壳体内衬发泡模具的制作方法
本技术属于壳体内衬生产制造领域,特别是涉及壳体内衬发泡模具。
背景技术:
1、壳体内衬一般采用塑料材质制造,由于其形状复杂多变,且本身需要较轻的重量,所以常用发泡注塑的形式进行制作,在发泡塑性的过程中,需要保证模体气密性的良好,否则容易造成气压不足导致发泡结果不理想的情况。
2、对比申请号为cn202010632871.0的中国专利,公开了一种冰箱内衬生产用发泡模具,包括下模组件,上模组件和固定板,所述上模组件通过螺栓固定在下模组件的上方;所述固定板采用两个,且固定板卡接在下模组件外侧的下方,该固定板的末端通过螺栓相连;所述下模组件包括侧板组件,底板,安装板,紧固板和定位槽,所述定位槽采用四个,且定位槽开设在底板外侧下方的中间位置;所述侧板组件采用四个,且侧板组件的内侧卡接在定位槽的内部,该侧板组件位于底板的外侧上方;所述安装板采用四个,且安装板安装在侧板组件外侧上方的中间位置;所述紧固板采用四个,且紧固板的下端通过轴销与安装板相连。
3、上述专利的缺点为:没有丝杠带动密封板下压的设计,合模时上下模体之间可能会产生缝隙,发泡过程中气体容易逸出,影响成型效果。
技术实现思路
1、本实用新型的目的在于提供壳体内衬发泡模具,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
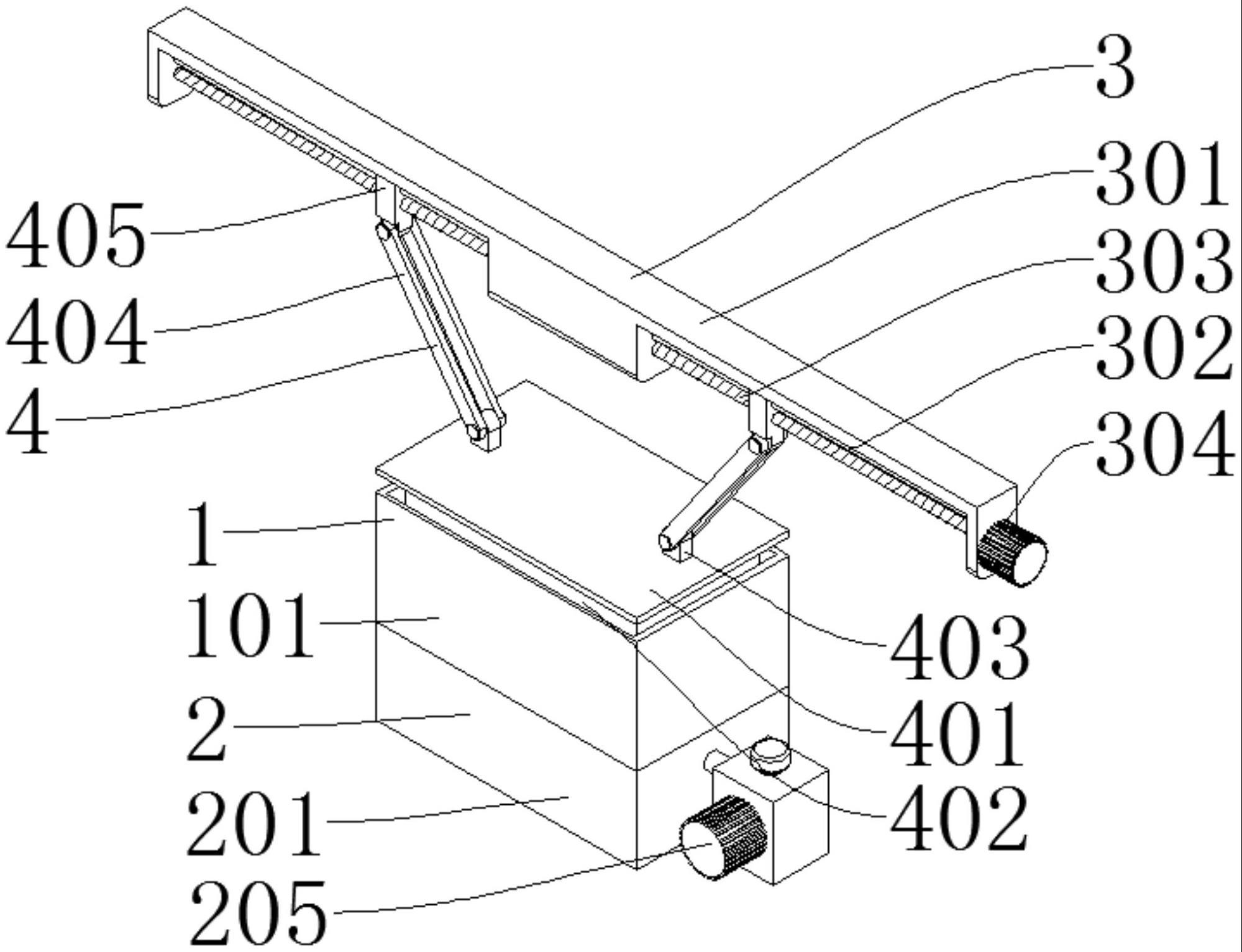
3、壳体内衬发泡模具,包括用于底部模具成型的底模装置,所述底模装置底部设置有用于密封与进气推动成品脱出的脱模装置,所述底模装置上方设置有用于均速带动平移开合的滑移装置,所述滑移装置底部设置有用于转变动力方向完成压模与开模的顶模装置;所述脱模装置包括进气箱,所述进气箱底部对称安装有两个电动推杆,所述电动推杆上面设置有推板,所述推板上面均匀设置有若干密封塞,所述进气箱一侧设置有气泵;所述顶模装置包括密封板,所述密封板下面设置有顶模体,所述密封板上面对称固定设置有两个连接块,所述连接块顶部转动设置有旋转臂,所述旋转臂顶部转动设置有移动块。
4、进一步地:所述底模装置包括底模体,所述底模体底部均匀设置有若干气孔。
5、进一步地:所述滑移装置包括支架,所述支架底部转动设置有丝杠,所述丝杠螺纹为正反螺纹,所述丝杠上方设置有光杠,所述丝杠一端安装有电机。
6、进一步地:所述密封塞与所述底模体插拔连接,所述电动推杆与所述进气箱螺栓连接。
7、进一步地:所述支架采用q235钢材料,所述丝杠与所述支架轴承连接。
8、进一步地:所述密封板与所述底模体截面形状相同。
9、与现有技术相比,本实用新型的有益效果是:
10、1、通过丝杠带动密封板下压的设计,使合模后密封严密无缝隙,防止发泡过程中气体逸出,提高了成型效果;
11、2、通过气泵排气顶起成型件的设计,便于取出成型件,同时还能降低其表面温度,便于取出成型件;
12、3、通过电动推杆带动橡胶塞上下移动的设计,便于在发泡过程中封堵底模体,防止原料流入气孔对成型产生影响。
技术特征:
1.壳体内衬发泡模具,包括用于底部模具成型的底模装置(1),所述底模装置(1)底部设置有用于密封与进气推动成品脱出的脱模装置(2),所述底模装置(1)上方设置有用于均速带动平移开合的滑移装置(3),其特征在于:所述滑移装置(3)底部设置有用于转变动力方向完成压模与开模的顶模装置(4);
2.根据权利要求1所述的壳体内衬发泡模具,其特征在于:所述底模装置(1)包括底模体(101),所述底模体(101)底部均匀设置有若干气孔(102)。
3.根据权利要求1所述的壳体内衬发泡模具,其特征在于:所述滑移装置(3)包括支架(301),所述支架(301)底部转动设置有丝杠(303),所述丝杠(303)螺纹为正反螺纹,所述丝杠(303)上方设置有光杠(302),所述丝杠(303)一端安装有电机(304)。
4.根据权利要求2所述的壳体内衬发泡模具,其特征在于:所述密封塞(204)与所述底模体(101)插拔连接,所述电动推杆(202)与所述进气箱(201)螺栓连接。
5.根据权利要求3所述的壳体内衬发泡模具,其特征在于:所述支架(301)采用q235钢材料,所述丝杠(303)与所述支架(301)轴承连接。
6.根据权利要求2所述的壳体内衬发泡模具,其特征在于:所述密封板(401)与所述底模体(101)截面形状相同。
技术总结
本技术公开了壳体内衬发泡模具,包括用于底部模具成型的底模装置,所述底模装置底部设置有用于密封与进气推动成品脱出的脱模装置,所述底模装置上方设置有用于均速带动平移开合的滑移装置,所述滑移装置底部设置有用于转变动力方向完成压模与开模的顶模装置。本技术所述的壳体内衬发泡模具,通过丝杠带动密封板下压的设计,使合模后密封严密无缝隙,防止发泡过程中气体逸出,提高了成型效果;通过气泵排气顶起成型件的设计,便于取出成型件,同时还能降低其表面温度,便于取出成型件;通过电动推杆带动橡胶塞上下移动的设计,便于在发泡过程中封堵底模体,防止原料流入气孔对成型产生影响。
技术研发人员:杨宝栋,王凤娇,李平,刘元静
受保护的技术使用者:青岛佳成模具有限公司
技术研发日:20230105
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!