一种塑料母粒专用自动精准配料装置及控制方法与流程
本发明涉及粉体物料配置输送设备领域,尤其涉及一种塑料母粒专用自动精准配料装置及控制方法。
背景技术:
1、塑料母粒由树脂载体与一种或多种颜料、填充料或塑料助剂经分散和加工塑化等工艺制作而成。生产塑料母粒用的各种组分多为粉体物料,在塑料母粒加工塑化前需要将各种粉体物料充分搅拌均匀,之后再将搅拌均匀的多种粉体物料输送到塑化机内进行塑料母粒塑化作业。其中,粉体物料包括碳酸钙、滑石粉、高岭土、硅灰石、粉煤灰、酞青绿和树脂等。目前塑料母粒生产工艺多采用粉体物料人工称重、粉体物料人工投加以及粉体物料自动混合搅拌的半自动化生产工艺,由于粉体物料需要人工称重与投加,因此塑料母粒的各种组分实际配比难以精准控制且塑料母粒生产速度受限,同时在生产过程中容易粉尘飞扬,对工人身体健康造成影响。
2、因此,如何提供一种结构简单的塑料母粒专用自动精准配料装置,以及操作简便的控制方法,以实现粉体物料的自动精准计量配料,提高塑料母粒生产效率和生产过程安全性能,成为本领域技术人员亟待解决的难题。
技术实现思路
1、本发明的目的是提供一种塑料母粒专用自动精准配料装置及控制方法,解决现有塑料母粒生产工艺配料精度低、生产效率低以及生产环境差的问题。
2、为解决上述技术问题,本发明采用如下技术方案:
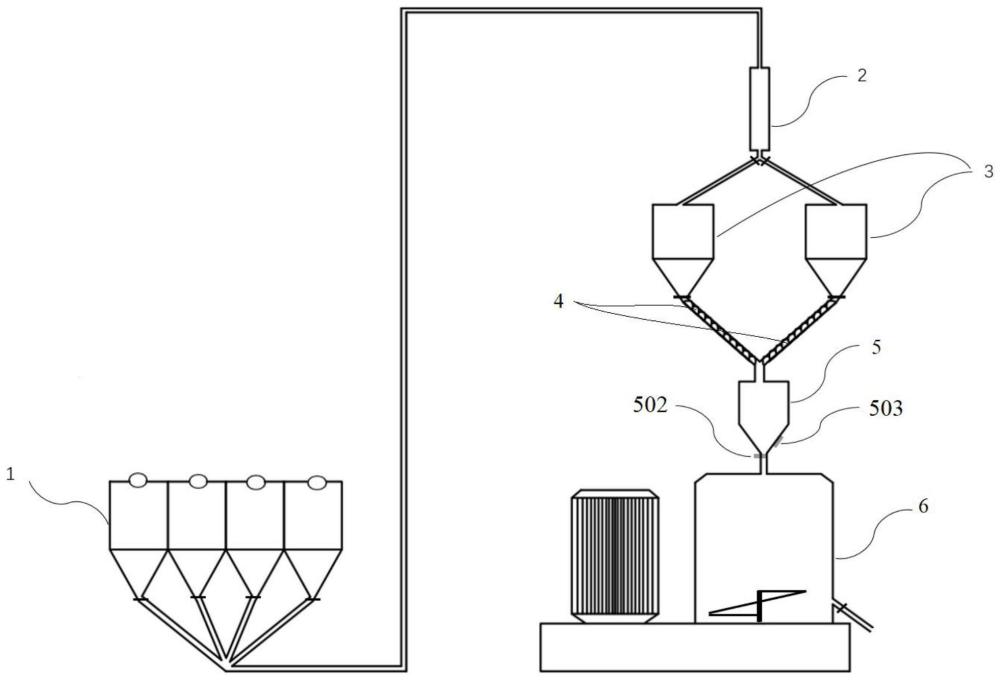
3、本发明提供一种塑料母粒专用自动精准配料装置,包括依次连通的给料仓、真空上料机、计量仓、螺旋给料机、配料仓和搅拌仓;所述配料仓的内部设置有第一称重传感器和第二称重传感器,所述配料仓的出料口上设置有第五气动挡板阀,所述第一称重传感器、第二称重传感器和所述第五气动挡板阀均与所述中央控制器电连接。
4、优选的,所述给料仓的仓盖可拆卸安装在所述给料仓的仓体上,所述仓盖与所述仓体的连接处设置有密封圈;
5、所述仓盖的中心部位设置有物料进料口,所述物料进料口处安装有第一气动挡板阀,所述第一气动挡板阀的阀瓣上设置有超滤膜,所述第一气动挡板阀与所述中央控制器电连接;所述仓盖上还设置有第一喷气孔,所述第一喷气孔设置有多个且均布在所述物料进料口的两侧;
6、所述给料仓的出料口处设置有第二气动挡板阀,所述第二气动挡板阀与所述中央控制器电连接;所述给料仓设置有多个且每个仓内放置有一种粉体物料,多个所述给料仓的出料口通过多条管道与所述真空上料机连通。
7、优选的,所述真空上料机包括真空泵和真空料斗,所述真空泵安装在所述真空料斗的顶部且与所述真空料斗相连通,所述真空泵与所述中央控制器电连接;所述真空料斗的侧壁上连通有吸料管,所述吸料管的另一端与所述给料仓的出料口相连通;所述真空料斗的底部通过倒y型出料管与所述计量仓连通,所述倒y型出料管的两个支管上分别安装有第三气动挡板阀和第四气动挡板阀,所述第三气动挡板阀和第四气动挡板阀均与所述中央控制器电连接。
8、优选的,所述计量仓的侧壁上安装有料位计,所述计量仓的内部底壁上安装有压磁测力计,所述料位计、压磁测力计均与所述中央控制器通讯连接;所述计量仓的出料口上安装有电动阀门,所述电动阀门与所述中央控制器电连接;
9、所述计量仓的顶部中心处设置有进料口,所述计量仓的顶部设置有第二喷气孔,所述第二喷气孔设置有多个且均布在所述计量仓的进料口两侧;
10、所述计量仓设置有两个,分别为第一计量仓和第二计量仓,所述第一计量仓的进料口与所述倒y型出料管中的一条支管相连通,所述第二计量仓的进料口与所述倒y型出料管中的另一条支管相连通。
11、优选的,所述螺旋给料机包括第一螺旋给料机和第二螺旋给料机,所述第一螺旋给料机和第二螺旋给料机均与所述中央控制器电连接;所述第一螺旋给料机的进料口与所述第一计量仓的出料口相连通,所述第二螺旋给料机的进料口与所述第二计量仓的出料口相连通;所述第一螺旋给料机的出料口与所述第二螺旋给料机的出料口设置在一起且均连通于所述配料仓的进料口。
12、优选的,所述配料仓的顶部中心位置处设置有进料口,所述配料仓的顶部设置有第三喷气孔,所述第三喷气孔设置有多个且均布在所述配料仓的进料口两侧,所述第三喷气孔的喷气方向倾斜于所述配料仓的侧壁方向;所述配料仓的底部设置有锥形仓壁,所述锥形仓壁的内壁上安装有第一称重传感器和第二称重传感器,所述第一称重传感器和第二称重传感器与所述中央控制器通讯连接;所述锥形仓壁的底部设置有出料口,所述锥形仓壁的出料口上安装有第五气动挡板阀,所述第五气动挡板阀与所述中央控制器电连接。
13、优选的,所述搅拌仓的内部底端中心位置设置有搅拌桨,所述搅拌仓的外部设置有搅拌电机,所述搅拌桨与所述搅拌电机传动连接,所述搅拌电机与所述中央控制器电连接;所述搅拌仓的侧壁底部设置有物料出料口,所述物料出料口上安装有卸料阀,所述卸料阀与所述中央控制器电连接;所述搅拌仓的内部侧壁上安装有多个折流板。
14、优选的,所述物料出料口与所述搅拌仓的侧壁形成的夹角的角度范围值为30°-60°。
15、本发明还提供一种塑料母粒专用自动精准配料装置的控制方法,所述控制方法包括以下步骤:
16、s1:粉体物料放置作业,利用中央控制器控制所述给料仓上进料口处的第一气动挡板阀打开,然后将制备塑料母粒用的多种粉体物料分别放入各个对应的给料仓内,再利用所述中央控制器控制所述第一气动挡板阀关闭;
17、s2:粉体物料负压上料作业,根据塑料母粒的配方设计需要,利用中央控制器分别控制不同的给料仓上的出料口处的第二气动挡板阀打开,同时控制所述真空上料机上的真空泵进行吸气作业;设置所述真空泵的吸气作业时间为预设时间a,所述真空泵结束吸气作业后,控制所述第二气动挡板阀关闭;所述真空泵进行吸气作业时,所述给料仓内的粉体物料通过吸料管被所述真空泵吸入到真空料斗内;
18、s3:粉体物料反吹作业,中央控制器控制所述真空泵进行吹气作业,同时控制真空上料机出料口处的第三气动挡板阀或第四气动挡板阀打开;所述真空泵进行吹气作业时,所述真空料斗的粉体物料通过第三气动挡板阀或第四气动挡板阀进入第一计量仓内或第二计量仓内;
19、s4:粉体物料计量作业,所述计量仓的内部底壁处的压磁测力计实时监测所述计量仓内的粉体物料的重量,得到第一粉体物料重量数据,并将所监测到的第一粉体物料重量数据实时传递给所述中央控制器,所述中央控制器将第一粉体物料重量数据与预设值b进行比较,若所述第一粉体物料重量数据大于所述预设值b,则控制计量仓底部出料口处的电动阀门打开,若所述第一粉体物料重量小于或等于所述预设值b,则控制所述电动阀门关闭;
20、s5:粉体物料输送作业,中央控制器控制所述螺旋给料机进行粉体物料输送作业,所述螺旋给料机工作期间,计量仓的粉体物料被所述螺旋给料机稳流输送到所述配料仓内,所述螺旋给料机的粉体物料输送速度可调;
21、s6:粉体物料配料作业,第一称重传感器实时监测所述配料仓内的粉体物料的重量,得到第二粉体物料重量数据,并将所监测到粉体物料重量数据传递给所述中央控制器;所述中央控制器将所述第二粉体物料重量数据与预设值c进行比较,若所述第二粉体物料重量数据小于所述预设值c,则控制第一螺旋给料机或第二螺旋给料机继续进行粉体物料输送作业,同时控制所述配料仓的出料口处的第五气动挡板阀关闭,若所述第二粉体物料重量数据等于所述预设值c,则控制所述第一螺旋给料机或第二螺旋给料机停止粉体物料输送作业,同时控制所述第五气动挡板阀打开;所述预设值c设置有多个;
22、s7:粉体物料搅拌作业,粉体物料配料作业完毕后,中央控制器控制所述搅拌仓的出料口处的卸料阀关闭,同时控制所述搅拌仓外部的搅拌电机工作,所述搅拌电机工作带动所述搅拌仓内部的搅拌桨旋转,所述搅拌桨旋转一段时间后使得所述搅拌仓内的粉体物料搅拌均匀,之后中央控制器控制所述搅拌仓的出料口出的卸料阀打开,使搅拌均匀的粉体物料通过物料出料口离开所述搅拌仓。
23、优选的,所述控制方法还包括装置清洗作业,当粉体物料搅拌作业完毕后,通过第一喷气孔、第二喷气孔和第三喷气孔向所述给料仓、计量仓和配料仓的内部进行喷气,使装置内部残留的粉体物料被吹入到搅拌仓内,进而通过搅拌仓上的物料出料口离开所述塑料母粒专用自动精准配料装置。
24、与现有技术相比,本发明的有益技术效果:
25、本发明提供一种一种塑料母粒专用自动精准配料装置及控制方法,其中装置包括依次连通的给料仓、真空上料机、计量仓、螺旋给料机、配料仓和搅拌仓;所述配料仓的内部设置有第一称重传感器和第二称重传感器,所述配料仓的出料口上设置有第五气动挡板阀,所述第一称重传感器和第二称重传感器与中央控制器通讯连接,所述第五气动挡板阀与所述中央控制器电连接。
26、1)本发明装置简单,易于操作和进一步改造升级;
27、2)本发明利用中央控制器控制粉体物料输送,且在输送前不需要人工配料,而是由配料仓自动配料,提高了塑料母粒的生产速度,同时提高了塑料母粒的配料精度;
28、3)粉体物料在给料仓、真空上料机、计量仓、螺旋给料机、配料仓和搅拌仓的仓室内输送时,并不会发生粉尘飞扬的情况,有效改善了工作人员的工作环境,同时提高了生产工艺的安全性。
- 还没有人留言评论。精彩留言会获得点赞!