一种采用浇注形式制作设备与基座之间调整垫片的方法与流程
本发明涉及机械领域的装配,特别是涉及一种采用浇注形式制作设备与基座之间调整垫片的方法。
背景技术:
1、长期以来,为保证机械设备安装精度,传统方式是在设备定位完成后,通过测量机脚到基座之间的间隙,根据间隙值制作相应的钢制调整垫片,传统方式制作误差~0.1mm。由于无法保证机脚安装面与基座面板之间完全平行,当接触区域较大时,调整垫片中间位置的尺寸难以精准测量,同时钢制调整垫片制作周期长,影响设备安装效率。
2、以船舶建造领域的主机及轴系装配为例,由于系统的特殊性,装配精度要求高,且大多数场景下,主汽轮机与齿轮机的安装空间更为紧凑,传统钢制调整垫片厚度测量及制作周期更长。
3、包括cn112556540a《一种设备与基座之间调整垫片的制作方法》、cn112611296a《一种测量设备与设备之间调整垫片厚度的装置》都提出了不同的钢制调整垫片制作过程中的测量、制作方法,但在狭窄区域内,空间受限,不便于实施。
4、由于材料科学的发展,本发明中采用满足设备正常使用强度的浇注形式调整垫片对钢制调整垫片进行了替代,在狭窄区域内也能完成施工,即能提高设备安装效率,还能保证高精度装配。
技术实现思路
1、为了能够解决现有技术中存在的不足,针对设备与基座之间调整垫片制作的问题,本发明提供了一种采用浇注形式制作设备与基座之间调整垫片的方法。该方法通过采用浇注形式制作调整垫片,保证设备高精度装配,解决设备与基座之间调整垫片制作的技术问题。
2、本发明解决技术问题所采用的方案是:
3、一种采用浇注形式制作设备与基座之间调整垫片的方法,对机脚及基座浇注面清洁后,将机脚螺栓孔封堵,同时在机脚周围制作海绵围框,设备侧面区域粘贴多层海绵围框作为浇注口,海绵围框与多层海绵围框合围形成封闭的模框作为浇注区域,对浇注区域进行预热处理后,在模框内喷涂脱模剂,进行试样浇注,固化后检测垫片硬度,硬度合格后完成浇注调整垫片制作。
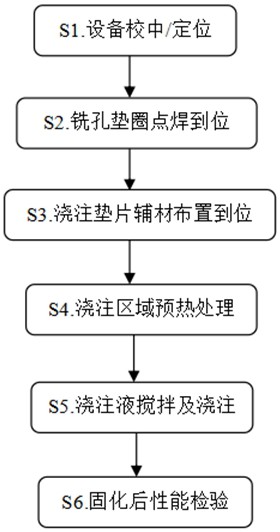
4、包括以下步骤:
5、s1.设备校中/定位完成;
6、s2.铣孔垫圈点焊到位;
7、s3.浇注垫片辅材布置到位;
8、s4.浇注区域预热处理;
9、s5.浇注液搅拌及浇注;
10、s6.固化后性能检验。
11、积极效果:
12、1.设备装配效率高。与传统钢制调整垫片制作相比,设备无需反复拆装及校中定位,一次调整到位后,直接进行浇注,且省去钢制调整垫片测量及精加工时间,大幅度提高设备装配效率。
13、2.解决狭窄区域内设备安装问题。针对大型设备在狭窄区域内安装无调整垫片测量及安装空间的问题,采用浇注形式制作调整垫片是一种高效的解决方案。
14、3.设备装配精度高。与现行的调整垫片制作方式相比,均采用钢制调整垫片的形式,根据现场施工经验,钢制调整垫片的装配精度~0.1mm,而浇注形式制作调整垫片的精度更高,能达到~0.01mm,能实现大型设备的高精度装配。
15、4.操作简单。操作人员在较短的时间内能掌握其操作要领。
16、适宜作为一种采用浇注形式制作设备与基座之间调整垫片的方法应用。
技术特征:
1.一种采用浇注形式制作设备与基座之间调整垫片的方法,其特征是:
2.根据权利要求1所述的一种采用浇注形式制作设备与基座之间调整垫片的方法,其特征是:
3.根据权利要求1所述的一种采用浇注形式制作设备与基座之间调整垫片的方法,其特征是:
4.根据权利要求1所述的一种采用浇注形式制作设备与基座之间调整垫片的方法,其特征是:
5.根据权利要求1所述的一种采用浇注形式制作设备与基座之间调整垫片的方法,其特征是:
6.根据权利要求1所述的一种采用浇注形式制作设备与基座之间调整垫片的方法,其特征是:
7.根据权利要求1所述的一种采用浇注形式制作设备与基座之间调整垫片的方法,其特征是:
技术总结
本发明提出的是机械领域的一种采用浇注形式制作设备与基座之间调整垫片的方法。对机脚及基座浇注面清洁后,将机脚紧配螺栓孔封堵,同时在机脚周围制作海绵围框,设备侧面区域粘贴多层海绵围框作为浇注口,海绵围框与多层海绵围框合围形成封闭的模框作为浇注区域,对浇注区域进行预热处理后,在模框内喷涂脱模剂,进行试样浇注,固化后检测垫片硬度,硬度合格后完成浇注调整垫片制作。包括以下步骤:S1.设备校中/定位完成;S2.铣孔垫圈点焊到位;S3.浇注垫片辅材布置到位;S4.浇注区域预热处理;S5.浇注液搅拌及浇注;S6.固化后性能检验。适宜作为一种采用浇注形式制作设备与基座之间调整垫片的方法应用。
技术研发人员:万志炜,崔赫,蒲超,周晓旭,刘志宇,线野
受保护的技术使用者:中国船舶集团渤海造船有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!