一种变色镜片的注射成型装置的制作方法
本发明涉及注射成型,具体涉及“注射成型,即迫使所需成型材料容量通过注口进入闭合的模型;所用的设备”,尤其涉及一种变色镜片的注射成型装置。
背景技术:
1、变色镜片的使用越来越普遍,变色镜片能够根据光强自动改变颜色,起到保护视力,减小视疲劳的作用。常见的变色镜片基于光致变色原理,通过在镜片树脂中增加含有变色因子的卤化银和氧化铜的微晶粒,当镜片暴漏在紫外线下时,在紫外线在作用下卤化银被分解为银和溴,分解出的银的微小晶粒使镜片呈现暗色,而当光线变暗时,银和卤在氧化铜的催化作用下,又重新生成卤化银,于是镜片的颜色又恢复成浅色。
2、变色镜片包括两种类型,一种为基变变色镜片,一种为膜变变色镜片,它们的制作工艺完全不同,对于基变变色镜片,通常是通过将掺杂了变色剂的单体原料注射到镜片模具中而获得,在注射过程中,由于原料的性质,容易在原料内夹带气泡,气泡如果进入镜片则会导致镜片报废,因此,在生产制作过程中,需要严格控制气泡的存在,尽管现有技术已经采用了各种技术手段控制气泡的产生,但是不可避免地气泡仍是需要解决和控制的技术问题。
3、此外,在变色镜片的流水线生产过程中,从上游供应而来的镜片模具的位置准确性也很重要,因为模具的注射口很窄,一旦注射头接触模具的边缘,则在注射过程中容易在接触位置形成气泡,并且变色镜片的均一性也会受到影响。
技术实现思路
1、本发明的目的在于至少部分地克服现有技术的缺陷,提供一种新的变色镜片的注射成型装置。
2、本发明的目的还在于提供一种变色镜片的注射成型装置,能够减小变色镜片制作过程中气泡的影响。
3、本发明的目的还在于提供一种变色镜片的注射成型装置,能够提高变色镜片的良率。
4、本发明的目的还在于提供一种变色镜片的注射成型装置,能够更好地定位镜片模具,提高制得的变色镜片的均一性。
5、为达到上述目的或目的之一,本发明的技术解决方案如下:
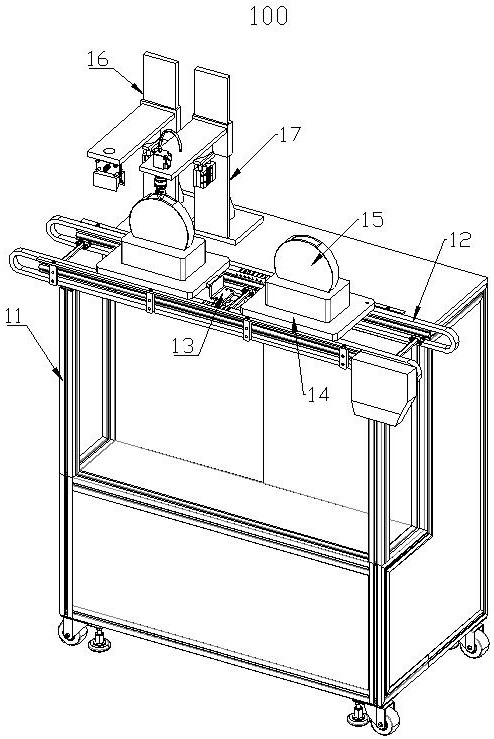
6、一种变色镜片的注射成型装置,所述注射成型装置包括:
7、支撑单元;
8、传输单元,设置在支撑单元上;
9、模具载体,被配置为能够放置在传输单元上,并被传输单元驱动而移动;
10、镜片模具,至少部分地设置在模具载体中;以及
11、注射组件,设置在支撑单元上、位于传输单元的旁侧,
12、其中,所述注射组件包括顺次连接的供应管线、注射泵和注射头;
13、其中,所述注射头包括两个出料口,两个出料口分别位于注射头的两侧上,使得所述注射头朝向镜片模具的侧面出射含有变色剂的单体原料。
14、根据本发明的一个优选实施例,所述注射头包括:
15、存储管,用于存储含有变色剂的单体原料;
16、端头,用于向镜片模具内注射含有变色剂的单体原料,两个出料口分别设置在端头的两侧中;
17、过渡段,设置在存储管和端头之间。
18、根据本发明的一个优选实施例,所述端头的整体呈扁平状,端头的水平截面呈扁环形,并且沿从上至下的方向端头的水平截面的尺寸逐渐减小;
19、所述过渡段的竖直上端呈圆形,所述过渡段的竖直下端呈扁环形,沿从上至下的方向过渡段逐渐地由圆形过渡到扁环形。
20、根据本发明的一个优选实施例,所述注射成型装置还包括定位组件,所述定位组件包括引导器,所述引导器用于对来自上游的模具载体和镜片模具进行位置调节。
21、根据本发明的一个优选实施例,所述引导器包括:
22、t形架,包括水平板和位于水平板下侧的竖直板;
23、至少一个引导轴,设置在t形架的竖直板上,并且引导轴的轴向保持水平并与传输单元的传输方向垂直;
24、双向螺旋轴,贯穿地设置在t形架的竖直板上,并且被配置为能够在竖直板中旋转,双向螺旋轴的轴向与引导轴的轴向平行,并且具有第一螺旋段、第二螺旋段和位于第一螺旋段和第二螺旋段之间的光滑段,第一螺旋段和第二螺旋段的螺旋方向相反;
25、两个双折板,每个双折板均具有螺孔和滑孔,两个双折板均活动设置在引导轴上,并分别螺合在第一螺旋段和第二螺旋段上,使得在双向螺旋轴旋转时,两个双折板相向或相背地移动;以及
26、两个楔形引导块,彼此相对地分别设置在两个双折板上。
27、根据本发明的一个优选实施例,楔形引导块的沿垂直于传输单元的传输方向的平面的截面呈大致直角梯形,楔形引导块的下侧表面中具有多个台阶,使得两个楔形引导块的下侧之间的距离沿从下至上的方向阶梯状地减小;
28、楔形引导块的面向传输单元的上游的方向的表面为渐缩斜面,所述渐缩斜面与传输单元的传输方向不垂直,使得两个楔形引导块的两个渐缩斜面之间的距离沿传输单元的传输方向逐渐减小。
29、根据本发明的一个优选实施例,所述定位组件还包括:
30、第一支架,固定设置在支撑单元上;
31、第一滑套,被配置为能够在第一支架上滑动;
32、第一横臂,固定在第一滑套上;以及
33、第一液压单元,设置在第一支架上,具有液压杆,所述液压杆与第一滑套或第一横臂连接,
34、其中,所述引导器的t形架的水平板固定设置在第一横臂上,使得在第一液压单元的驱动下,所述引导器能够在竖直方向上移动。
35、根据本发明的一个优选实施例,所述注射组件还包括:
36、第二支架,固定设置在支撑单元上;
37、第二滑套,被配置为能够在第二支架上滑动;
38、第二横臂,固定在第二滑套上;以及
39、第二液压单元,设置在第二支架上,具有液压杆,所述液压杆与第二滑套或第二横臂连接,
40、其中,所述注射泵和注射头固定设置在第二横臂上,使得在第二液压单元的驱动下,所述注射泵和注射头能够在竖直方向上移动。
41、根据本发明的一个优选实施例,所述注射成型装置还包括磁吸组件,用于吸附固定模具载体,所述磁吸组件包括:
42、l形架体;
43、磁吸头,设置在l形架体的竖直壁面上,并且朝向上游的模具载体;
44、第三液压单元,用于支撑l形架体并驱动l形架体沿竖直方向往复移动。
45、根据本发明的一个优选实施例,在过渡段的两侧上分别设置有多个排气孔,所述排气孔的截面尺寸由外向内逐渐减小;
46、在过渡段和端头相接的位置设置有至少两个存气部,存气部位于排气孔的下侧,所述存气部相对于过渡段和端头向外突出,并且具有存气空间。
47、根据本发明的一个优选实施例,在过渡段和端头内设置有孔网,所述孔网包括两个平面网,平面网相对于竖直方向倾斜,并且平面网的平面面向存气空间。
48、根据本发明的一个优选实施例,在所述排气孔内设置有球囊,用于封闭排气孔;在所述过渡段的壁面中设置有管道,所述管道通过管口与气源连通。
49、根据本发明的一个优选实施例,所述模具载体包括:
50、基板,用于与传输单元活动地附接;以及
51、容纳体,固定设置在基板上,并且具有容纳槽,所述容纳槽用于至少部分地容纳镜片模具。
52、根据本发明的一个优选实施例,所述镜片模具呈圆盘状,镜片模具的外周被部分地临时性地封闭,并且在镜片模具的竖直上侧形成模具开口。
53、本发明提供了一种变色镜片的注射成型装置,使用该注射成型装置可以向镜片模具内注射含有变色剂的单体原料,注射成型装置至少包括支撑单元、传输单元、模具载体、镜片模具和注射组件,模具载体和镜片模具从上游传输过来,然后进入传输单元,在传输单元上被送向注射位置,特别地,注射组件的注射头的出料口设置在注射头的侧面上,而在注射头的底端或底面上不具有出料口,是封闭的,这样当注射头在镜片模具的模具开口位置向镜片模具内注射单体原料时,单体原料被朝向镜片模具的侧面出射,而不是竖直地出射到镜片模具的底端,原料首先轻柔地接触镜片模具的侧面,然后顺着侧面下流,避免了直接落向模具底端而溅起,避免在此过程中产生气泡。此外,注射头在靠近端头的位置被设计为水平截面的横截面积从上至下逐渐增大后再逐渐缩小,截面的变化导致注射头的前端内部的注射压力变化,利用变化的注射压力使原先存在于原料中的微小气泡发生扰动,而更可能被吸附在注射头的内壁上,不被注射出。
54、在本发明的变色镜片的注射成型装置中还设置了定位组件,定位组件可以通过液压单元进行位置调节,以适应不用直径大小的镜片模具的使用,定位组件利用引导器对从上游送来的镜片模具进行微小的位置调节,以确保镜片模具在送往注射组件时镜片模具的侧壁不会与注射头接触。引导器被设计为包括t形架、多个引导轴、双向螺旋轴、两个双折板和两个楔形引导块,双向螺旋轴的中间为光滑段,它穿设在t形架的竖直板的孔内,双向螺旋轴可以在该孔内旋转,但是不能轴向移动,其轴向移动被限制,光滑段两端的螺旋段的螺旋方向相反,双折板具有螺孔和滑孔,螺孔套在螺旋段上,而滑孔套在引导轴上,这样当双向螺旋轴旋转时,双折板可以沿引导轴滑动,两个双折板相向或相背地移动,从而调节了两个双折板之间的距离。楔形引导块设置在两个双折板之间,因此,两个楔形引导块之间的间距也被调节,两个楔形引导块的下侧之间的间距从下至上阶梯状地减小,因而在两个楔形引导块之间可以容纳不同厚度尺寸的镜片模具,两个楔形引导块的前表面(面向传输单元的上游的方向的表面)为渐缩斜面,当镜片模具朝向楔形引导块行进时,镜片模具被渐缩斜面引导而趋向于居中地穿过两个楔形引导块,并且根据镜片模具的竖直高度的不同,可以控制它们进入不同的台阶之间,这样镜片模具及模具载体的位置被微调。在工作前,可以根据使用的镜片模具的厚度和高度(由直径决定),对楔形引导块的高度和两个楔形引导块之间的间距进行调节。当镜片模具的准确位置被精调了后,它行进到注射组件下时可以确保注射头不接触镜片模具的侧壁,从而避免因接触导致的气泡形成问题,也能够保证在注射的原料的均一性,提高制得的变色镜片的均一性。
55、这里,利用磁吸组件对模具载体进行固定,磁吸头可以间歇地上升和下降,当模具载体被送过来时,磁吸头上升,挡住模具载体向前行进并吸附住模具载体,然后注射组件可以向镜片模具内注射。当注射完毕后,控制电磁磁吸头,解除吸力,然后磁吸头下降,模具载体被送走。本发明还利用在注射头上设置的存气部、孔网来抑制原料内自身携带的微小气泡被输出,具体地,在过渡段和端头相接的位置设置向外突出的存气部,存气部具有存气空间,在过渡段和端头内设置有孔网,孔网由两个平面网形成,两个平面网相交,相交线位于最上端,单体原料被向下挤压时,遇到孔网,孔网会对其内的小气泡作用,使其进一步粉碎,并在倾斜孔网的作用下,向外移动,然后一部分极小气泡由于存气部的凹部的存在会吸附在存气空间内,含量是极其微小的,由于存气部的阻力,气泡会保持在其内。
56、当注射头工作一段时间后,可以主动地排出注射头的存气空间内挂着的极小气泡,具体排出过程是,在供应模具载体的流水线上,间隔性地在几个模具载体之间设置放置有单体原料容器,当单体原料容器移动到注射头下方时,控制注射头向单体原料容器内注射,只不过此时,位于注射头的过渡段上的排气孔被打开,单体原料不单单从出料口出射,也从排气孔位置出射,由于排气孔的数量众多,此处的压力小,而出料口处的压力更大一些,因此,位于存气部内的微小气泡被向上携带,而会从排气孔内释放出来,当排气进行一段时间后,再重复镜片模具的注射程序。为保持排气孔在注射程序时处于关闭状态,采用球囊来对其进行封闭,通过气源来控制球囊对排气孔的封闭状态。
- 还没有人留言评论。精彩留言会获得点赞!