一种巨型工程轮胎成型机的扣圈装置的制作方法
本技术涉及轮胎生产设备,特别涉及于一种巨型工程轮胎成型机的扣圈装置。
背景技术:
1、长期以来,扣圈装置普遍采用45#钢配耐磨层制作,由于扣圈运动与指型片运动是正相关关系,在指型片正包及反包过程中,始终要频繁地与扣圈装置的内层产生摩擦,且指型片的材质为40cr,其与扣圈发生的刚性摩擦造成指型片及扣圈均损伤严重,不仅造成配件储备量增加,相应增加生产成本,同时,经常性更换配件也对生产效率和产品质量造成不良影响。
技术实现思路
1、(1)技术方案
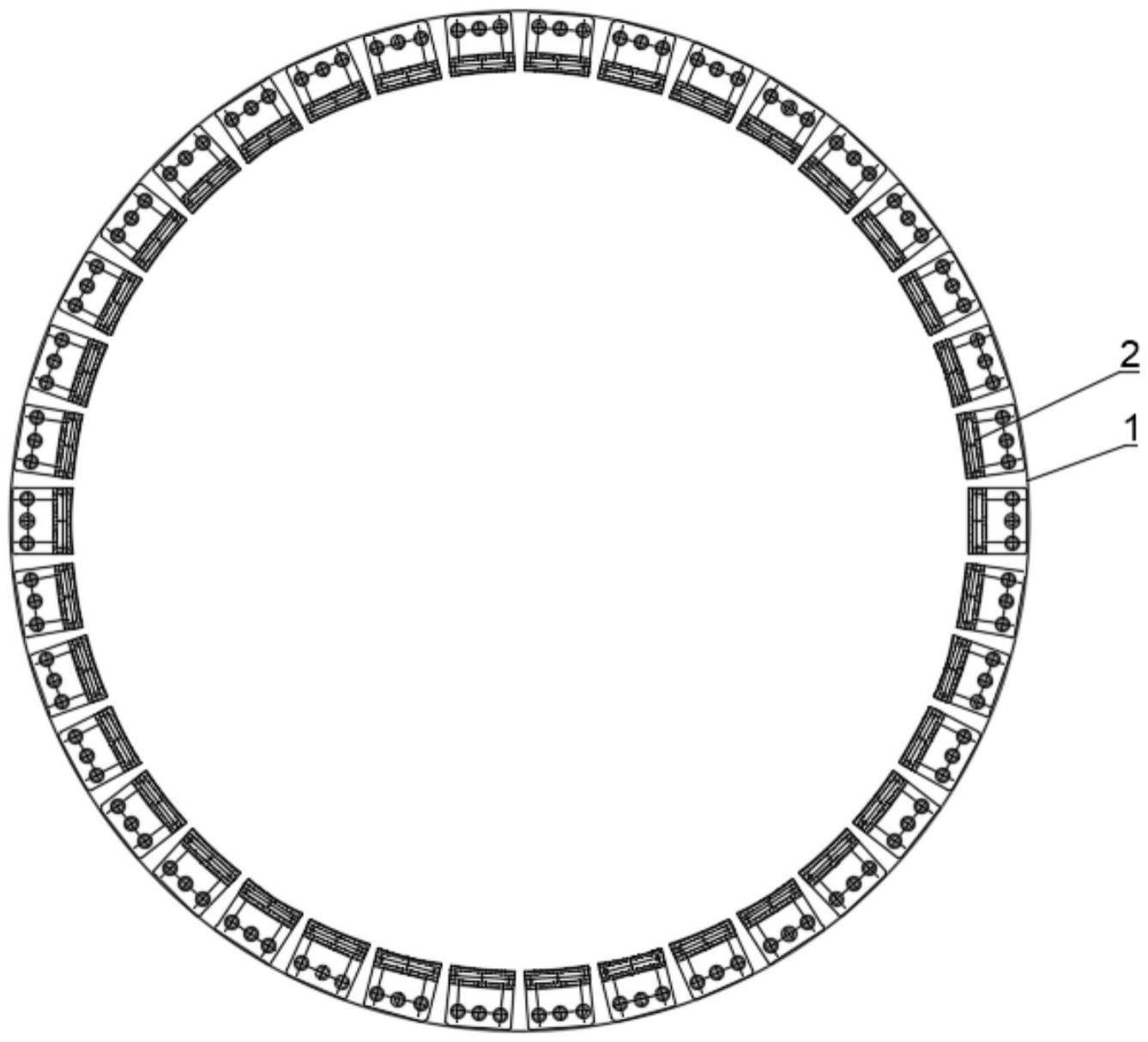
2、为了克服现有巨型工程轮胎成型机扣圈装置和指型片装置刚性摩擦造成的频繁易损,在扣圈装置和指型片装置联动过程中影响胎坯成型质量的缺陷,本实用新型提供了一种巨型工程轮胎成型机的扣圈装置,包括扣圈筒、扣圈爪、气缸,所述扣圈筒端部安装有所述扣圈爪,所述扣圈筒端部的内壁与指型片伸缩密集摩擦的部位上固定安装有多个滚动组件,所述滚动组件沿着所述扣圈筒端部内壁呈环形等距排列分布设置。
3、优选地,所述滚动组件包括安装座、滚轮、滚轮销,所述安装座上设有滚轮安装孔,所述滚轮销上套设有所述滚轮且所述滚轮销的两端固定在所述滚轮安装孔的两侧壁上。
4、优选地,所述滚轮可绕所述滚轮销滚动且所述指型片运动过程中与所述滚轮接触形成滚动摩擦。
5、优选地,所述安装座上设有固定孔。
6、优选地,所述安装座通过螺栓与所述固定孔的配合固定安装在所述扣圈筒端部的内壁上。
7、(2)有益效果
8、本实用新型提供一种巨型工程轮胎成型机的扣圈装置,与现有技术相比,本实用新型具有如下有益效果:
9、1、通过设置在扣圈筒内壁固定安装有滚轮组件,将指型片与扣圈筒内壁形成刚性摩擦转化为柔性滚动摩擦,原来的刚性摩擦基本消失,扣圈筒和指型片的使用寿命大大延长。
10、2、大幅度降低配件储备和生产费用,解决了配件频繁损坏及频繁更换的技术难题,节约了大量的生产费用。
11、3、提高了生产效率和成型质量,由于减少了更换配件的次数和磨损的大幅度降低,设备的运行更趋稳定,既提高了生产效率,也提高了成型质量。
技术特征:
1.一种巨型工程轮胎成型机的扣圈装置,包括扣圈筒(1)、扣圈爪、气缸,所述扣圈筒(1)端部安装有所述扣圈爪,其特征在于,所述扣圈筒(1)端部的内壁与指型片(3)伸缩密集摩擦的部位上固定安装有多个滚动组件(2),所述滚动组件(2)沿着所述扣圈筒(1)端部内壁呈环形等距排列分布设置。
2.根据权利要求1所述的一种巨型工程轮胎成型机的扣圈装置,其特征在于,所述滚动组件(2)包括安装座(21)、滚轮(22)、滚轮销(23),所述安装座(21)上设有滚轮安装孔(211),所述滚轮销(23)上套设有所述滚轮(22)且所述滚轮销(23)的两端固定在所述滚轮安装孔(211)的两侧壁上。
3.根据权利要求2所述的一种巨型工程轮胎成型机的扣圈装置,其特征在于,所述滚轮(22)可绕所述滚轮销(23)滚动且所述指型片(3)运动过程中与所述滚轮(22)接触形成滚动摩擦。
4.根据权利要求2所述的一种巨型工程轮胎成型机的扣圈装置,其特征在于,所述安装座(21)上设有固定孔。
5.根据权利要求4所述的一种巨型工程轮胎成型机的扣圈装置,其特征在于,所述安装座(21)通过螺栓与所述固定孔(24)的配合固定安装在所述扣圈筒(1)端部的内壁上。
技术总结
本技术涉及一种巨型工程轮胎成型机的扣圈装置,特别涉及轮胎生产设备技术领域。该技术包括扣圈筒、扣圈爪、气缸,所述扣圈筒端部安装有所述扣圈爪,所述扣圈筒端部的内壁与指型片伸缩密集摩擦的部位上固定安装有多个滚动组件,所述滚动组件沿着所述扣圈筒端部内壁呈环形等距排列分布设置。通过设置在扣圈筒内壁固定安装有滚轮组件,将指型片与扣圈筒内壁形成刚性摩擦转化为柔性滚动摩擦,原来的刚性摩擦基本消失,扣圈筒和指型片的使用寿命大大延长,大幅度降低配件储备和生产费用,提高了生产效率和成型质量。
技术研发人员:戴造成,龚昌雄,胡铭,周广兴,聂漪
受保护的技术使用者:福建建阳龙翔科技开发有限公司
技术研发日:20230131
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!