一种高精度温控式自动微调结构的制作方法
本发明涉及一种高精度温控式自动微调结构,主要应用在高精度自动模头,尤其是电池隔膜、双向拉伸等自动调节模头。
背景技术:
1、自动调节模头对模唇开口的调节精度要求非常高,细微的调节都会影响产品的质量,常见的模头微调自动调节结构多是依靠控制自动微调加热管电压的方式控制加热功率来达到自动调节的目的,不足以满足自动调节模头的高精度要求。
技术实现思路
1、针对上述问题,本发明旨在提高一种高精度温控式自动微调结构,其结构新颖,通过膨胀杆自身温度信号来控制功率,达到更高精度调节的目的,同时采用模块化设计满足不同宽幅的调节需求。
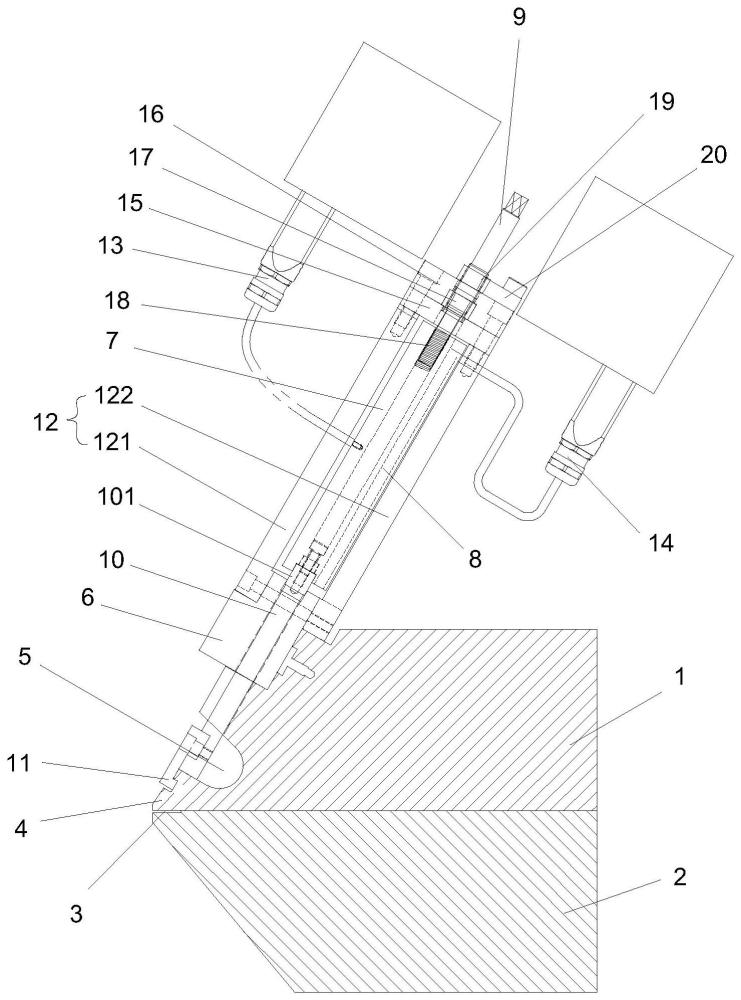
2、本发明的技术方案是一种高精度温控式自动微调结构,包括上模和下模,两者前端部之间设置有模唇开口,所述上模前端设置有上模唇和微调槽,所述上模顶面设置有微调座,所述微调座内沿上模幅宽方向均布设置有一系列的膨胀杆,所述膨胀杆内部设置有加热管,所述膨胀杆后端螺纹连接有微调螺杆,所述膨胀杆前端连接有推拉杆,所述推拉杆穿过微调槽后连接有微调拉钩,所述微调拉钩卡接在上模唇的横向凹槽内,所述微调座后端连接有支撑块,所述膨胀杆设置在支撑块内,每一根膨胀杆上均独立设置有温度传感器,所述温度传感器将温度信号反馈传递给接插件精确控制每一根加热管的温度。
3、优选的,所述微调座的数量为多个,沿上模幅宽方向紧密排布,每个微调座上设置有4个或者3个膨胀杆,所述支撑块包括连接在微调座前侧顶部的外侧支撑块和连接在微调座后侧顶部的内侧支撑块,所述外侧支撑块和内侧支撑块通过螺钉锁在微调座上固定。
4、优选的,所述外侧支撑块和内侧支撑块后端连接有微调垫块和微调压块,所述微调垫块和微调压块之间固定设置有微调螺母,所述膨胀杆后端设置有内孔,内孔中固定连接有螺纹镶套,所述微调螺杆穿过微调压块内孔后连接在微调螺母的螺纹孔内且前端穿过微调垫块内孔后螺纹连接在螺纹镶套内,所述微调螺杆前段和后段两者螺纹的螺距不同,其中后段的螺距大于前段的螺距,微调螺杆后段螺纹与微调螺母啮合,微调螺杆前段螺纹与螺纹镶套啮合。
5、优选的,所述膨胀杆后端的内孔为螺纹孔,所述螺纹镶套螺纹连接在该螺纹孔并固定。
6、优选的,所述微调压块后端外侧还设置有固定螺母和自锁块,所述固定螺母螺纹连接在微调螺杆上,所述自锁块卡合在固定螺母外侧限制固定螺母转动。
7、优选的,所述推拉杆顶部设置有方形定位头,所述微调座顶部对应设置有与方形定位头卡合限位的矩形槽,所述膨胀杆底部对应设置有与方形定位头卡合限位的矩形槽,所述方形定位头下部卡在微调座顶部的矩形槽内防止转动,所述方形定位头上部卡在膨胀杆底部的矩形槽内防止转动。
8、本发明通过温控自动调节功能,温度信号能实时反馈调节,精度高;整体结构方便拆卸;微调模块化,可以4个一组或3个一组,方便接插件的安装和拆卸;各部件安装、维护方便。
技术特征:
1.一种高精度温控式自动微调结构,包括上模(1)和下模(2),两者前端部之间设置有模唇开口(3),所述上模(1)前端设置有上模唇(4)和微调槽(5),所述上模(1)顶面设置有微调座(6),所述微调座(6)内沿上模(1)幅宽方向均布设置有一系列的膨胀杆(7),所述膨胀杆(7)内部设置有加热管(8),所述膨胀杆(7)后端螺纹连接有微调螺杆(9),所述膨胀杆(7)前端连接有推拉杆(10),所述推拉杆(10)穿过微调槽(5)后连接有微调拉钩(11),所述微调拉钩(11)卡接在上模唇(4)的横向凹槽内,其特征在于:所述微调座(6)后端连接有支撑块(12),所述膨胀杆(7)设置在支撑块(12)内,每一根膨胀杆(7)上均独立设置有温度传感器(13),所述温度传感器(13)将温度信号反馈传递给接插件(14)精确控制每一根加热管(8)的温度。
2.根据权利要求1所述的一种高精度温控式自动微调结构,其特征在于:所述微调座(6)的数量为多个,沿上模(1)幅宽方向紧密排布,每个微调座(6)上设置有4个或者3个膨胀杆(7),所述支撑块(12)包括连接在微调座(6)前侧顶部的外侧支撑块(121)和连接在微调座(6)后侧顶部的内侧支撑块(122),所述外侧支撑块(121)和内侧支撑块(122)通过螺钉锁在微调座(6)上固定。
3.根据权利要求2所述的一种高精度温控式自动微调结构,其特征在于:所述外侧支撑块(121)和内侧支撑块(122)后端连接有微调垫块(15)和微调压块(16),所述微调垫块(15)和微调压块(16)之间固定设置有微调螺母(17),所述膨胀杆(7)后端设置有内孔,内孔中固定连接有螺纹镶套(18),所述微调螺杆(9)穿过微调压块(16)内孔后连接在微调螺母(17)的螺纹孔内且前端穿过微调垫块(15)内孔后螺纹连接在螺纹镶套(18)内,所述微调螺杆(9)前段和后段两者螺纹的螺距不同,其中后段的螺距大于前段的螺距,微调螺杆(9)后段螺纹与微调螺母(17)啮合,微调螺杆(9)前段螺纹与螺纹镶套(18)啮合。
4.根据权利要求3所述的一种高精度温控式自动微调结构,其特征在于:所述膨胀杆(7)后端的内孔为螺纹孔,所述螺纹镶套(18)螺纹连接在该螺纹孔并固定。
5.根据权利要求3所述的一种高精度温控式自动微调结构,其特征在于:所述微调压块(16)后端外侧还设置有固定螺母(19)和自锁块(20),所述固定螺母(19)螺纹连接在微调螺杆(9)上,所述自锁块(20)卡合在固定螺母(19)外侧限制固定螺母(19)转动。
6.根据权利要求1所述的一种高精度温控式自动微调结构,其特征在于:所述推拉杆(10)顶部设置有方形定位头(101),所述微调座(6)顶部对应设置有与方形定位头(101)卡合限位的矩形槽,所述膨胀杆(7)底部对应设置有与方形定位头(101)卡合限位的矩形槽,所述方形定位头(101)下部卡在微调座(6)顶部的矩形槽内防止转动,所述方形定位头(101)上部卡在膨胀杆(7)底部的矩形槽内防止转动。
技术总结
本发明的技术方案是一种高精度温控式自动微调结构,包括上模和下模,两者前端部之间设置有模唇开口,所述上模前端设置有上模唇和微调槽,上模顶面设置有微调座,微调座内沿上模幅宽方向均布设置有一系列的膨胀杆,膨胀杆内部设置有加热管,膨胀杆后端螺纹连接有微调螺杆,所述膨胀杆前端连接有推拉杆,所述推拉杆穿过微调槽后连接有微调拉钩,所述微调拉钩卡接在上模唇的横向凹槽内,所述微调座后端连接有支撑块,所述膨胀杆设置在支撑块内,每一根膨胀杆上均独立设置有温度传感器,所述温度传感器将温度信号反馈传递给接插件精确控制每一根加热管的温度。本发明能精确实时控制加热管的温度,确保膨胀杆的实际伸缩长度的准确性。
技术研发人员:梁斌,戴伟超,柳培贺
受保护的技术使用者:浙江精诚模具机械有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!