一种双色的注塑成型模具的制作方法
本发明涉及注塑成型模具,具体为一种双色的注塑成型模具。
背景技术:
1、注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法,注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域,所谓双色注塑,顾名思意,就是一种由两种塑料熔体,或者同种塑料、但不同颜色的两种熔体注塑成型形成一种制品,使制品的表、里由“不同”塑胶组成。主要用于满足产品性能、外观、手感等要求,是一种市场潜力很大、新型技术成型方法。
2、现有的双色塑胶制品的成型需要使用两个模具,分两次成型再粘合在一起,操作过程繁琐并且两组模具结合的不牢固,实用性较低。
技术实现思路
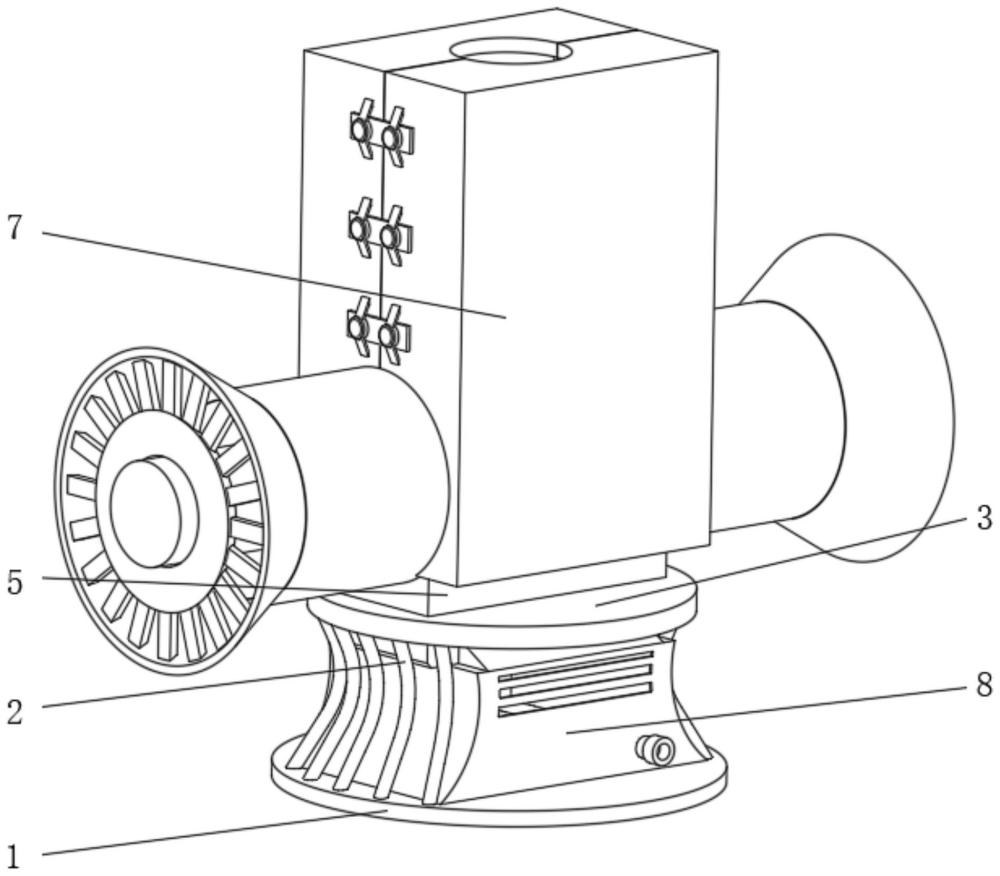
1、为解决上述技术问题,本发明提供:一种双色的注塑成型模具,包括固定底座,该固定底座具有圆形板状结构,以及设置在所述固定底座顶部的弧形支撑杆,所述弧形支撑杆与固定底座固定连接,所述弧形支撑杆远离固定底座的一端固定连接有支撑定位板,所述支撑定位板上位于中心位置开设有放置口,所述放置口的内壁固定连接有注塑底模,所述注塑底模的顶部开设有第一成型凹槽;
2、切换装置,通过切换装置将不同的材料注塑到不同的位置,所述切换装置设置在注塑底模的顶部,不仅可以对双色材料进行注塑,也能够对单色的材质进行注塑,有效提高装置的实用性;
3、冷却取模装置,该冷却取模装置用于对成型后的模具进行冷却和脱离,所述冷却取模装置设置在固定底座的顶部。
4、优选的,所述弧形支撑杆设置有多组并且对称分布在固定底座上,所述冷却取模装置位于固定底座和支撑定位板之间,所述注塑底模的顶部延伸至支撑定位板的上方。
5、优选的,所述切换装置包括延伸套筒,所述延伸套筒的外侧套设有密封外壳,所述密封外壳设置有两组,两组所述密封外壳之间通过密封卡扣固定连接,所述密封外壳的顶部开设有注塑孔,所述延伸套筒远离密封外壳的一侧连通有扩展套筒,所述扩展套筒的内壁通过支架固定连接有固定橡胶板,所述固定橡胶板的内壁固定连接有电动伸缩杆,所述电动伸缩杆的活动端固定连接有组装模具,所述组装模具远离电动伸缩杆的一端开设有第二成型凹槽,所述密封外壳的内部固定连接有进料装置,控制进料装置在密封外壳内的位置,使进料装置的底部与第一成型凹槽的顶部接触,让进料装置的底部覆盖在第一成型凹槽上,此时将注塑机的出料管伸入注塑孔内,并通过进料装置将第一种材料注入至第一成型凹槽内,即可在第一成型凹槽内形成第一种颜色及材质的模具,随后控制进料装置滑动至初始位置,并开启电动伸缩杆,通过电动伸缩杆的伸长推动组装模具在延伸套筒内滑动,随着组装模具的滑动,两组组装模具逐步靠近并接触顶紧在一起,两组组装模具上的第二成型凹槽即可形成闭合空腔,此时控制进料装置进行滑动,使进料装置下降至组装模具的顶部,并通过进料装置将第二种材料灌入第二成型凹槽内,即可在第二成型凹槽内形成第二种颜色及材质的模具,并且第二种颜色及材质的模具在形成时与第一种颜色及材质的模具紧密接触,能够在第一组模具的基础上继续注塑第二组模具,使两组模具结合的更加牢固,有效避免两个塑胶层的剥离。
6、优选的,所述密封外壳靠近延伸套筒的位置安装有密封垫,所述延伸套筒的外侧靠近底部的位置与注塑底模的顶部固定连接,所述延伸套筒设置有两组并且对称分布在注塑底模的两侧。
7、优选的,所述电动伸缩杆贯穿固定橡胶板并延伸至延伸套筒的内部,所述组装模具的底部延伸至注塑底模的顶部并与注塑底模的顶部滑动连接。
8、优选的,所述进料装置包括液压伸缩杆,所述液压伸缩杆的活动端固定连接有进料滑块,所述进料滑块上开设有进料孔,所述进料滑块的内部开设有环形凹槽,所述进料滑块的外壁固定连接有保温隔板,所述环形凹槽的内壁固定连接有电加热丝,开启液压伸缩杆推动进料滑块移动,可控制进料滑块滑动至第一成型凹槽上,也可控制进料滑块滑动至组装模具上,当注塑机的出料管伸入注塑孔内,随后开启电加热丝对进料孔的内壁进行加热,即可对经过的材料进行加热及保温,降低塑胶溶液在流动过程中的热量损失,让两种材料能够充分熔合在一起。
9、优选的,所述液压伸缩杆的顶部与密封外壳的内壁固定连接,所述进料孔与注塑孔对应,所述进料滑块位于第一成型凹槽的正上方并与第一成型凹槽相互适配。
10、优选的,所述环形凹槽的内壁靠近进料孔的位置安装有金属导热片,所述保温隔板设置有两组并且对称分布在进料滑块的两侧,所述液压伸缩杆设置有两组并且对称分布在进料滑块的顶部两侧。
11、优选的,所述冷却取模装置包括冷却风箱,所述冷却风箱的一侧开设有排风口,所述冷却风箱的内壁安装有冷却水管,所述冷却水管的一端连通有进水泵,所述冷却风箱的内部设置有导热片,所述冷却风箱远离排风口的一侧连通有进风框,所述进风框远离冷却风箱的一端连通有抽气泵,开启进水泵将外部冷却液抽至冷却水管内,随后开启抽气泵将外部空气从进风框抽至冷却风箱内,冷却水管内的冷却液对进入的气体进行降温,并将降温后的气体吹向导热片,导热片通过传导对第一成型凹槽进行冷却,使靠近第一成型凹槽内壁的已成型模具可以与第一成型凹槽内壁脱离,随即通过开启密封卡扣可将两组密封外壳拆开,方便取出已成型的模具。
12、优选的,所述冷却风箱的顶部设置为开口状,所述冷却风箱的底部与固定底座的顶部固定连接,所述注塑底模的底部延伸至冷却风箱的内部并与冷却风箱固定连接,所述排风口开设有多组,所述冷却水管的两端均贯穿冷却风箱,所述导热片的顶部与注塑底模的底部固定连接,所述抽气泵与进水泵均安装在冷却风箱的外壁上。
13、本发明提供了一种双色的注塑成型模具。具备以下有益效果:
14、1、该一种双色的注塑成型模具,通过切换装置和进料装置的安装,控制进料装置在密封外壳内的位置,使进料装置的底部与第一成型凹槽的顶部接触,让进料装置的底部覆盖在第一成型凹槽上,此时将注塑机的出料管伸入注塑孔内,并通过进料装置将第一种材料注入至第一成型凹槽内,即可在第一成型凹槽内形成第一种颜色及材质的模具,随后控制进料装置滑动至初始位置,并开启电动伸缩杆,通过电动伸缩杆的伸长推动组装模具在延伸套筒内滑动,随着组装模具的滑动,两组组装模具逐步靠近并接触顶紧在一起,两组组装模具上的第二成型凹槽即可形成闭合空腔,此时控制进料装置进行滑动,使进料装置下降至组装模具的顶部,并通过进料装置将第二种材料灌入第二成型凹槽内,即可在第二成型凹槽内形成第二种颜色及材质的模具,并且第二种颜色及材质的模具在形成时与第一种颜色及材质的模具紧密接触,能够在第一组模具的基础上继续注塑第二组模具,使两组模具结合的更加牢固,有效避免两个塑胶层的剥离。
15、2、该一种双色的注塑成型模具,通过切换装置的安装,控制进料装置的位置让进料装置的底部覆盖在第一成型凹槽上,即可对第一成型凹槽进行注塑,不仅可以对双色材料进行注塑,也能够对单色的材质进行注塑,有效提高装置的实用性。
16、3、该一种双色的注塑成型模具,通过进料装置的安装,开启液压伸缩杆推动进料滑块移动,可控制进料滑块滑动至第一成型凹槽上,也可控制进料滑块滑动至组装模具上,当注塑机的出料管伸入注塑孔内,随后开启电加热丝对进料孔的内壁进行加热,即可对经过的材料进行加热及保温,降低塑胶溶液在流动过程中的热量损失,让两种材料能够充分熔合在一起。
17、4、该一种双色的注塑成型模具,通过冷却取模装置的安装,开启进水泵将外部冷却液抽至冷却水管内,随后开启抽气泵将外部空气从进风框抽至冷却风箱内,冷却水管内的冷却液对进入的气体进行降温,并将降温后的气体吹向导热片,导热片通过传导对第一成型凹槽进行冷却,使靠近第一成型凹槽内壁的已成型模具可以与第一成型凹槽内壁脱离,随即通过开启密封卡扣可将两组密封外壳拆开,方便取出已成型的模具。
- 还没有人留言评论。精彩留言会获得点赞!