一种空气弹簧皮囊的生产工艺的制作方法
本发明涉及汽车橡胶管路类零部件,尤其涉及一种空气弹簧皮囊的生产工艺。
背景技术:
1、随着汽车工业和交通运输业的高速发展,人们对汽车的乘坐舒适性和平稳性等有了更好的要求。橡胶空气弹簧作为一种利用空气压缩弹性进行工作的柔性弹性密闭容器件,在汽车的减震、缓冲和高频隔震方面有着不可替代的作用。因此对于空气弹簧的生产制作非常重要,尤其是空气弹簧的皮囊制作,目前普通皮囊生产工艺包含胶片生产设备、胶布生产设备、胶片裁断设备、胶布裁断设备、囊皮成型设备等设备,此生产工艺对设备需要求量大。普通工艺设备繁多,造成设备之间存在单独工序现象,设备之间的周转人力、物力、时间、场地投入都比较庞大。且普通皮囊生产工艺存在胶片接缝,胶布接缝,导致出现搭接处壁厚均匀超差,接缝处刚度强,耐疲劳较低对产品质量大打折扣,缩短了皮囊的使用寿命,进而影响了整个空气弹簧的使用寿命。
技术实现思路
1、为解决背景技术中存在的技术问题,本发明提出一种空气弹簧皮囊的生产工艺。
2、本发明提出的一种空气弹簧皮囊的生产工艺,包括以下步骤:
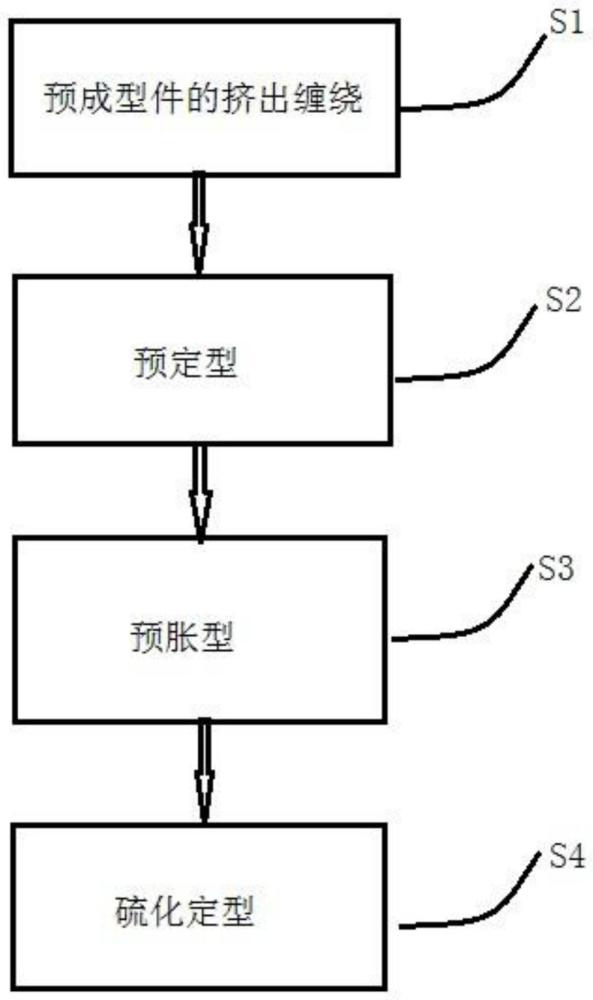
3、s1,预成型件的挤出缠绕,通过挤出机挤出形成胶层后再通过缠绕设备进行帘线的缠绕作业,挤出胶层和缠绕帘线交替进行,以此循环往复,直至到达预定的层数形成预成型皮囊件;
4、s2,预定型,步骤s1中形成的预成型皮囊件进入预定型设备内进行初步定型;
5、s3,预胀型;步骤s2中初步定型后的预成型皮囊件进行裁切后转运至预胀型设备进行成型皮囊件的轮廓形成;
6、s4,硫化定型,形成大体轮廓后的成型皮囊件放入硫化设备内进行成型皮囊件制作。
7、优选地,所述步骤s1中:所述挤出机的机头部分包括芯棒和特定形状的口模,所述芯棒穿过所述口模时胶料在所述口模的挤压过程中覆盖在所述芯棒之上,形成第一层胶层,在第一层胶层形成后进入缠绕设备进行第一层帘线的缠绕作业,第一层帘线缠绕作业后循环第一层胶料覆盖作业达到第二层胶层的形成,在第二层胶层形成后进入缠绕设备进行第二层帘线的缠绕作业,以此循环往复,所述芯棒进入挤出机的口模后进入缠绕设备,直至到达预定的层数。
8、优选地,所述步骤s2和步骤s3之间还包括:预定型结束后,进行所述预成型皮囊件与所述芯棒的脱离。
9、优选地,所述芯棒设为金属材质。
10、优选地,所述步骤s4中,形成大体轮廓后的成型皮囊件进入硫化设备利用型腔模具进行硫化,利用型腔模具的形状来形成皮囊成型件的外径及整体形状,且内部使用特制内腔进行填充挤压,在温度、压力、时间共同作用下使其胶料产生交联反应。
11、优选地,所述帘线缠绕的均匀度由缠绕设备的特制模具进行控制。
12、综上所述,本发明具有以下有益效果:首先是预成型件的基础缠绕工艺,通过挤出机挤出形成胶层后再通过缠绕设备进行帘线的缠绕作业,挤出胶层和缠绕帘线交替进行,以此循环往复,直至到达预定的层数形成预成型皮囊件;然后是硫化定型工艺,包括预定型、预胀型和硫化定型。如此,主要利用挤出后皮囊在芯棒上,芯棒为金属材质,使用预定型设备(高温设备)对预成型皮囊件进行第一次预定型操作,上述动作对挤出后的壁厚均匀性、帘线均匀性起到定型作用,防止在后续硫化定型的扩径过程中造成壁厚、帘线的不定量变化。延长了皮囊的使用寿命和整个空气弹簧的使用寿命。
13、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种空气弹簧皮囊的生产工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述空气弹簧皮囊的生产工艺,其特征在于,所述步骤s1中:所述挤出机的机头部分包括芯棒和特定形状的口模,所述芯棒穿过所述口模时胶料在所述口模的挤压过程中覆盖在所述芯棒之上,形成第一层胶层,在第一层胶层形成后进入缠绕设备进行第一层帘线的缠绕作业,第一层帘线缠绕作业后循环第一层胶料覆盖作业达到第二层胶层的形成,在第二层胶层形成后进入缠绕设备进行第二层帘线的缠绕作业,以此循环往复,所述芯棒进入挤出机的口模后进入缠绕设备,直至到达预定的层数。
3.根据权利要求2所述空气弹簧皮囊的生产工艺,其特征在于,所述步骤s2和步骤s3之间还包括:预定型结束后,进行所述预成型皮囊件与所述芯棒的脱离。
4.根据权利要求2所述空气弹簧皮囊的生产工艺,其特征在于,所述芯棒设为金属材质。
5.根据权利要求1所述空气弹簧皮囊的生产工艺,其特征在于,所述步骤s4中,形成大体轮廓后的成型皮囊件进入硫化设备利用型腔模具进行硫化,利用型腔模具的形状来形成皮囊成型件的外径及整体形状,且内部使用特制内腔进行填充挤压,在温度、压力、时间共同作用下使其胶料产生交联反应。
6.根据权利要求2所述空气弹簧皮囊的生产工艺,其特征在于,所述帘线缠绕的均匀度由缠绕设备的特制模具进行控制。
技术总结
本发明公开了一种空气弹簧皮囊的生产工艺,首先是预成型件的基础缠绕工艺,通过挤出机挤出形成胶层后再通过缠绕设备进行帘线的缠绕作业,挤出胶层和缠绕帘线交替进行,以此循环往复,直至到达预定的层数形成预成型皮囊件;然后是硫化定型工艺,包括预定型、预胀型和硫化定型。如此,主要利用挤出后皮囊在芯棒上,芯棒为金属材质,使用预定型设备(高温设备)对预成型皮囊件进行第一次预定型操作,上述动作对挤出后的壁厚均匀性、帘线均匀性起到定型作用,防止在后续硫化定型的扩径过程中造成壁厚、帘线的不定量变化。延长了皮囊的使用寿命和整个空气弹簧的使用寿命。
技术研发人员:朱正义,宋健,王云柏
受保护的技术使用者:上海鼎瑜智能科技有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!