一种UHMWPE挤出成型模具的制作方法
本技术属于高分子物理成型领域,具体是一种uhmwpe挤出成型模具。
背景技术:
1、超高分子量聚乙烯(uhmwpe)是粘均分子量大于150万的聚乙烯(pe),是一种新型热塑性工程塑料,它极高的分子量、高度缠绕的链段结构赋予其优异的力学性能。uhmwpe的抗冲击性能居塑料之首,耐低温、在-80℃仍能保持韧性,耐腐蚀,耐磨损且自润滑性能优异,是以塑代钢的理想材料。该材料在石油化工、冶金选矿、生物医学、微电子机械、海洋工程等高新技术领域得到研究和应用。但uhmwpe存在耐温性能差、硬度低、流动性差、拉伸强度低以及阻燃性能差等缺点。利用纳米粒子特有的表面效应、小尺寸效应、量子效应和宏观量子隧道效应,开发系列新型纳米复合功能化uhmwpe材料,是提高uhmwpe性能、并使其得到更广泛应用的有效途径。
2、纳米改性uhmwpe,国内外有学者作过一定的研究。krasnor等制得uhmwpe/fe复合材料,铁粒子在高速摩擦过程中,发生化学反应,可起活性中心作用。复合材料具有低的摩擦系数,并且稳定性好。何春霞研究了纳米a l2o3填充uhmwpe体系表明填充纳米al2o3可以提高uhmwpe的硬度及抗磨粒磨损性能。但上述学者的研究还局限在uhmwpe的实验室压制成型阶段,没有开发uhmwpe新的高效率成型方法,使纳米复合uhmwpe材料得以工业化规模生产。
3、有些学者推出了层状硅酸盐熔融插层改性uhmwpe研究发现,层状硅酸盐剥离分散在uhmwpe基体中,使材料的流动加工性能明显改善,可以用常规的挤出设备成型。但是这种改性方法的对象是粘均分子量150万左右的uhmwpe,对于粘均分子量较高的uhmwpe,层状硅酸盐就无法剥离分散在uhmwpe基体中。另外,层状硅酸盐改性uhmwpe后,材料的力学性能尤其是耐磨性大幅度下降,失去了作为输送浆体、粉体介质的uhmwpe管材最为关键的耐磨、耐压特性。
4、清华大学赵安赤等开发了热致液晶高分子(lcp)改性uhmwpe的“原位纳米复合”工艺技术,分散相lcp在熔融时处于液晶态,并且大分子平行排列,黏度小,流动性好,这样就带动了基体一起流动,极大地改善了流动性。但是,lcp的熔融加工温度至少是280℃,在这温度下,uhmwpe会热剪切氧化降解,所以uhmwpe/lcp材料的力学性能较差。另外,lcp昂贵的成本也使复合材料失去了工业化应用的价值。
5、综上所述,目前,纳米改性uhmwpe的研究、开发和应用还处于摸索和起步阶段,有待于研究的理论和实际问题很多。
6、uhmwpe是惰性的高分子材料,很难引入强的界面化学结合,用纳米技术对uhmwpe进行改性,要解决以下问题:
7、(1)由于uhmwpe分子链很长,彼此之间相互缠结,即使在熔融状态下,其熔体粘度依然很高,这必然导致纳米填料粒子直接在纯uhmwpe基体中的分散困难;
8、(2)纳米填料粒子与uhmwpe基体间存在着界面效应,减小甚至消除两相间的界面,实现两相间的相容甚至结合,也将面临挑战;
9、(3)由于uhmwpe用途广泛,在不同场合使用时,客户会对产品的性能提出不同要求,单一品种的纳米复合材料很难满足不同的性能要求,不满足人们的使用要求,为此我们提出了一种uhmwpe挤出成型模具。
技术实现思路
1、为了克服现有技术的不足,本技术实施提供一种uhmwpe挤出成型模具,设置了送入组件,将纳米材料送入基体材料的内部和外部进行共挤复合,使得纳米填料粒子与基体材料充分的分散相容并且结合,而且该模具适用于多种纳米材料与基体材料的复合,适用性比较广泛。
2、本技术实施解决其技术问题所采用的技术方案是:
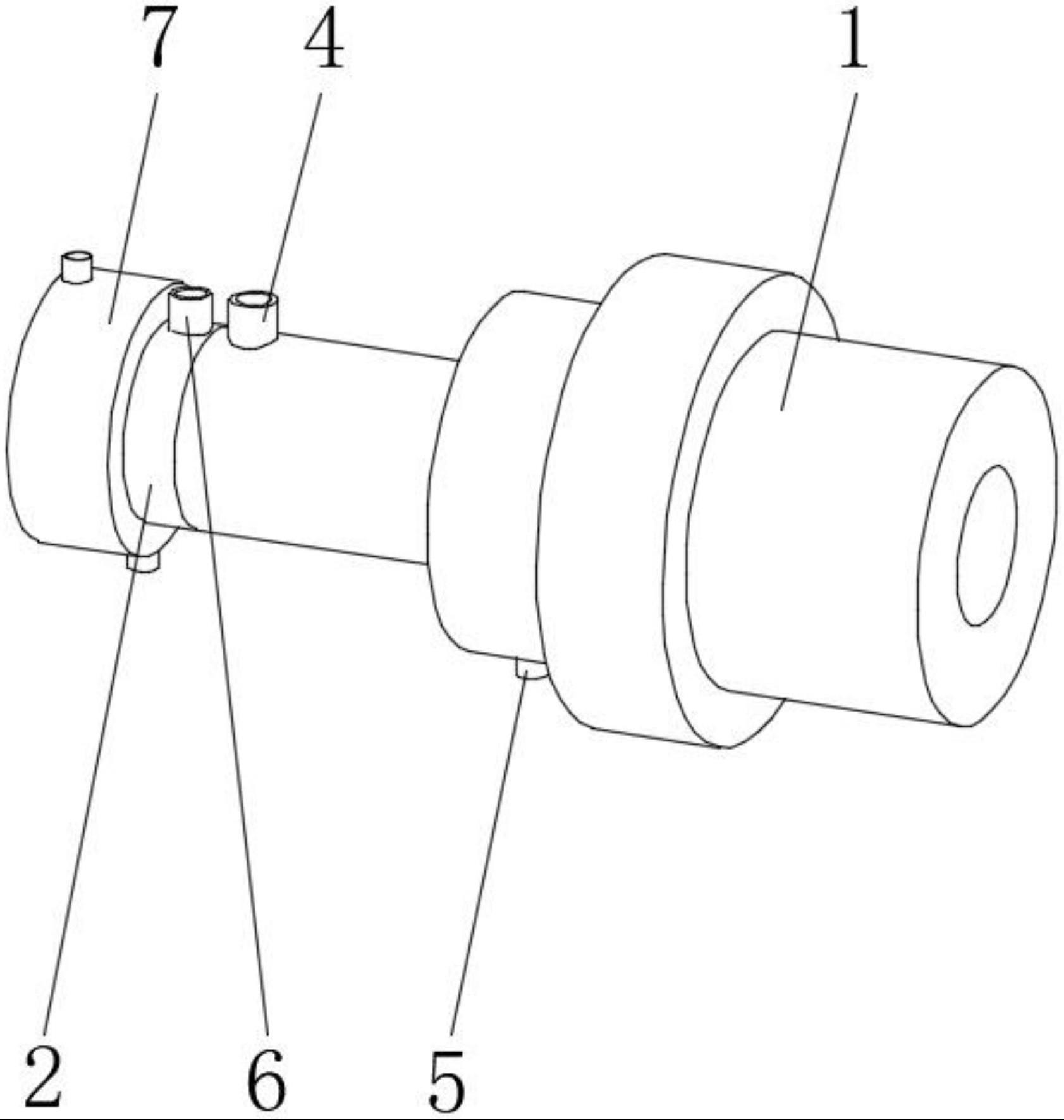
3、一种uhmwpe挤出成型模具,包括熔融段和冷却定型段,所述冷却定型段位于熔融段的一侧;
4、所述熔融段:用于实现共挤复合材料中间层基材的熔融、输送以及与内外两层纳米复合材料的复合:
5、所述冷却定型段:用于实现复合后材料的冷却定型;
6、其中,所述熔融段和冷却定型段的内部均开设有通道,所述熔融段上设置有将纳米复合材料送入到通道外侧和内侧的送入组件。
7、基体材料从熔融段的端部进入到通道中,纳米材料通过送入组件送入到通道中与基体材料进行复合。
8、基体材料为uhmwpe树脂,分子量60万-800万,内外两层纳米复合材料通过第二挤出机输送,主要为聚烯烃纳米复合材料,聚烯烃树脂分子量60万-800万,纳米材料包括不限于纳米炭黑、碳纳米管、纳米二硫化钼、石墨烯。
9、优选的,所述送入组件包括第一送料口,第一送料口一端位于熔融段的外侧,第一送料口另一端与熔融段内部通道的外侧连通。
10、通过第一送料口将纳米材料送入到基体材料的外部,与外部的基体材料进行复合。
11、优选的,所述送入组件还包括第二送入口,第二送入口一端位于熔融段的外侧,第二送入口另一端与熔融段内部通道的内侧连通。
12、通过第二送入口将纳米材料送入到基体材料的内部,与内部的基体材料进行复合。
13、优选的,所述冷却定型段上开设有进气口,其一端位于冷却定型段的外部,其另一端与冷却定型段内部通道的外侧连通,所述进气口与冷却定型段内部通道连通处位于第一送料口与熔融段内部通道连通处的外侧。
14、通过进气口输入氮气,使得冷却定型段具备氮气层保护,氮气可以在模具表面与uhmwpe复合制品之间形成保护气膜,防止氧化、降低剪切速率、提升挤出成型效率,同时提升冷却效率。
15、优选的,所述冷却定型段的外侧可拆卸式设置有降温组件,所述降温组件位于进气口远离第一送料口的一侧。
16、降温组件可以实现控温、保证产品的尺寸精确度。
17、优选的,所述降温组件包括套管组件,所述套管组件通过螺纹转动安装在冷却定型段的外表面。
18、降温组件可以根据需求拆卸更换,使用效果好。
19、优选的,所述套管组件的内部开设有呈螺旋状的冷却腔,所述套管组件的外表面设置有与冷却腔两端连接的进水口和出水口。
20、优选的,所述熔融段的外表面设置有加热板。
21、综上所述,本实用新型包括以下至少一种有益技术效果:
22、一是,本实用新型记载了一种uhmwpe挤出成型模具,其设置了送入组件,将聚烯烃纳米复合材料送入基体材料的内部和外部进行共挤复合,使得纳米功能材料与基体材料实现优势互补,而且该模具适用于多种纳米材料与基体材料的复合,适用性比较广泛;
23、二是,本实用新型记载了一种uhmwpe挤出成型模具,其记载了进气口,通过进气口输入氮气,使得冷却定型段具备氮气层保护,氮气可以在模具表面与uhmwpe复合制品之间形成保护气膜,防止氧化、降低剪切速率、提升挤出成型效率,同时提升冷却效率;
24、三是,本实用新型记载了一种uhmwpe挤出成型模具,通过共挤方案实现了内外表层的纳米复合功能化,同时保证了基体材料的力学性能,解决了纳米复合导致聚烯烃制品力学性能下降的难题,此外本专利在传统的挤出成型基础上实现了挤出成型效率提升,同时兼顾了绿色、环保、低能耗,具备良好的产业化发展前景。
- 还没有人留言评论。精彩留言会获得点赞!