一种风电叶片用拉挤板真空灌注成型的铺层结构及成型方法与流程
本发明属于复合材料,具体涉及一种风电叶片用拉挤板真空灌注成型的铺层结构及成型方法。
背景技术:
1、近年来,风电叶片大型化、轻量化、低成本化趋势日益明显,因而寻找质量更轻、性价比更高的原材料,探索高成型质量、高生产效率、低生产成本的成型工艺,成为风电行业重要的研究方向。传统的风电叶片的制作采用单向布铺设后真空导入树脂的方式,这种方法在单向布铺设过程易出现褶皱,导入树脂后易产生层间气泡等质量问题。玻璃钢拉挤板是指由玻璃纤维做增强材料,树脂做基体,通过拉挤成型的方式制备得到的复合材料板材,采用拉挤工艺成型的板材来制备风电叶片主梁,可有效提高材料的拉伸强度和弹性模量,大大提高风电叶片的牢固程度,叶片不易变形。因此,在叶片制造过程中采用拉挤板已成为一种趋势。
2、在采用拉挤板制备风电叶片基材时,需要将多个拉挤板横向拼合、纵向堆叠,并在相邻的拉挤板的缝隙和层间灌注树脂,通过真空灌注成型为符合风电叶片需求的尺寸的结构。公开号为cn 111873479 a的中国专利文献公开了一种风电叶片用拉挤板材及其制造设备和制造方法,包括将拉挤板材堆叠,利用树脂灌注设备通过真空灌注工艺将树脂灌注到板材层间的间隙中,形成风电叶片主承载结构,其在拉挤板材的板材主体的表面两侧开槽,增加了拉挤板材层与层之间的间隙空间,在树脂灌注时树脂可以在拉挤板材的各层间流动,提高树脂的灌注均匀性,加快灌注过程,减少包胶现象。然而该方法及目前已有的拉挤板真空灌注方法中,由于灌注过程中注胶速度过快,拉挤板拼接缝中、层间纤维织物中树脂浸润不均,易在拉挤板的拼接缝中形成气泡,在纤维织物内部形成干布,从而造成玻纤拉挤板90°方向拼接缝强度并不能达到树脂的本体强度,且拉挤板层间界面结合强度不高。
技术实现思路
1、本发明解决的技术问题是提供一种风电叶片用拉挤板真空灌注成型的铺层结构及成型方法,解决拉挤板真空灌注成型树脂灌注浸润不良的问题,提高了拉挤板90°方向拼接缝强度,提高拉挤板层间界面结合强度。
2、为了解决上述问题,本发明的第一方面提供一种风电叶片用拉挤板真空灌注成型的铺层结构:
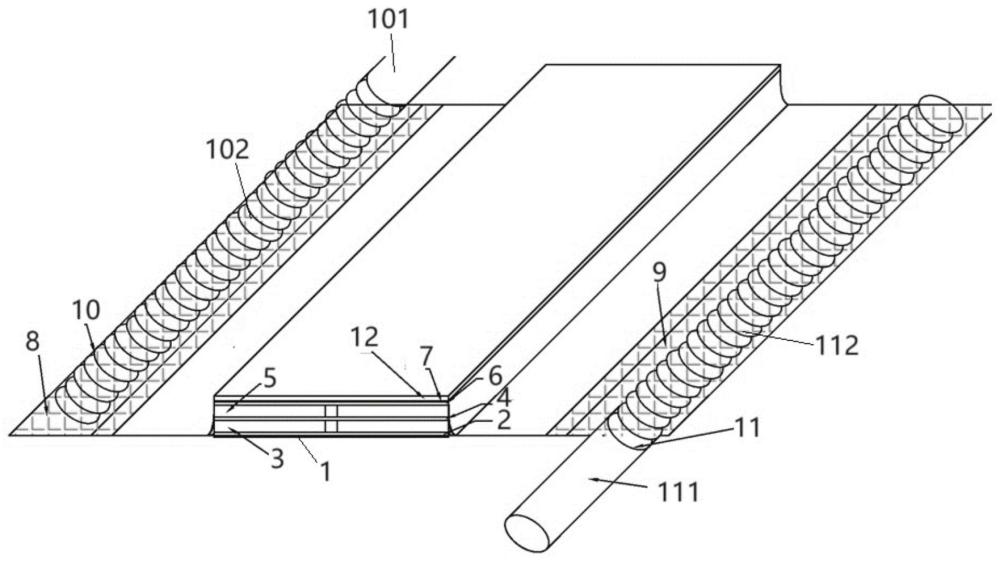
3、包括下脱模布和上脱模布,所述下脱模布与所述上脱模布之间设置多层拉挤板层和纤维织物层,所述拉挤板层与所述纤维织物层交替设置;每个所述拉挤板层由至少两个拉挤板沿宽度方向依次拼合而成;各拉挤板层中的拉挤板的拼合缝相互平行;所述拉挤板层的长度方向的两侧分别设置第一导流网、第二导流网;各所述纤维织物层的长度方向的两侧向拉挤板层外延伸并与所述第一导流网、所述第二导流网搭接,并且在所述纤维织物层的两侧延伸部分分别形成一部分未覆盖所述第一导流网、所述第二导流网的缓冲区域;所述第一导流网上设有第一灌注流道;所述第一灌注流道用于与灌注口连接;所述第二导流网上设有第二灌注流道;所述第二灌注流道用于与抽气口连接。
4、优选地,所述纤维织物层的长度与所述拉挤板层的长度相同;所述纤维织物层的宽度为所述拉挤板层的宽度的3.5-4倍;
5、所述上脱模布、所述下脱模布的长度与所述拉挤板层的长度相同;所述上脱模布、所述下脱模布的宽度为所述拉挤板层的宽度的2-3倍。
6、优选地,所述第一灌注流道包括相连接的第一直管段和第一分流段,沿所述第一分流段的长度方向设有螺旋状的第一分流孔;
7、所述第二灌注流道包括相连接的第二直管段和第二分流段,沿所述第二分流段的长度方向设有螺旋状的第二分流孔。
8、优选地,所述上脱模布、所述第一导流网、所述第二导流网、所述第一灌注流道、所述第二灌注流道的上方包裹有真空膜;所述真空膜上设有加强片,且所述加强片位于所述拉挤板层的上方,所述加强片的大小至少可将所述拉挤板层覆盖。
9、优选地,所述加强片为玻璃钢板;所述加强片的厚度为2-4mm。
10、优选地,所述拉挤板层和所述纤维织物层的长度方向上的两端采用黑胶层密封。
11、优选地,各所述拉挤板层中拼合的所述拉挤板的数量相等,且不同层中所述拉挤板的边缘齐平。
12、优选地,所述拉挤板层中的所述拉挤板的拼合缝的宽度为2-8mm。
13、本发明的第二方面提供一种风电叶片用拉挤板真空灌注成型的方法,包括以下步骤:
14、s1.按照铺层结构制备上述的风电叶片用拉挤板真空灌注成型的铺层结构;
15、s2.在所述上脱模布、所述第一导流网、所述第二导流网、所述第一灌注流道、所述第二灌注流道的上方包裹真空膜,将所述第一灌注流道连接树脂灌注装置,将所述第二灌注流道连接抽气装置,进行树脂灌注;
16、s3.树脂灌注完成后,进行固化,得到拉挤板真空灌注成型产品。
17、优选地,固化时采用的升温速率为1-2℃/min。
18、本发明与现有技术相比,具有以下有益效果:
19、本发明的风电叶片用拉挤板真空灌注成型的铺层结构,对拉挤板灌注成型的铺层结构及织物尺寸进行了改进,使得在拉挤板两侧的纤维织物层形成注胶缓冲区域,避免注胶速度太快,在产品中产生空腔或干布,提高树脂浸润性;拉挤板上方采用加强片施加均匀压力,保证了板材整体的平整度良好,同时增强了玻纤拉挤板与织物的层间界面结合力;拉挤板两端头采用黑胶密封,解决拉挤板灌注过程中提前形成胶液回路的问题,避免制品浸润不良等成型问题;并设计合理的树脂固化机制,降低了制品内部的应力集中;从而提高了拉挤板90°方向拼接缝强度和拉挤板层间界面结合强度,为实现拉挤工艺成型板材制备风电叶片主梁提供了数据依据,助推风电叶片向大型化、轻量化、低成本化发展。
技术特征:
1.一种风电叶片用拉挤板真空灌注成型的铺层结构,其特征在于:
2.根据权利要求1所述的风电叶片用拉挤板真空灌注成型的铺层结构,其特征在于:
3.根据权利要求1所述的风电叶片用拉挤板真空灌注成型的铺层结构,其特征在于:
4.根据权利要求1所述的风电叶片用拉挤板真空灌注成型的铺层结构,其特征在于:
5.根据权利要求4所述的风电叶片用拉挤板真空灌注成型的铺层结构,其特征在于:
6.根据权利要求1所述的风电叶片用拉挤板真空灌注成型的铺层结构,其特征在于:
7.根据权利要求1所述的风电叶片用拉挤板真空灌注成型的铺层结构,其特征在于:
8.根据权利要求7所述的风电叶片用拉挤板真空灌注成型的铺层结构,其特征在于:
9.一种风电叶片用拉挤板真空灌注成型的方法,其特征在于,包括以下步骤:
10.根据权利要求9所述的风电叶片用拉挤板真空灌注成型的方法,其特征在于:
技术总结
本发明提供一种风电叶片用拉挤板真空灌注成型的铺层结构及成型方法,铺层结构包括下脱模布和上脱模布,所述下脱模布与所述上脱模布之间设置多层拉挤板层和纤维织物层,所述拉挤板层与所述纤维织物层交替设置;每个拉挤板层由至少两个拉挤板沿宽度方向拼合而成;拉挤板层的两侧分别设置导流网;纤维织物层两侧向外延伸与导流网搭接,并且在纤维织物层的两侧延伸部分分别形成一部分未覆盖导流网的缓冲区域;导流网上设有灌注流道。该铺层结构及成型方法解决了拉挤板真空灌注成型树脂浸润不良问题,提高拉挤板90°方向拼接缝强度和拉挤板层间界面结合强度。
技术研发人员:穆加权,翟军明,毛义梅,杨凯凯,于航,闫家玉
受保护的技术使用者:中材科技股份有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!