侧向进胶式易于组装模芯结构的制作方法
本技术涉及注塑模具领域,具体涉及注塑模芯。
背景技术:
1、塑料模具行业为人的生活提供各种各样的塑料制品,以满足人的个性化和高品质的生活需求。
2、在塑料类的产品中,大多数塑料产品都是由注塑模具成型制备,由于注塑模具所成型出来的产品具有质量好、效率高及成本低等优点,使得注塑模具在各行各业中得到广泛的推广和应用。
3、但是,传统的注胶口呈从前至后倾斜贯穿后模芯后,直接连通模具的模腔,使得熔料对成型的产品造成过大的冲击,容易在产品的表面留下印痕,影响了产品的美观。
4、此外,现有的模具的型腔结构往往是无法变更,不利于系列注塑件成型加工时的节约成本。
技术实现思路
1、针对现有技术存在的问题,本实用新型提供侧向进胶式易于组装模芯结构,已解决上述至少一个技术问题。
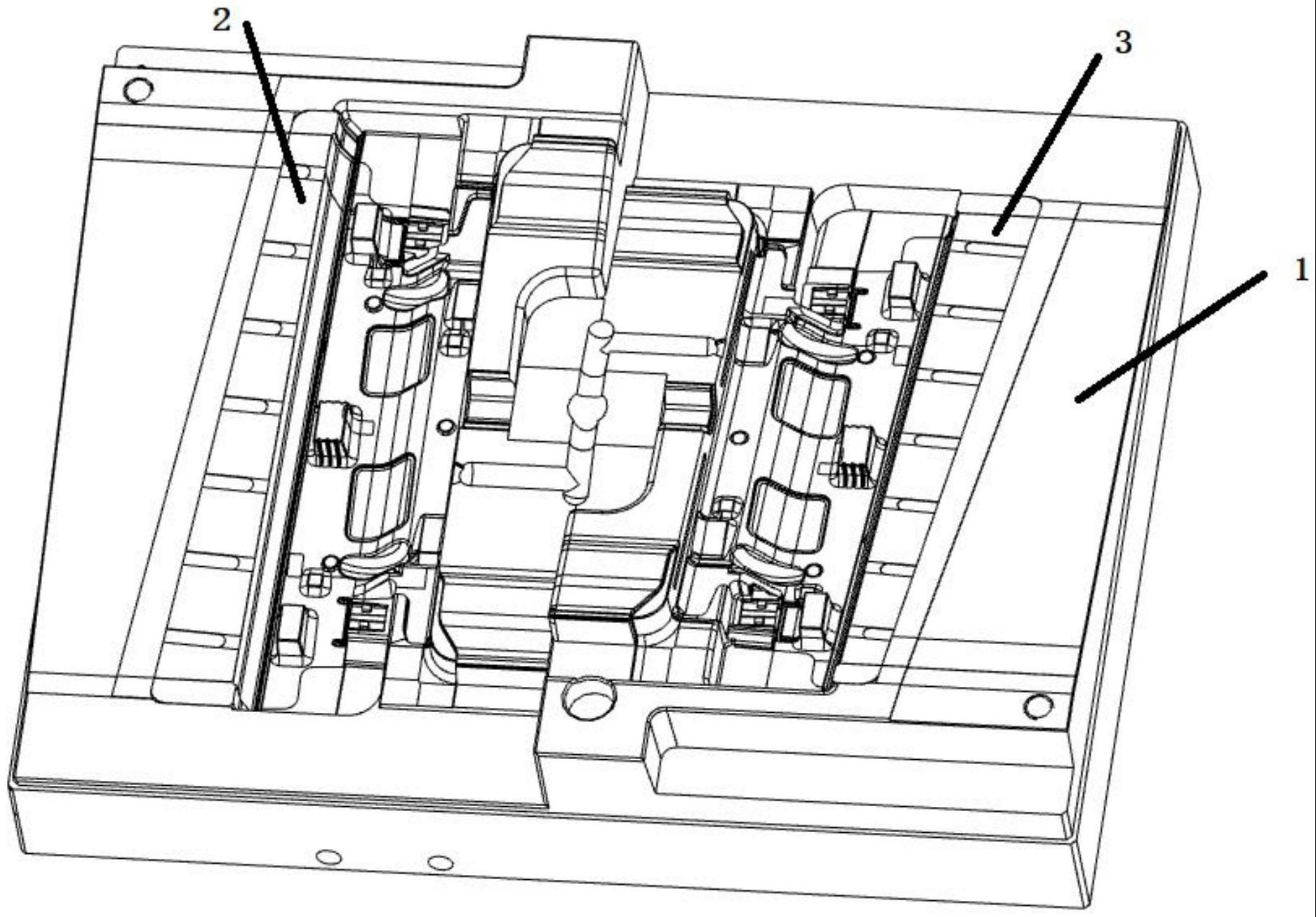
2、本实用新型的技术方案是:侧向进胶式易于组装模芯结构,包括前后设置的前模芯以及后模芯,所述前模芯与所述后模芯围成型腔,其特征在于,所述后模芯包括主模芯,所述主模芯的左右两侧分别滑动连接有辅助模芯;
3、以所述主模芯的左侧的辅助模芯为左模芯,以所述主模芯的右侧的辅助模芯为右模芯;
4、所述左模芯的左侧面为左侧滑动引导面,所述左侧滑动引导面从后至前倾斜向右;
5、所述右模芯的右侧面为右侧滑动引导面,所述右侧滑动引导面从后至前倾斜向左;
6、所述前模芯与所述主模芯的拼合处围成两个中心对称设置的l形分支流道,且所述l形分支流道的端部与一外扩的浇口对接导通,所述浇口开设在所述主模芯的前侧面上,所述浇口的前侧以及邻近型腔侧开口,且所述浇口的上下方向上的宽度从所述l形分支流道处至所述型腔处递增。
7、本实用新型通过优化后模结构,通过主模芯与辅助模芯的组合,便于通过更换辅助模芯,便于实现型腔轮廓的微调,适用于多相似的注塑件采用同一套模具进行加工,节约加工成本。
8、通过浇口开设在主模芯的前侧面上,也就是将浇口设置在型腔一侧的边缘,并将浇口外扩设置,减少了浇口处对产品的冲痕,减缓对产品的冲击力的同时,还可以实现浇口的加大,增加流速。
9、进一步优选地,所述辅助模芯上设有倾斜设置的斜孔。
10、进一步优选地,所述左模芯上开设有从左至右倾斜向后的斜孔;
11、所述右模芯上开设有从左至右倾斜向前的斜孔。
12、进一步优选地,所述辅助模芯上开设有换热通道,所述换热通道的长度方向平行于所述辅助模芯的长度方向。
13、便于通过换热通道,实现对型腔内的产品的加热并温度调控。
14、进一步优选地,所述辅助模芯邻近中央侧的侧壁为所述型腔的侧壁。
15、便于实现产品侧壁结构的更换。
16、进一步优选地,所述主模芯的中央设置有两个对接部,两个对接部中心对称设置;
17、所述对接部包括从上至下倾斜设置的斜坡结构,且所述斜坡结构的中央开设有前宽后窄的锥形内凹结构,所述锥形内凹结构与所述l形分支流道相邻设置;
18、所述前模芯上设有与所述锥形内凹结构相匹配的外凸结构。
19、便于实现前模与后模拼合时的对位性。
20、进一步优选地,所述斜坡结构上开设有弧形缺口;
21、所述前模上设有嵌入所述弧形缺口的突起。
22、进一步提高前模与后模拼合时的对位性。
23、进一步优选地,所述l形分支流道开设在所述斜坡结构上,且所述浇口位于邻近所述锥形内凹结构处。
24、在此处的浇口设置,成型后的产品表面无印痕。
技术特征:
1.侧向进胶式易于组装模芯结构,包括前后设置的前模芯以及后模芯,所述前模芯与所述后模芯围成型腔,其特征在于,所述后模芯包括主模芯,所述主模芯的左右两侧分别滑动连接有辅助模芯;
2.根据权利要求1所述的侧向进胶式易于组装模芯结构,其特征在于:所述辅助模芯上设有倾斜设置的斜孔。
3.根据权利要求1所述的侧向进胶式易于组装模芯结构,其特征在于:所述左模芯上开设有从左至右倾斜向后的斜孔;
4.根据权利要求1所述的侧向进胶式易于组装模芯结构,其特征在于:所述辅助模芯上开设有换热通道,所述换热通道的长度方向平行于所述辅助模芯的长度方向。
5.根据权利要求1所述的侧向进胶式易于组装模芯结构,其特征在于:所述辅助模芯邻近中央侧的侧壁为所述型腔的侧壁。
6.根据权利要求1所述的侧向进胶式易于组装模芯结构,其特征在于:所述主模芯的中央设置有两个对接部,两个对接部中心对称设置;
7.根据权利要求6所述的侧向进胶式易于组装模芯结构,其特征在于:所述斜坡结构上开设有弧形缺口;
8.根据权利要求6所述的侧向进胶式易于组装模芯结构,其特征在于:所述l形分支流道开设在所述斜坡结构上,且所述浇口位于邻近所述锥形内凹结构处。
技术总结
本技术涉及注塑模具领域。侧向进胶式易于组装模芯结构,包括前后设置的前模芯以及后模芯,前模芯与后模芯围成型腔,后模芯包括主模芯,主模芯的左右两侧分别滑动连接有辅助模芯;前模芯与主模芯的拼合处围成两个中心对称设置的L形分支流道,且L形分支流道的端部与一外扩的浇口对接导通,浇口开设在主模芯的前侧面上,且浇口的上下方向上的宽度从L形分支流道处至型腔处递增。本技术通过主模芯与辅助模芯的组合,便于通过更换辅助模芯,便于实现型腔轮廓的微调,适用于多相似的注塑件采用同一套模具进行加工,节约加工成本。
技术研发人员:朱国华,朱晓鸣,许骏
受保护的技术使用者:上海华时机电有限公司
技术研发日:20230113
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!