用于液压注塑机储料的补油控制方法与流程
本发明涉及一种补油控制方法,尤其是涉及一种用于液压注塑机储料的补油控制方法。
背景技术:
1、现有的液压注塑机在执行储料动作时,通常通过液压马达驱动螺杆旋转将熔料(即熔化的塑料)从料筒的后端送入料筒内部。在储料过程中,熔料会不断移向料筒前端,且越来越多,直至料筒内储料完成。在储料过程中,熔料在向料筒前端移动过程中会产生挤压,从而形成反向压力(即背压)作用于螺杆,当反向压力足够大时,就会推动螺杆向后退,此时与螺杆连接的注射油缸的活塞杆随螺杆同步移动,从注射油缸后部向注射油缸前部方向移动,从而使得注射油缸前部会通过其与油箱连接的回油管路向油箱处回油,注射油缸后部则会通过其与油箱连接的回油管路从油箱处吸油。由于液压马达采用液压驱动,液压注塑机在执行储料动作时,回油管路上充满液压马达运行时的回油。在注射油缸的活塞杆从注射油缸后部向注射油缸前部方向移动过程中,虽然由于注射油缸前部存在杆腔,其向油箱处的回油量必然少于注射油缸后部的吸油需求量,但是回油管路上充满了液压马达运行时的回油,在注射油缸前部通过回油管路回油时,回油管路上具有充足的液压油回流至油箱,可以满足注射油缸后部的吸油需求量,此时注射油缸后端油腔能够足量吸油,不会导致真空,螺杆能够稳定后退,使料筒内部熔料均匀,从而能够保证储料动作、后续射退及射出动作的稳定性。但是,众所周知,液压马达的能量利用效率比较低,这也导致了液压注塑机储料动作耗能较大。
2、为了降低液压注塑机储料动作的耗能,近年来,有技术人员提出采用电机取代液压马达来驱动螺杆旋转。液压注塑机储料能耗得到大幅下降,但是电机工作不需要液压油,不会让回油管路上充满回油,并且油箱设置在液压注塑机整机中较低位置处,在注射油缸前部向油箱处的回油量少于注射油缸后部的吸油需求量时,必然会导致注射油缸后部出现真空。一旦注射油缸后部出现真空,螺杆的后退动作就不受控,不能稳定后退,最终导致储料、后续射出及射退动作的不稳定。
技术实现思路
1、本发明所要解决的技术问题是提供一种在液压注塑机执行储料动作时,采用电机取代液压马达,提高能量利用效率的同时,在螺杆后退过程中,不会使注射油缸后部出现真空,螺杆能够稳定后退,使料筒内部熔料均匀,能够保证储料、后续射出及射退动作稳定性的用于液压注塑机储料的补油控制方法。
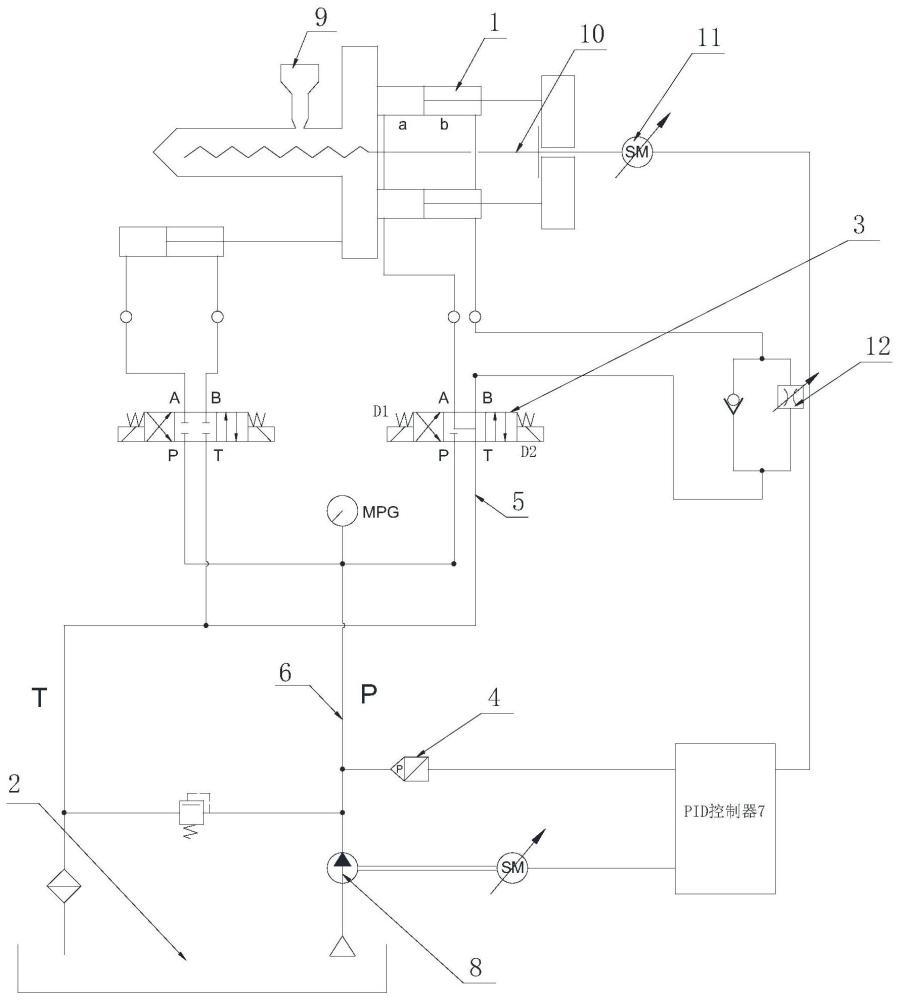
2、本发明解决上述技术问题所采用的技术方案为:一种用于液压注塑机储料的补油控制方法,通过在液压注塑机的注射油缸和油箱之间设置方向控制阀、溢流阀和压力传感器来实现储料状态下的补油控制,所述的方向控制阀受控于液压注塑机的pid控制器,所述的方向控制阀的a口和注射油缸后部通过油路连通,所述的方向控制阀的t口与液压注塑机的回油管路通过油路连通,所述的方向控制阀的b口与所述的溢流阀的出口连接,所述的溢流阀的入口与注射油缸前部通过油路连通,所述的方向控制阀的p口与液压注塑机的主油路通过油路连通,所述的压力传感器安装在液压注塑机的主油路上,用于采集液压注塑机的主油路的压力信号,所述的压力传感器与液压注塑机的pid控制器连接,当液压注塑机执行储料动作时,pid控制器控制所述的方向控制阀的a口与p口导通,b口与t口导通,所述的压力传感器实时采集主油路上的压力信号,所述的pid控制器实时从所述的压力传感器处获取压力信号,并实时将获取的压力信号与其内预存的储料背压参考值相比较,如果获取的压力信号不高于其内预存的储料背压参考值,则保持液压注塑机的油泵转速不变,如果获取的压力信号高于其内预存的储料背压参考值,则控制液压注塑机的油泵转速调整,以保证注射油缸后部吸油量充足,不被抽真空,一直到储料结束,其中储料背压参考值不高于储料过程中作用于螺杆的背压的最小值。
3、与现有技术相比,本发明的优点在于通过在液压注塑机的注射油缸和油箱之间设置方向控制阀、溢流阀和压力传感器来实现储料状态下的补油控制,方向控制阀受控于液压注塑机的pid控制器,方向控制阀的a口和注射油缸后部通过油路连通,方向控制阀的t口与液压注塑机的回油管路通过油路连通,方向控制阀的b口与溢流阀的出口连接,溢流阀的入口与注射油缸前部通过油路连通,方向控制阀的p口与液压注塑机的主油路通过油路连通,压力传感器安装在液压注塑机的主油路上,用于采集液压注塑机的主油路的压力信号,压力传感器与液压注塑机的pid控制器连接,当液压注塑机执行储料动作时,pid控制器控制方向控制阀的a口与p口导通,b口与t口导通,注射油缸后部与主油路连通,溢流阀开启,注射油缸前部与回油管路连通,注射油缸前部的液压油通过溢流阀和回油管路流向液压注塑机的油箱,油泵将油箱中的液压油通过主油路流向注射油缸后部,以供注射油缸后部吸油,压力传感器实时采集主油路上的压力信号,pid控制器实时从压力传感器处获取压力信号,并实时将获取的压力信号与其内预存的储料背压参考值相比较,如果获取的压力信号不高于其内预存的储料背压参考值,此时注射油缸后部压力稳定,则保持液压注塑机的油泵转速不变,如果获取的压力信号高于其内预存的储料背压参考值,则控制液压注塑机的油泵转速调整,保证注射油缸后部压力稳定不出现真空,由此,即使油箱设置在液压注塑机整机中较低位置处,注射油缸前部向油箱处的回油量少于注射油缸后部的吸油需求量,但是,通过监控主油路处的压力,能够根据主油路处的压力实时控制调整油泵转速,从而调整油箱通过主油路回流至注射油缸后部的液压油流速,控制流入注射油缸后部的油量,保证注射油缸后部能够通过油泵和主油路从油箱中吸取充足的液压油而不被抽真空,本发明通过设置方向控制阀,并且在储料时打开方向控制阀,通过方向控制阀将液压注塑机的主油路与注射油缸后部相通,通过溢流阀将液压注塑机的回油管路与注射油缸前部相通,同时通过比较主油路实时压力信号与储料背压参考值来控制油泵运作,调整主油路上的液压油量,使主油路具有充足的液压油以被注射油缸后部吸取,注射油缸后部不会出现真空,由此,本发明在液压注塑机执行储料动作时,采用电机取代液压马达,提高能量利用效率的同时,在螺杆后退过程中,不会使注射油缸后部出现真空,螺杆能够稳定后退,使料筒内部熔料均匀,能够保证储料、后续射出及射退动作稳定性。
技术特征:
1.一种用于液压注塑机储料的补油控制方法,其特征在于通过在液压注塑机的注射油缸和油箱之间设置方向控制阀、溢流阀和压力传感器来实现储料状态下的补油控制,所述的方向控制阀受控于液压注塑机的pid控制器,所述的方向控制阀的a口和注射油缸后部通过油路连通,所述的方向控制阀的t口与液压注塑机的回油管路通过油路连通,所述的方向控制阀的b口与所述的溢流阀的出口连接,所述的溢流阀的入口与注射油缸前部通过油路连通,所述的方向控制阀的p口与液压注塑机的主油路通过油路连通,所述的压力传感器安装在液压注塑机的主油路上,用于采集液压注塑机的主油路的压力信号,所述的压力传感器与液压注塑机的pid控制器连接,当液压注塑机执行储料动作时,pid控制器控制所述的方向控制阀的a口与p口导通,b口与t口导通,所述的压力传感器实时采集主油路上的压力信号,所述的pid控制器实时从所述的压力传感器处获取压力信号,并实时将获取的压力信号与其内预存的储料背压参考值相比较,如果获取的压力信号不高于其内预存的储料背压参考值,则保持液压注塑机的油泵转速不变,如果获取的压力信号高于其内预存的储料背压参考值,则控制液压注塑机的油泵转速调整,以保证注射油缸后部吸油量充足,不被抽真空,一直到储料结束,其中储料背压参考值不高于储料过程中作用于螺杆的背压的最小值。
技术总结
本发明公开了一种用于液压注塑机储料的补油控制方法,通过设置方向控制阀、溢流阀和压力传感器,方向控制阀的A口和注射油缸后部通过油路连通,方向控制阀的T口与液压注塑机的回油管路通过油路连通,方向控制阀的B口与溢流阀的出口连接,溢流阀的入口与注射油缸前部通过油路连通,方向控制阀的P口与液压注塑机的主油路通过油路连通,压力传感器安装在液压注塑机的主油路上,用于采集液压注塑机的主油路的压力信号;优点是在液压注塑机执行储料动作时,采用电机取代液压马达,提高能量利用效率的同时,在螺杆后退过程中,不会使注射油缸后部出现真空,螺杆能够稳定后退,使料筒内部熔料均匀,能够保证储料、后续射出及射退动作稳定性。
技术研发人员:樊雄飞
受保护的技术使用者:宁波伊士通技术股份有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!