一种内螺纹成型注塑模具的制作方法
本技术涉及模具的,尤其是涉及一种内螺纹成型注塑模具。
背景技术:
1、注塑机是指利用塑料成型模具,将热塑性塑料或热固性塑料制成各种形状塑料制品的主要成型设备,具有生产速度快、自动化程度高、制品尺寸精确等优点,其工作原理是使塑料加热融化后,注入模具的型腔中,以使塑料在模具中固化成指定形态的制品。
2、相关技术中,成型带有内螺纹结构的塑料制品时,在注塑完成后进行脱模时,往往会采用旋转抽芯的方式,使带有外螺纹的型芯件相对制品转动并旋出制品,从而完成型芯件的抽芯动作。
3、然而对于一些内螺纹所处深度较大的制品,模具中型芯件的长度也相应较长,抽芯时若仅仅采用旋转抽芯的方式,型芯件的整体抽芯速度慢、制品的注塑效率低,有待改进。
技术实现思路
1、为了提高型芯件的抽芯速度和制品的注塑效率,本技术提供一种内螺纹成型注塑模具。
2、本技术提供的一种内螺纹成型注塑模具采用如下的技术方案:
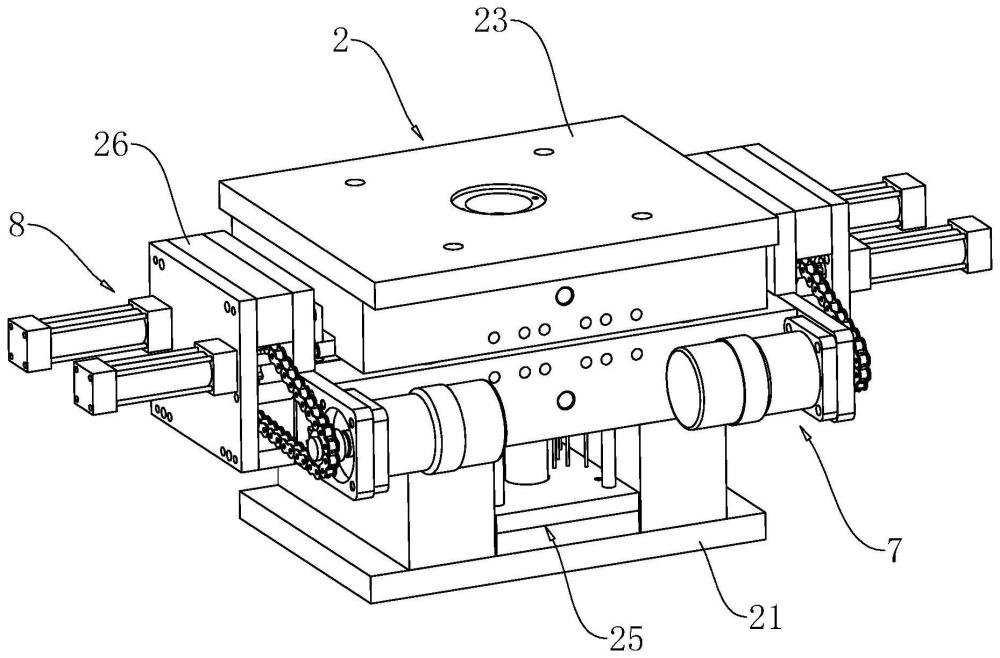
3、一种内螺纹成型注塑模具,包括模架以及设置在模架上的定模、动模和若干型芯件,所述定模与动模之间围合形成有型腔,所述型芯件的表面设有位于型腔中的外螺纹,所述模架上设置有用于驱动型芯件周向转动的旋转机构、以及用于驱动型芯件直线运动的平移机构,所述型芯件能在旋转机构和平移机构的组合作用下移入或移出型腔。
4、通过采用上述技术方案,加工内螺纹所处深度较大的制品时,在制品注塑成型后,先通过旋转机构驱动型芯件周向转动,使得型芯件在转动的同时向背离制品的一侧运动,直至型芯件旋至与制品的内螺纹分离;再通过平移机构驱动型芯件直线运动,使得型芯件快速移出制品并完成抽芯,以便于后续进行脱模动作。本技术中型芯件的运动采用旋转抽芯与直线抽芯相结合的方式,相较于传统单独的旋转抽芯,型芯件在旋出制品的内螺纹后能被快速抽出,整体的抽芯速度快,有利于提高制品的加工效率。
5、此外,从能源利用的角度而言,型芯件的抽芯速度越快,则驱使其运动的动力件所运行的时间也会越短,相应的能源损耗也会越少。因此,本技术所采用的组合式抽芯还具有能源损耗低、利用率高的优点,节能环保。
6、可选的,所述旋转机构包括转动设置在模架上的传动轴、同轴设置在传动轴上的从动齿轮、位于从动齿轮一侧的主动齿轮、两端分别套设在主动齿轮与从动齿轮上的传动链、用于驱使主动齿轮周向转动的伺服电机、以及用于驱使型芯件随传动轴联动的齿轮组,所述伺服电机安装在模架上。
7、通过采用上述技术方案,伺服电机驱使主动齿轮转动时,传动链会将扭力传递至从动齿轮上,并使传动轴随从动齿轮同步转动,进而使型芯件在齿轮组的作用下随传动轴联动,从而实现型芯件的旋转抽芯,传动效果好、稳定性高。
8、可选的,每组所述旋转机构均对应有多根型芯件,所述齿轮组包括相互啮合的传动齿轮和联动齿轮,所述传动齿轮同轴设置在传动轴上、所述联动齿轮同轴设置在型芯件上。
9、通过采用上述技术方案,传动轴周向转动时,传动齿轮会随之同步转动、并将扭力传递至联动齿轮上,从而使联动齿轮带动与其相连的型芯件转动。齿轮传动的方式不仅具有传动精度高的优点,还具有一定的自锁效果,在伺服电机停止运行时,型芯件不会随意活动,有利于保证制品的尺寸精度、提高成品质量。
10、可选的,所述传动齿轮上开设有用于供传动轴穿设的传动孔,所述传动孔的孔壁上固定有导向块,所述传动轴的周向侧壁开设有与导向块滑动配合的导向槽,所述导向槽沿传动轴的轴向延伸。
11、通过采用上述技术方案,传动齿轮通过导向块与导向槽滑动配合的方式键连接于传动轴上,使得两者既能同步转动、又能相对滑动,以确保旋转机构与平移机构的正常运行。
12、可选的,所述平移机构包括活动座、固定连接在活动座上的平移杆、用于驱动平移杆向靠近或远离型腔一侧运动的平移气缸,所述齿轮组和型芯件转动设置在活动座上,并且型芯件能在平移气缸的作用下随活动座同步移动。
13、通过采用上述技术方案,型芯件旋出制品的内螺纹后,启动平移气缸,使得平移杆和活动座向远离型腔的一侧运动,型芯件会随之同步动作并移出制品,从而完成型芯件的抽芯动作。型芯件的直线运动由平移气缸提供动力,具有抽芯速度快、活动稳定性高的优点。
14、可选的,所述型芯件的周向侧壁开设有环形槽,所述活动座上设置有部分位于环形槽中的连杆。
15、通过采用上述技术方案,活动座直线运动时,连杆能推动型芯件随活动座同步运动,从而使型芯件快速抽离制品。型芯件周向转动时,连杆会沿环形槽的周向滑动,以在型芯件转动过程中起到导向限位的作用。
16、可选的,所述型芯件插接设置在联动齿轮上,所述连杆滑动设置在活动座中,所述活动座上设置有用于驱动连杆移入或移出环形槽的驱动组件;所述驱动组件包括转动设置在活动座上的驱动齿轮、啮合在驱动齿轮一侧的驱动齿条,所述驱动齿条与连杆固定连接。
17、通过采用上述技术方案,驱动齿轮转动时,驱动齿条会带动与其相连的连杆运动,使得连杆移入或移出环形槽,以实现型芯件与活动座在轴向上的锁定或解锁,从而使型芯件能从活动座拆除,以便于成型不同形态尺寸的制品,实用性强。
18、可选的,所述驱动齿轮的中部开设有驱动孔,所述驱动孔中穿设有驱动杆,所述驱动杆和驱动孔的截面均呈非圆形;所述驱动杆的一端固定有连接柱,所述活动座上开设有用于容纳驱动组件的安装槽,所述安装槽的槽壁上开设有与连接柱转动配合的连接槽,所述连接槽中固定有吸铁石,所述连接柱采用能与吸铁石相互吸引的磁性材料制成。
19、通过采用上述技术方案,拆装型芯件时,操作人员可通过驱动杆控制驱动齿轮转动,进而改变连杆与环形槽的相对位置。连接柱与吸铁石相互吸引,使得驱动杆在驱动齿轮转动到位后不易相对活动座转动,从而使连杆不易相对型芯件运动,有助于提高连杆对型芯件的锁定效果。需要再次调整连杆位置时,操作人员只需对驱动杆施加更大的扭力,以克服连接柱与吸铁石相互吸引所产生的磁力即可,操作简便。
20、可选的,所述活动座上设置有用于锁定驱动杆的止动组件,所述安装槽的槽壁上连通开设有滑槽,所述止动组件包括滑动设置在滑槽中的止动杆、用于驱动止动杆移出滑槽的止动弹簧,所述驱动杆上开设有用于供止动杆伸入的第一止动槽和第二止动槽;当所述止动杆伸入第一止动槽时,所述连杆移入环形槽;当所述止动杆伸入第二止动槽时,所述连杆移出环形槽。
21、通过采用上述技术方案,连杆移动到位后,松开止动杆,止动弹簧会驱使止动杆伸入第一止动槽或第二止动槽中,以将驱动杆锁定在使连杆移入或移出环形槽的位置,从而进一步提高连杆的稳定性和对型芯件的锁定效果。
22、可选的,所述止动组件还包括固定在止动杆上的推块,所述滑槽的槽壁上开设有与推块滑动配合的推槽,所述推槽靠近安装槽的一侧呈封闭设置。
23、通过采用上述技术方案,推块和推槽滑动配合,不仅能在止动杆相对活动座移动时起到导向限位的作用,还能阻碍止动杆完全移出安装槽,以免影响止动杆与第一止动槽、第二止动槽的插接配合,或因止动杆凸出于活动座而影响注塑模具的合模。
24、综上所述,本技术包括以下至少一种有益技术效果:
25、1.制品注塑成型后,先通过旋转机构驱使型芯件转至与制品的内螺纹分离、再通过平移机构驱使型芯件直线运动至与制品完全分离,型芯件的抽芯速度快、制品的加工效率高,节能环保;
26、2.旋转机构工作时,伺服电机所产生的扭力会先沿传动链传递至从动齿轮、再沿齿轮组传递至型芯件,以使型芯件相对制品转动;平移机构工作时,活动座会随平移杆同步运动,使得连杆推动型芯件相对制品直线运动,传动稳定性好;
27、3.型芯件插接设置于联动齿轮上、且通过连杆限制其拔出活动座,而连杆能在驱动组件的作用下移入或移出环形槽,使得型芯件能从活动座拆除,以便于成型不同形态尺寸的制品,实用性强。
- 还没有人留言评论。精彩留言会获得点赞!