一种注塑模具换型结构的制作方法
本技术涉及注塑模具设计领域,尤其涉及一种注塑模具换型结构。
背景技术:
1、很多汽车内饰件分高、中、低三种配置,对于某些内饰件而言,高配和低配仅仅存在于某处局部结构的微小差异,例如,汽车扬声器罩,如图1所示为低配版,箭头所指向的位置是其底部,底部是封闭的,高配版的区别就在于,底部是敞开的。目前,在成型不同配置的产品时,模具设计常采用局部更换镶件的形式,而镶件的固定方式大多采用螺丝正面锁紧,这样在生产过程中需要换型时,须将注塑机停机,待模具温度降低到一定程度后,钳工通过拆装模具的方式进行更换镶件,过程复杂,更换操作不便,浪费时间,最终导致生产效率低。
技术实现思路
1、为了解决现有技术的不足,本实用新型的目的在于提供一种注塑模具换型结构。
2、为了实现上述目的,本实用新型是通过以下技术方案实现的:
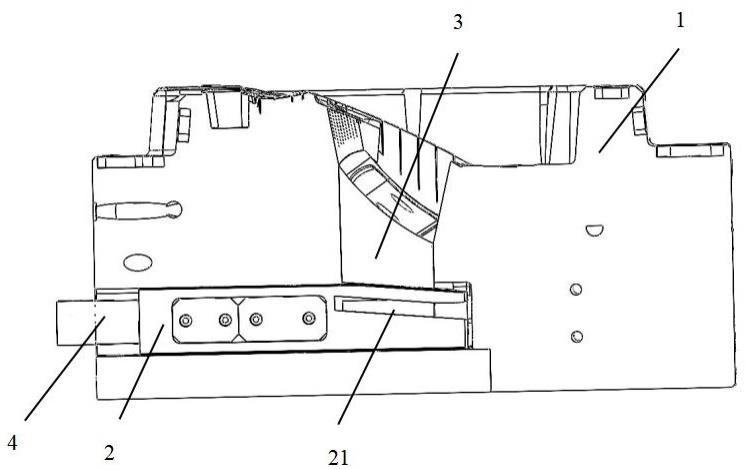
3、一种注塑模具换型结构,包括:后模板、导向块、成型镶件、推块和锁紧块,所述导向块在后模板内部左右往复滑动,所述导向块的右端设置导向槽,所述导向槽从左到右逐渐向下倾斜,所述成型镶件位于导向槽上方且两者滑动连接,所述成型镶件在后模板内部上下滑动,所述成型镶件的顶部为成型结构,成型结构的外围壁面与后模板内壁紧密贴合,所述推块或锁紧块连接在导向块的左端,并通过螺钉将推块或锁紧块与后模板固定连接。
4、与现有技术相比,本实用新型的有益效果是:结构简单,操作方便,通过导向块控制模具成型镶件上下滑动,完成型腔结构切换,代替了传统的人工拆模更换镶件来改变模具局部结构的方式,有效节约人员成本、时间成本,提高生产效率。
技术特征:
1.一种注塑模具换型结构,其特征在于,包括:后模板(1)、导向块(2)、成型镶件(3)、推块(4)和锁紧块(5),所述导向块(2)在后模板(1)内部左右往复滑动,所述导向块(2)的右端设置导向槽(21),所述导向槽(21)从左到右逐渐向下倾斜,所述成型镶件(3)位于导向槽(21)上方且两者滑动连接,所述成型镶件(3)在后模板(1)内部上下滑动,所述成型镶件(3)的顶部为成型结构(31),成型结构(31)的外围壁面与后模板(1)内壁紧密贴合,所述推块(4)或锁紧块(5)连接在导向块(2)的左端,并通过螺钉将推块(4)或锁紧块(5)与后模板(1)固定连接。
技术总结
本技术公开了一种注塑模具换型结构,包括:后模板、导向块、成型镶件、推块和锁紧块,导向块在后模板内部左右往复滑动,导向块的右端设置导向槽,导向槽从左到右逐渐向下倾斜,成型镶件位于导向槽上方且两者滑动连接,成型镶件在后模板内部上下滑动,成型镶件的顶部为成型结构,成型结构的外围壁面与后模板内壁紧密贴合,推块或锁紧块连接在导向块的左端,并通过螺钉将推块或锁紧块与后模板固定连接;本技术结构简单,操作方便,通过导向块控制模具成型镶件上下滑动,完成型腔结构切换,代替了传统的人工拆模更换镶件来改变模具局部结构的方式,有效节约人员成本、时间成本,提高生产效率。
技术研发人员:孙峰,王连山,巩博,李宝泉,梁晓婷
受保护的技术使用者:常源科技(天津)有限公司
技术研发日:20230104
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!