一种变速箱穿缸件装配检查机的制作方法
本发明涉及变速箱穿缸件装配以及检查的,尤其涉及一种变速箱穿缸件装配检查机。
背景技术:
1、穿缸连接器主要应用在车辆的发动机或者车辆的变速器等部件上。穿缸连接器可以贯穿于发动机或者变速器的壳体设置,以实现穿缸连接器与壳体内的金属接触件匹配,并起到传递电流和信号的作用。
2、而针对新能源汽车使用的变速箱穿缸件,其气密性、端子的具体高度、绝缘导通效果以及位置度均由更高的要求。
3、现有技术中对变速箱穿缸件的密封圈组装通常是单独加工,再进行气密性、端子的具体高度、绝缘导通效果以及位置度的分别检测,工序复杂混乱,检测效率和检测质量极低。
技术实现思路
1、本发明的目的就是针对现有技术中存在的缺陷提供一种变速箱穿缸件装配检查机,达到变速箱穿缸件可以一次性、高效率、大批量、高质量的完成密封圈组装、气密测试、端子高度检查、绝缘导通检查、位置度检查、激光打码扫码、不良品分类排出模块和良品清扫的效果。
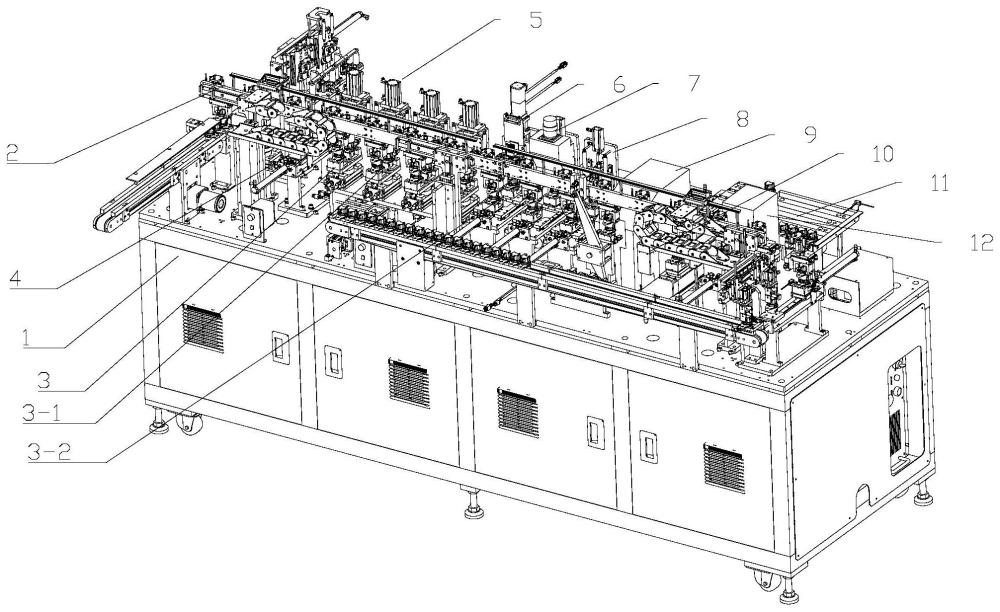
2、为了达到上述目的,本发明所采用的技术方案是:一种变速箱穿缸件装配检查机,包括机体、搬运机构组和承载机构组;所述搬运机构组沿所述机体长度方向设置在所述机体上方,所述承载机构组对应设置在所述机体与所述搬运机构组上下之间;密封圈组装模块、气密测试模块、端子高度检查模块、绝缘导通检查模块、位置度检查模块、激光打码模块、扫码模块、不良品分类排出模块和清扫模块依次平行的设置于所述搬运机构组的同一侧,并与所述搬运机构组和所述承载机构组位置相适应;所述气密测试模块位置的所述承载机构组的承载件为双位承载件;所述双位承载件设置有沿同一轴旋转的的第一承载位与第二承载位,所述第一承载位分别与所述搬运机构组位置相适应,所述第二承载位分别与所述气密测试模块位置相适应;所述端子高度检查模块、所述绝缘导通检查模块、所述位置度检查模块位置的所述承载机构组的承载件为伸缩承载件,所述伸缩承载件初始位置与伸出后位置分别与所述搬运机构组位置和所述端子高度检查模块、所述绝缘导通检查模块、所述位置度检查模块的位置相适应;上料模块与出料模块分设在所述机体两侧。
3、进一步地,所述搬运机构组搬运所述密封圈组装模块、所述气密测试模块、所述端子高度检查模块、所述绝缘导通检查模块、所述位置度检查模块、所述激光打码模块、所述扫码模块、所述不良品分类排出模块和所述清扫模块的承载件为同一节拍。
4、进一步地,所述气密测试模块内设置有多个气密测试装置,所述双位承载件与所述气密测试装置数量相适应,所述密封圈组装模块的密封圈组装时间乘以所述气密测试装置的数量大于所述气密测试模块的气密测试时间。
5、进一步地,与所述气密测试装置数量相适应的所述双位承载件的所述第一承载位全部满载后,所述双位承载件再进行旋转,若干个所述气密测试装置同时气密测试与其相适应的所述第一承载位内的变速箱穿缸件,所述双位承载件的所述第二承载位承载所述搬运机构组由所述密封圈组装模块搬运而来的变速箱穿缸件。
6、进一步地,所述气密测试模块内设置有个气密测试装置,所述密封圈组装模块的密封圈组装时间为秒,所述气密测试模块的气密测试时间设置为秒。
7、进一步地,所述伸缩承载件包括伸缩杆、伸缩承载位和滑轨,所述伸缩承载件由所述搬运机构组另一侧向所述端子高度检查模块、所述绝缘导通检查模块、所述位置度检查模块方向伸缩。
8、进一步地,所述伸缩承载件的所述伸缩承载位由所述伸缩杆和所述滑轨配合伸至所述绝缘导通检查模块位后,所述绝缘导通检查模块对所述伸缩承载位内的变速箱穿缸件进行上下电压的导通测试,所述搬运机构组的一次移动节拍时间大于所述伸缩承载件伸缩动作加上所述绝缘导通检查模块导通测试的时间。
9、进一步地,所述位置度检查模块内设置有开设有若干个与变速箱穿缸件端子形状相适应开口的角规,所述角规插入伸入所述位置度检查模块内的所述伸缩承载位内对变速箱穿缸件进行位置度检查,所述位置度检查模块整体可以浮动并具有浮动报警,所述搬运机构组的一次移动节拍时间大于所述伸缩承载件伸缩动作加上所述位置度检查模块位置度检查的时间。
10、进一步地,所述清扫模块通过气体清扫变速箱穿缸件。
11、一种变速箱穿缸件装配检查机的变速箱穿缸件装配检查方法,包括,
12、s1:将变速箱穿缸件放入所述上料模块;
13、s2:所述搬运机构组根据密封圈组装模块的密封圈组装时间,不断的将变速箱穿缸件搬运至所述承载机构组内所述密封圈组装模块位置,所述密封圈组装模块对变速箱穿缸件进行密封圈组装;
14、s3:所述搬运机构组保持固定节拍将完成密封圈组装的变速箱穿缸件搬运至所述气密测试模块位置的所述承载机构组的所述双位承载件的所述第一承载位内,直至放满个所述第一承载位,所述第一承载位与所述第二承载位换位,所述气密测试模块对所述第一承载位内的变速箱穿缸件进行气密测试,所述搬运机构组保持固定节拍将完成密封圈组装的变速箱穿缸件搬运至所述气密测试模块位置的所述承载机构组的所述双位承载件的所述第二承载位内;
15、s4:所述气密测试模块对所述第一承载位内的变速箱穿缸件完成气密测试后,所述第一承载位与所述第二承载位换位,所述气密测试模块对所述第二承载位内的变速箱穿缸件进行气密测试,所述搬运机构组保持固定节拍将完成气密测试的变速箱穿缸件搬运至所述端子高度检查模块位置的所述伸缩承载件的所述伸缩承载位内,并将远离所述端子高度检查模块的所述第一承载位内的变速箱穿缸件不断搬运至更靠近所述端子高度检查模块的所述第一承载位内;
16、s5:所述端子高度检查模块位置的所述伸缩承载件的所述伸缩杆配合所述滑轨将所述伸缩承载件以及其承载的变速箱穿缸件推至所述端子高度检查模块内并完成端子高度检查;
17、s6:端子高度检查完成后所述端子高度检查模块位置的所述伸缩承载件回收至初始位置,所述搬运机构组保持固定节拍将完成端子高度检查的变速箱穿缸件搬运至所述绝缘导通检查模块位置的所述伸缩承载位内,并将完成气密测试的变速箱穿缸件搬运至所述端子高度检查模块位置的所述伸缩承载件的所述伸缩承载位内;
18、s7:所述绝缘导通检查模块位置的所述伸缩承载件的所述伸缩杆配合所述滑轨将所述伸缩承载件以及其承载的变速箱穿缸件推至所述绝缘导通检查模块内并完成绝缘导通检查;
19、s8:绝缘导通检查完成后所述绝缘导通检查模块位置的所述伸缩承载件回收至初始位置,所述搬运机构组保持固定节拍将完成绝缘导通检查的变速箱穿缸件搬运至所述位置度检查模块位置的所述伸缩承载位内,并将完成端子高度检查的变速箱穿缸件搬运至所述绝缘导通检查模块位置的所述伸缩承载件的所述伸缩承载位内;
20、s9:所述位置度检查模块位置的所述伸缩承载件的所述伸缩杆配合所述滑轨将所述伸缩承载件以及其承载的变速箱穿缸件推至所述位置度检查模块内并通过所述角规对变速箱穿缸件进行位置度检查;
21、s10:位置度检查完成后所述位置度检查模块位置的所述伸缩承载件回收至初始位置,所述搬运机构组保持固定节拍将完成位置度检查的变速箱穿缸件搬运至所述激光打码模块位置的所述承载机构组内,并将完成绝缘导通检查的变速箱穿缸件搬运至所述位置度检查模块位置的所述伸缩承载件的所述伸缩承载位内;
22、s11:所述搬运机构组保持固定节拍依次搬运变速箱穿缸件至所述扫码模块、所述不良品分类排出模块和所述清扫模块并进行相应动作,最终良品变速箱穿缸件进入下料模块。
23、通过包括机体、搬运机构组和承载机构组;所述搬运机构组沿所述机体长度方向设置在所述机体上方,所述承载机构组对应设置在所述机体与所述搬运机构组上下之间;密封圈组装模块、气密测试模块、端子高度检查模块、绝缘导通检查模块、位置度检查模块、激光打码模块、扫码模块、不良品分类排出模块和清扫模块依次平行的设置于所述搬运机构组的同一侧,并与所述搬运机构组和所述承载机构组位置相适应;所述气密测试模块位置的所述承载机构组的承载件为双位承载件;所述双位承载件设置有沿同一轴旋转的的第一承载位与第二承载位,所述第一承载位分别与所述搬运机构组位置相适应,所述第二承载位分别与所述气密测试模块位置相适应;所述端子高度检查模块、所述绝缘导通检查模块、所述位置度检查模块位置的所述承载机构组的承载件为伸缩承载件,所述伸缩承载件初始位置与伸出后位置分别与所述搬运机构组位置和所述端子高度检查模块、所述绝缘导通检查模块、所述位置度检查模块的位置相适应;上料模块与出料模块分设在所述机体两侧的结构以及变速箱穿缸件装配检查机的变速箱穿缸件装配检查方法,达到变速箱穿缸件可以一次性、高效率、大批量、高质量的完成密封圈组装、气密测试、端子高度检查、绝缘导通检查、位置度检查、激光打码扫码、不良品分类排出模块和良品清扫的效果。
- 还没有人留言评论。精彩留言会获得点赞!