一种一体化挤管加工设备及方法与流程
本申请涉及挤管加工成型,具体公开了一种一体化挤管加工设备及方法。
背景技术:
1、在汽车配件的生产过程中,部分配件的表面需要搭配软管,现有的生产方式是向外部厂家采购各种形状的软管,然后通过卡接的方式软管相互拼接并与配件的表面相互固定,以形成符合要求的软管整体,此类生产加工方式,由于软管需要提前购买,并一次性采购的软管需要在一段时间内进行使用,就需要库房划一个库位来存放并管理数量,占用工厂空间。而且软管与配件之间采用卡接进行相互固定,导致软管与配件之间的结合不是足够的紧密,在长时间的使用后或者受到较大的冲击时容易出现软管从配件表面脱离的情况,并且由于软管整体由多个不同形状的软管个体相互拼接而成,导致软管整体的密封性也较差,因此,发明人有鉴于此,提供了一种一体化挤管加工设备及方法,以便解决上述问题。
技术实现思路
1、本发明的目的在于解决传统的软管整体由多个不同形状的软管个体相互拼接而成,导致软管整体存在密封性较差的问题。
2、为了达到上述目的,本发明的基础方案提供一种一体化挤管加工设备,包括:
3、挤出机,所述挤出机对软管的原材料进行加热塑化,原材料经过挤出机的口模成型为管道形状的软管并从挤出机的机头处挤出;
4、夹具,所述夹具用于夹取挤出机挤出的软管;
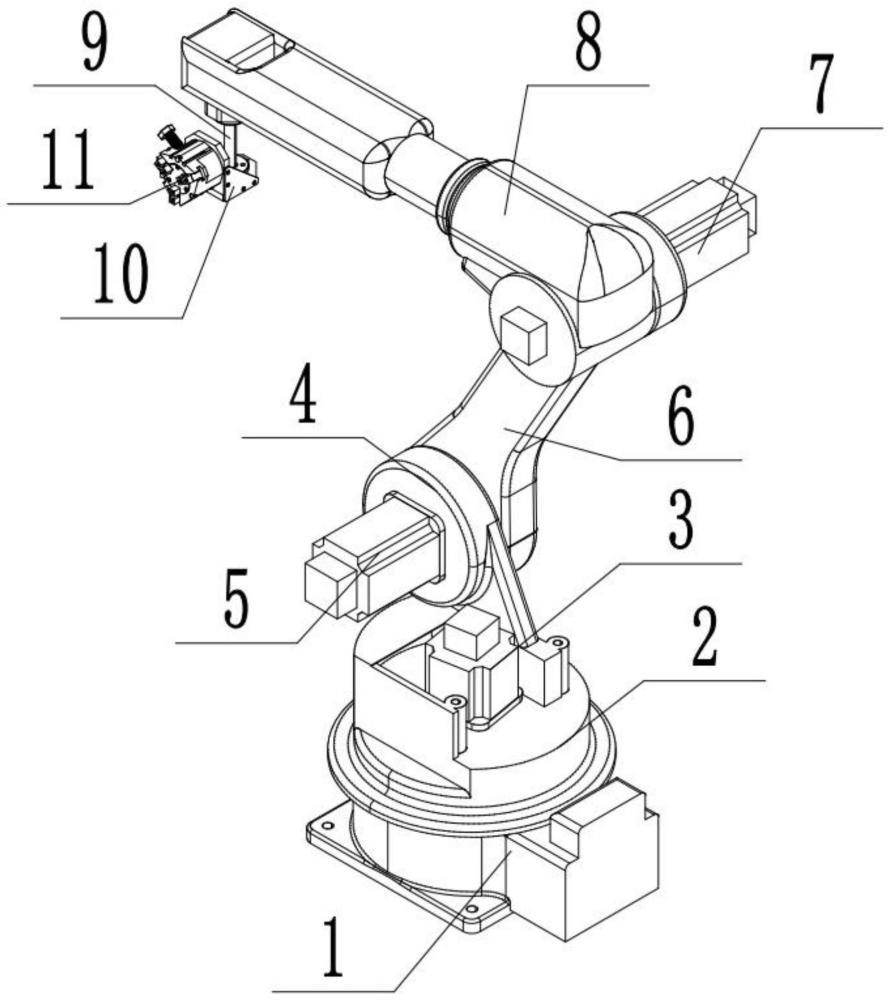
5、移动机械臂,所述移动机械臂用于安装所述夹具并带动所述夹具在空间范围内进行移动。
6、进一步,所述移动机械臂包括:
7、底座,所述底座与进行软管与配件加工的地面相互固定;
8、转动机构,所述转动机构设在所述底座上并与所述底座转动连接;
9、第一调节机构,所述第一调节机构与所述转动机构转动连接且所述第一调节机构的转动方向与所述转动机构的转动方向空间垂直;
10、第二调节机构,所述第二调节机构与所述第一调节机构转动连接且所述第二调节机构的转动方向与第一调节机构的转动方向空间平行。
11、进一步,所述转动机构包括:
12、转盘,所述转盘与所述底座转动连接;
13、第一电机,所述第一电机设在所述转盘上,所述第一电机的输出轴伸入所述底座内并与所述底座转动连接。
14、进一步,所述第一调节机构包括:
15、第二电机,所述第二电机设在所述转盘上;
16、第一调节臂,所述第一调节臂设在所述第二电机的输出轴上并与所述第二电机的输出轴空间垂直,所述第一调节臂与所述第二电机的输出轴同步转动。
17、进一步,所述转盘上设有用于安装所述第二电机的竖向安装板,所述第一调节臂的端部与所述竖向安装板转动连接。
18、进一步,所述第二调节机构包括:
19、第三电机,所述第三电机设在所述第一调节臂的自由端;
20、第二调节臂,所述第二调节臂设在所述第三电机的输出轴上并与所述第三电机的输出轴空间垂直,所述第二调节臂与所述第三电机的输出轴同步转动。
21、进一步,所述第二调节臂的自由端设有竖向的连接轴,所述连接轴的自由端设有用于安装夹具的安装座。
22、进一步,所述夹具为三角卡盘。
23、基于同一发明构思,本发明提供一种一体化挤管加工方法,包括使用上述的一体化挤管加工设备在配件的表面加工成型软管。
24、进一步,使用上述的一体化挤管加工设备在配件的表面加工成型软管的步骤如下:
25、步骤s001,原材料进入挤出机进行加热塑化,并经过挤出机的口模成型为管道形状的软管并从挤出机的机头处挤出;
26、步骤s002,通过夹具夹持从挤出机挤出的软管;
27、步骤s003,通过移动机械臂带动夹具沿着配件的表面移动,使夹具运动的轨迹与配件表面需要的软管形状相同;
28、步骤s004,对配件表面的软管进行冷却,即加工完成。
29、本方案的原理及效果在于:
30、1、与现有技术相比,本发明采用挤出机挤出成型后的软管,使得附着在配件表面的软管的整体密封性更高,而且由于软管处于加热的状态下直接附着于配件的表面,使得软管与配件之间的连接更加的牢固可靠,不易脱落,并且本发明不需要将不同形状的软管进行卡接,不仅降低了工作人员的劳动强度,而且提高了生产效率,也不再需要大量的库位存放不同形状的软管,节约了工厂的空间。
31、2、与现有技术相比,本发明采用底座、转动机构、第一调节机构和第二调节机构之间的相互配合,提高了夹具的移动范围,从而提高了进行软管位置布置的范围,即提高了本发明的适用范围。
技术特征:
1.一种一体化挤管加工设备,其特征在于,包括:
2.根据权利要求1所述的一种一体化挤管加工设备,其特征在于,所述移动机械臂包括:
3.根据权利要求2所述的一种一体化挤管加工设备,其特征在于,所述转动机构包括:
4.根据权利要求3所述的一种一体化挤管加工设备,其特征在于,所述第一调节机构包括:
5.根据权利要求4所述的一种一体化挤管加工设备,其特征在于,所述转盘上设有用于安装所述第二电机的竖向安装板,所述第一调节臂的端部与所述竖向安装板转动连接。
6.根据权利要求4或5所述的一种一体化挤管加工设备,其特征在于,所述第二调节机构包括:
7.根据权利要求6所述的一种一体化挤管加工设备,其特征在于,所述第二调节臂的自由端设有竖向的连接轴,所述连接轴的自由端设有用于安装夹具的安装座。
8.根据权利要求1所述的一种一体化挤管加工设备,其特征在于,所述夹具为三角卡盘。
9.一种一体化挤管加工方法,其特征在于,包括使用权利要求1至8任一所述的一体化挤管加工设备在配件的表面加工成型软管。
10.根据权利要求9所述的一种一体化挤管加工方法,其特征在于,使用权利要求1至8任一所述的一体化挤管加工设备在配件的表面加工成型软管的步骤如下:
技术总结
本发明涉及挤管加工成型技术领域,具体公开了一种一体化挤管加工设备及方法,包括:挤出机,所述挤出机对软管的原材料进行加热塑化,原材料经过挤出机的口模成型为管道形状的软管并从挤出机的机头处挤出;夹具,所述夹具用于夹取挤出机挤出的软管;移动机械臂,所述移动机械臂用于安装所述夹具并带动所述夹具在空间范围内进行移动,解决了传统的软管整体由多个不同形状的软管个体相互拼接而成,导致软管整体存在密封性较差的问题。
技术研发人员:徐光伦,吴珏,喻望,袁基林,任勇
受保护的技术使用者:重庆光能振亿科技有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!