非热压罐复材成型模具的制作方法
本技术涉及模具领域,具体涉及一种非热压罐复材成型模具。
背景技术:
1、由于热压罐投资成本大、占地方、需牢固地基、安装时间长、庞大重型等,让很多人望而却步,也阻碍了一些高要求气密性高的复材制品,如航空级、电磁盖、3c产品等的研发与生产。特别是研发,因为在研发阶段,很多公司或高校花庞大的资金买一台高大上的重型装备来研发一件产品,利用率低,不大现实也不经济。
2、因此,亟需开发一种低成本的、且不需要使用热压罐的非热压罐复材成型模具。
技术实现思路
1、本实用新型要解决的技术问题是克服现有技术的缺陷,提供一种非热压罐复材成型模具,它可以采用内充气体外抽真空的方式成型复材,生产成本低。
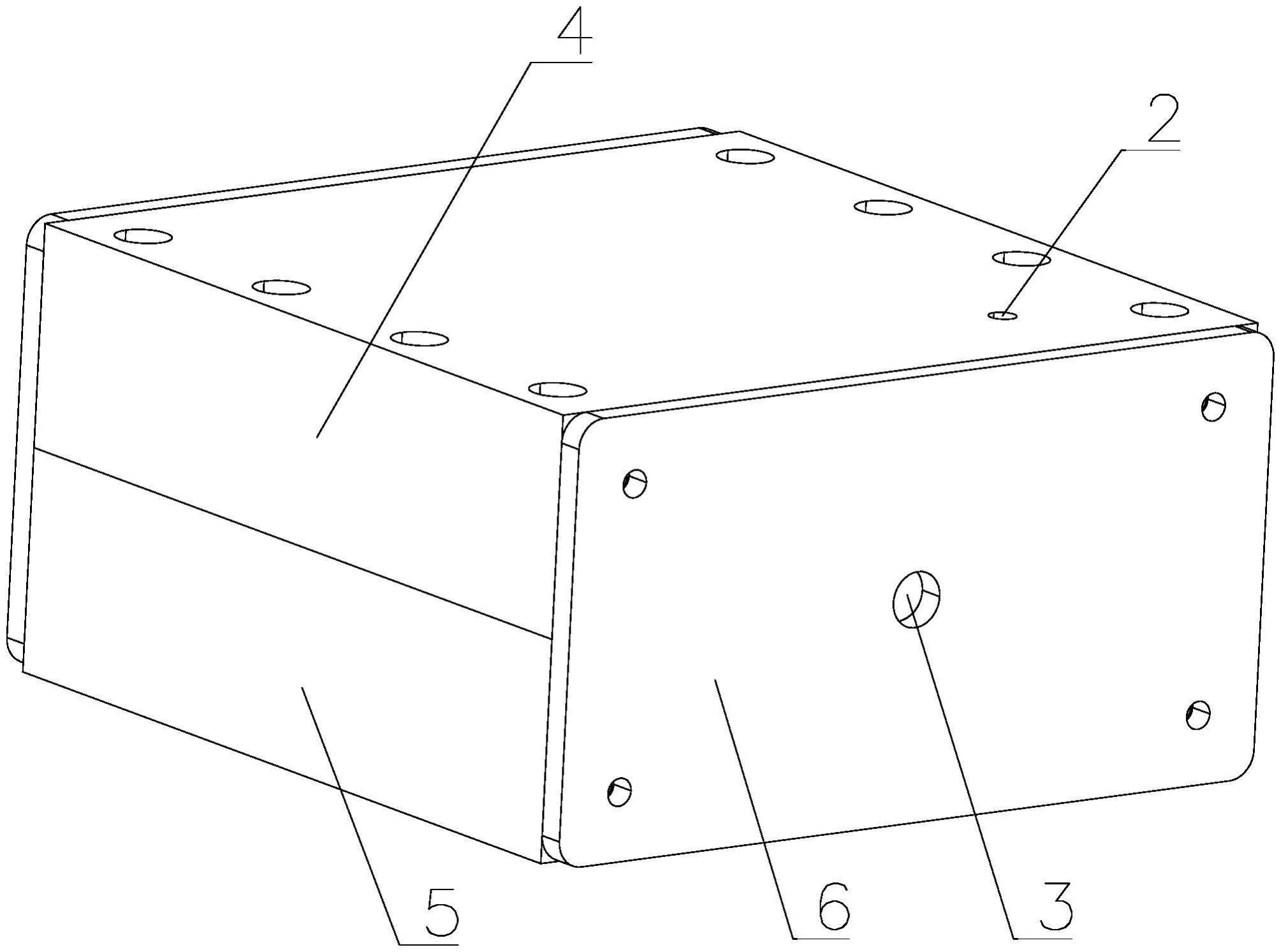
2、为了解决上述技术问题,本实用新型的技术方案是:一种非热压罐复材成型模具,包括气袋和模具本体,所述气袋适于置入预浸料卷的内部空间中;所述模具本体具有适于放置预浸料卷的模腔及分别连通所述模腔的负压孔和充气孔,所述负压孔适于对所述模腔进行抽真空操作,所述充气孔适于向所述气袋充气。
3、进一步,所述模具本体包括相互扣合的上模和下模。
4、进一步为了方便取放产品,所述模具本体还包括至少一个盖板,所述上模和所述下模扣合所形成的腔体的至少一端为开口端,所述盖板与所述开口端相对应,并盖装在所述开口端,以与所述上模及所述下模合围成所述模腔,所述负压孔设置在所述上模上,所述充气孔设置在所述盖板上。
5、进一步为了提高密封性,所述上模和所述下模之间及所述盖板和由上模、下模共同形成的模主体之间分别配置有密封圈。
6、进一步,非热压罐复材成型模具还包括芯模,所述芯模适于供玻璃纤维预浸料铺贴在其上,并在其拔出后,形成所述预浸料卷。
7、采用上述技术方案后,将气袋置入预浸料卷的内部空间中,再将预浸料卷放入模腔中,合模后,对模腔吸气,对气袋充气,则同时创造了负压与正压的环境,即可实现热压罐的基本功能,进而可以很好地成型复材制品,且生产成本低。
技术特征:
1.一种非热压罐复材成型模具,其特征在于,
技术总结
本技术涉及一种非热压罐复材成型模具,包括气袋和模具本体,所述气袋适于置入预浸料卷的内部空间中;所述模具本体具有适于放置预浸料卷的模腔及分别连通所述模腔的负压孔和充气孔,所述负压孔适于对所述模腔进行抽真空操作,所述充气孔适于向所述气袋充气。本技术可以采用内充气体外抽真空的方式成型复材,生产成本低。
技术研发人员:胡世国,朱桂龙,穆举杰,周孝来,韩德滨,桂志康,叶凯
受保护的技术使用者:江苏集萃碳纤维及复合材料应用技术研究院有限公司
技术研发日:20230109
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!