一种高精度塑焊机的制作方法
本发明涉及超声波塑焊机,具体涉及一种高精度塑焊机。
背景技术:
1、超声波焊接原理是通过超声波发生器将50/60赫兹电流转换成15、20、30或40千赫兹电能。被转换的高频电能通过换能器再次被转换成为同等频率的机械运动,随后机械运动通过一套可以改变振幅的调幅器装置传递到焊头。焊头将接收到的振动能量传递到待焊接工件的接合部,在该区域,振动能量被通过摩擦方式转换成热能,将塑料熔化。
2、现有的超声波焊接机为了提高焊接精度,需要精确的校模,须在试焊时,一面观察,一面调整,通常是将复写纸放在工件与上焊之间,观察上焊模下压后,白纸上显示的压痕,根据压痕的深浅,用薄垫片垫调下焊模底部,使工件的焊接面受压均匀,该调整方法不仅调试复杂,且调节时受调试人员主观影响较大,调节精度不准确,同时现有超声波焊接机的焊接压力受气源控制,因此在实际焊接过程中,经常会出现焊接压力不稳定的情况,焊接压力过大材料容易产生飞边且焊接部位产生变形的风险增加,焊接压力过小时,焊接部件无法达到紧密结合的程度,容易出现虚焊,焊接质量不稳定。
技术实现思路
1、本发明的目的在于:为解决焊接精度差与焊接质量不稳定的问题,本发明提供了一种高精度塑焊机。
2、本发明为了实现上述目的具体采用以下技术方案:
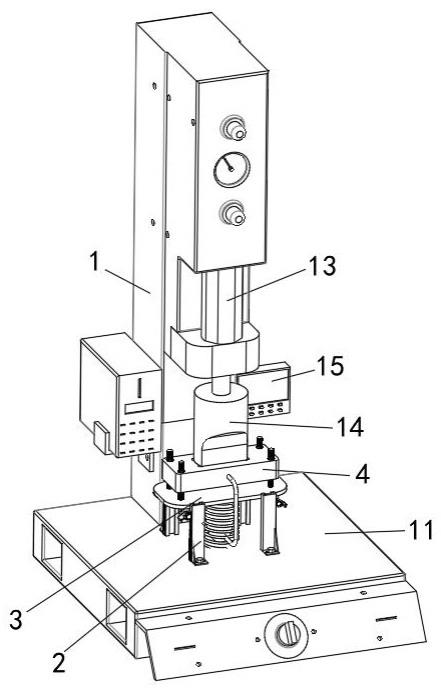
3、一种高精度塑焊机,包括超声波塑焊机,所述超声波塑焊机的底部设置有载物台,所述超声波塑焊机的顶部安装有焊接气缸,所述焊接气缸的伸缩端安装有焊头,所述超声波塑焊机的外侧安装有控制器;
4、所述载物台的顶部安装有四组支撑腿,所述支撑腿的内部滑动连接有底座,所述底座的底部设置有锁定机构,所述锁定机构能将底座固定在支撑腿上,所述底座的顶部设置有四组能自动转动的调节丝杠,所述底座与所述载物台之间设置有支撑弹簧,所述支撑弹簧用于驱动载物台上升;
5、还包括设置在底座上方的焊模,所述焊模的四角均开设有通孔,所述通孔的内径大于调节丝杠的外径,所述通孔的内部球铰接有调节螺母,四组所述调节丝杠分别穿过四组通孔,且与调节螺母螺纹连接,所述焊模的顶部开设有凹模,所述焊模的顶部设置有四组压力传感器,四组所述压力传感器与焊头的四角相对应,四组所述压力传感器均与控制器电连接,且控制器能控制四组调节丝杠转动。
6、进一步地,四组所述支撑腿的内侧均开设有导向滑槽,所述底座的外侧设置有四组导向滑块,所述导向滑块滑动连接在导向滑槽中。
7、进一步地,所述锁定机构包括有外齿板,所述外齿板安装在支撑腿的外侧;
8、还包括设置在底座底部的轴架,所述轴架的内部转动安装有传动轴,所述传动轴的外侧设置有驱动齿轮,所述驱动齿轮与所述外齿板相啮合,所述轴架的外侧设置有支撑板,所述支撑板的外侧安装有能自动摆动的刹车板。
9、进一步地,所述支撑板的外侧铰接有刹车气缸,所述刹车气缸的伸缩端与所述刹车板相铰接,所述刹车气缸受控制器控制。
10、进一步地,所述刹车板采用圆弧形设计,且圆弧中心能与驱动齿轮中心重合。
11、进一步地,所述刹车板靠近驱动齿轮的一面设置有刹车凸起。
12、进一步地,所述底座的底部转动安装有四组从动锥齿轮,四组所述从动锥齿轮分别与四组调节丝杠固定连接,所述传动轴远离驱动齿轮的一端设置有能自动滑动的主动锥齿轮,所述主动锥齿轮与所述从动锥齿轮相啮合,所述传动轴的外侧设置有轴键,所述主动锥齿轮的内部开设有键槽,所述轴键插接在键槽中。
13、进一步地,所述轴架的外侧设置有电磁铁,所述电磁铁与所述控制器电连接,所述电磁铁与所述主动锥齿轮之间设置有顶簧,所述顶簧用于驱动主动锥齿轮靠近从动锥齿轮。
14、进一步地,所述凹模的内壁开设有多组吹气孔,所述吹气孔与塑料件焊接位置在同一水平面上,所述焊模的外侧安装有电磁阀,所述电磁阀与多组所述吹气孔同时连通,所述底座与所述载物台之间设置有气囊,所述气囊的外侧设置有连接气管,所述连接气管与所述电磁阀相连通。
15、进一步地,所述载物台的顶部开设有安装孔,所述支撑腿外侧的底部设置有安装侧板,所述安装侧板的内部开设有螺栓孔,螺栓通过螺栓孔能螺纹连接在安装孔中,所述支撑腿与所述安装侧板之间设置有加强筋。
16、本发明的有益效果如下:
17、1、本发明通过在焊模顶部设置四组与焊头四角对应的压力传感器,焊头下压时,通过四组压力传感器反馈压力,哪边压力小,该边对应的调节丝杠转动,该调节丝杠通过调节螺母带动焊模的该角向上摆动,使该侧的压力传感器顶在焊头上,当四组压力传感器均紧压在焊头上时,完成调节,且支撑腿与底座的设置,使焊头在下压的同时有足够的时间完成压力平衡调节,无需人工调节,调节方便,且调节精度高,进而能提高焊接精度。
18、2、本发明通过支撑弹簧的设置,焊头压在工件上时,有一定缓冲力,防止因为焊头快速压在工件上,而将工件压伤,焊接夹持效果好。
19、3、本发明通过支撑弹簧的设置,焊头下降时带动焊模下降,焊模带动底座下降,底座挤压支撑弹簧,随着焊头持续下降,压力传感器检测的焊接持续增加,当焊接压力增加至规定压力时,锁定机构将底座固定在支撑腿上,进而能保证每次的焊接压力都一样,不受气源压力的影响,焊接质量高。
技术特征:
1.一种高精度塑焊机,包括超声波塑焊机(1),其特征在于,所述超声波塑焊机(1)的底部设置有载物台(11),所述超声波塑焊机(1)的顶部安装有焊接气缸(13),所述焊接气缸(13)的伸缩端安装有焊头(14),所述超声波塑焊机(1)的外侧安装有控制器(15);
2.根据权利要求1所述的一种高精度塑焊机,其特征在于,四组所述支撑腿(2)的内侧均开设有导向滑槽(21),所述底座(3)的外侧设置有四组导向滑块(31),所述导向滑块(31)滑动连接在导向滑槽(21)中。
3.根据权利要求2所述的一种高精度塑焊机,其特征在于,所述锁定机构包括有外齿板(22),所述外齿板(22)安装在支撑腿(2)的外侧;
4.根据权利要求3所述的一种高精度塑焊机,其特征在于,所述支撑板(310)的外侧铰接有刹车气缸(312),所述刹车气缸(312)的伸缩端与所述刹车板(311)相铰接,所述刹车气缸(312)受控制器(15)控制。
5.根据权利要求4所述的一种高精度塑焊机,其特征在于,所述刹车板(311)采用圆弧形设计,且圆弧中心能与驱动齿轮(36)中心重合。
6.根据权利要求5所述的一种高精度塑焊机,其特征在于,所述刹车板(311)靠近驱动齿轮(36)的一面设置有刹车凸起。
7.根据权利要求3所述的一种高精度塑焊机,其特征在于,所述底座(3)的底部转动安装有四组从动锥齿轮(33),四组所述从动锥齿轮(33)分别与四组调节丝杠(32)固定连接,所述传动轴(35)远离驱动齿轮(36)的一端设置有能自动滑动的主动锥齿轮(37),所述主动锥齿轮(37)与所述从动锥齿轮(33)相啮合,所述传动轴(35)的外侧设置有轴键,所述主动锥齿轮(37)的内部开设有键槽,所述轴键插接在键槽中。
8.根据权利要求7所述的一种高精度塑焊机,其特征在于,所述轴架(34)的外侧设置有电磁铁(38),所述电磁铁(38)与所述控制器(15)电连接,所述电磁铁(38)与所述主动锥齿轮(37)之间设置有顶簧(39),所述顶簧(39)用于驱动主动锥齿轮(37)靠近从动锥齿轮(33)。
9.根据权利要求1所述的一种高精度塑焊机,其特征在于,所述凹模(41)的内壁开设有多组吹气孔(42),所述吹气孔(42)与塑料件焊接位置在同一水平面上,所述焊模(4)的外侧安装有电磁阀(46),所述电磁阀(46)与多组所述吹气孔(42)同时连通,所述底座(3)与所述载物台(11)之间设置有气囊(6),所述气囊(6)的外侧设置有连接气管(7),所述连接气管(7)与所述电磁阀(46)相连通。
10.根据权利要求1-9任一项所述的一种高精度塑焊机,其特征在于,所述载物台(11)的顶部开设有安装孔(12),所述支撑腿(2)外侧的底部设置有安装侧板(23),所述安装侧板(23)的内部开设有螺栓孔,螺栓通过螺栓孔能螺纹连接在安装孔(12)中,所述支撑腿(2)与所述安装侧板(23)之间设置有加强筋(24)。
技术总结
本发明公开了一种高精度塑焊机,涉及超声波塑焊机技术领域。本发明包括超声波塑焊机,所述超声波塑焊机的底部设置有载物台,所述超声波塑焊机的顶部安装有焊接气缸,所述焊接气缸的伸缩端安装有焊头,所述超声波塑焊机的外侧安装有控制器,所述载物台的顶部安装有四组支撑腿,所述支撑腿的内部滑动连接有底座,还包括设置在底座上方的焊模。本发明通过支撑弹簧的设置,焊头下降时带动焊模下降,焊模带动底座下降,底座挤压支撑弹簧,随着焊头持续下降,压力传感器检测的焊接持续增加,当焊接压力增加至规定压力时,锁定机构将底座固定在支撑腿上,进而能保证每次的焊接压力都一样,不受气源压力的影响,焊接质量高。
技术研发人员:蒋启慧
受保护的技术使用者:苏州长海机械有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!