组件的步骤中包括:
5.根据权利要求1所述的制造方法,其特征在于,所述将所述板材组件铺设至所述主梁模具中的步骤中还包括:
6.根据权利要求1所述的制造方法,其特征在于,所述将所述板材组件铺设至所述主梁模具中的步骤还包括:
7.根据权利要求1所述的制造方法,其特征在于,所述对所述待成型基体进行加热的步骤中包括:
8.一种主梁,其特征在于,由如权利要求1~7中任一项所述的制造方法制得。
9.一种叶片,其特征在于,包括如权利要求8所述的主梁。
10.一种风力发电机组,其特征在于,包括如权利要求9所述的叶片。
技术总结
本申请涉及一种主梁的制造方法、主梁、叶片及风力发电机组,其中主梁的制造方法包括:提供主梁模具,所述主梁模具具有型面以及设置于所述型面的限位结构;提供板材组件,所述板材组件包括板材以及热塑树脂;将所述板材组件铺设至所述主梁模具中,使所述板材组件至少部分与所述限位结构相抵接,在厚度方向上,使所述板材与所述热塑树脂交替设置;提供导气毡,将所述导气毡铺设至所述主梁模具中;重复所述将所述板材组件铺设至所述主梁模具中的步骤以及所述提供导气毡的步骤,以形成待成型基体;对所述待成型基体进行加热,使其成型得到主梁。本申请实施例提供的制造方法能够提高生产效率及产品质量。
技术研发人员:刘妍,牟书香,高阳,毛晓娥,郭才懿
受保护的技术使用者:中材科技风电叶片股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!