一种电加热的氢气瓶滚塑模具的制作方法
本技术涉及氢气瓶滚塑加工,具体为一种电加热的氢气瓶滚塑模具。
背景技术:
1、目前国内氢气瓶主要是通过滚塑工艺生产氢气瓶内胆。传统滚塑工艺在模具的加热、冷却和成型过程中都在烘箱里面完成,操作比较复杂。
2、且氢气瓶内胆的主要材料是尼龙pa6-pa12.在成型过程中,尼龙很容易跟空气产生氧化反应,会导致氧化部分失去力学性能。导致氢气瓶的质量出现问题;
3、比如专利文件1中,采用的冷却方式就是“停止电加热,启动冷却扇为滚塑模具降温,控制冷却扇功率,使得四个滚塑模具上的模具筒体、模具封底、模具封头的冷却速率均为12~15℃/min,以避免冷却过快导致塑料内胆表面出现裂纹,当各个模具筒体、模具封底、模具封头的表面温度冷却至40~60℃后,关停第一、第二、第三驱动电机及冷却扇”,这种方式还是从外界引入冷空气对内胆进行冷却,会导致出现上述内胆氧化的问题;基于此,我们提出一种电加热的氢气瓶滚塑模具。
4、上述专利文件1的名称为:一种高压储氢瓶塑料内胆滚塑成型装置及成型方法;公布号为:cn115214061a。
技术实现思路
1、针对现有技术的不足,本实用新型提供一种电加热的氢气瓶滚塑模具,用于解决上述背景技术所提出的问题。
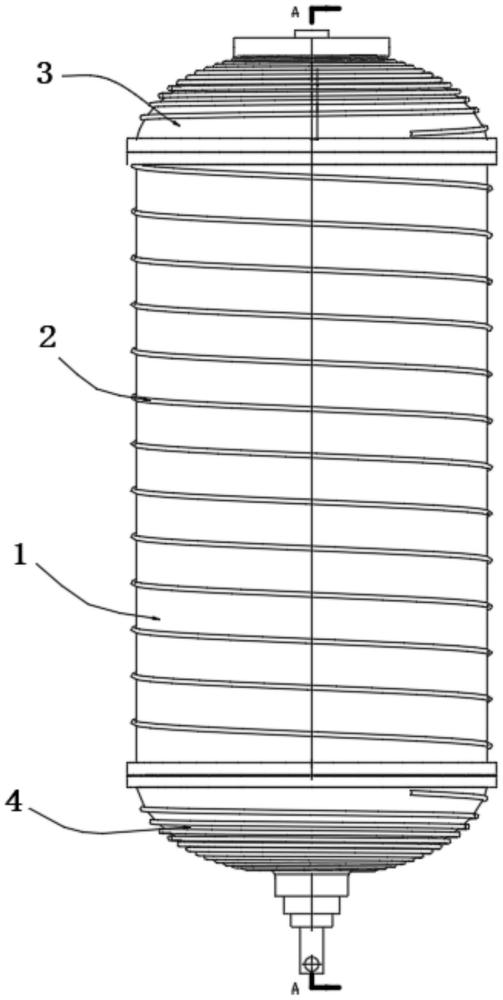
2、本实用新型的电加热的氢气瓶滚塑模具,包括用于目标物加热的模具以及封堵组件;
3、所述模具的内侧设置有可供目标物填装的内腔,所述内腔的内壁与目标物相贴合,用于保持目标物的形态;
4、所述封堵组件包括球形封头一和球形封头二,所述球形封头一与球形封头二设置于模具的两端。
5、作为本实用新型的进一步改进,所述模具的外侧缠绕有多圈电热丝,且每两圈电热丝之间保持有固定间距。
6、作为本实用新型的进一步改进,所述球形封头二的端部开设通孔,该通孔延伸至模具的内腔的内侧。
7、作为本实用新型的进一步改进,所述球形封头二的通孔处密封连接有固定件一,用于形成可供供气管道连接的端口。
8、作为本实用新型的进一步改进,所述球形封头一的端部开设有与球形封头二对应的通孔,且安装有固定件二,所述固定件二配合模具的内腔以及球形封头一形成的端口形成密封区域。
9、作为本实用新型的进一步改进,所述球形封头一与球形封头二互相靠近的一端设置有密封边缘,该密封边缘与模具的两端密封相连。
10、作为本实用新型的进一步改进,所述球形封头一与球形封头二的外侧均缠绕有与模具外侧相同的电热丝。
11、与现有技术相比,本实用新型的有益效果如下:
12、本实用新型通过电热丝能够让模具的表面实现均匀加热的目的,且配合设置的球形封头一和设置的球形封头二,在对目标物进行处理的时候,可以通过控制电热丝的分布间距,来对不同尺寸的目标物进行适配,提高其使用的范围,且在球形封头一和球形封头二上连接的固定件一和固定件二,使目标物在处理的过程中,通过通入惰性气体实现对目标物的挤压,让目标物与模具内腔紧密的贴合,其惰性气体的填充,在目标物被加热的时候,可以将氧气排出,减少在加热时,氧气与目标物出现反应,而导致目标物出现质量缺陷的问题。
技术特征:
1.一种电加热的氢气瓶滚塑模具,包括用于目标物加热的模具(1)以及封堵组件;
2.根据权利要求1所述的一种电加热的氢气瓶滚塑模具,其特征在于:所述模具(1)的外侧缠绕有多圈电热丝(2),且每两圈电热丝(2)之间保持有固定间距。
3.根据权利要求1所述的一种电加热的氢气瓶滚塑模具,其特征在于:所述球形封头一(3)的端部开设有与球形封头二(4)对应的通孔,且安装有固定件二(8),所述固定件二(8)配合模具(1)的内腔(5)以及球形封头一(3)形成的端口形成密封区域。
4.根据权利要求1所述的一种电加热的氢气瓶滚塑模具,其特征在于:所述球形封头一(3)与球形封头二(4)互相靠近的一端设置有密封边缘(7),该密封边缘(7)与模具(1)的两端密封相连。
5.根据权利要求1所述的一种电加热的氢气瓶滚塑模具,其特征在于:所述球形封头一(3)与球形封头二(4)的外侧均缠绕有与模具(1)外侧相同的电热丝(2)。
技术总结
本技术涉及氢气瓶滚塑技术领域,具体公开了电加热的氢气瓶滚塑模具,包括用于目标物加热的模具以及封堵组件;所述模具的内侧设置有可供目标物填装的内腔,所述内腔的内壁与目标物相贴合,用于保持目标物的形态;本技术通过电热丝能够让模具的表面实现均匀加热的目的,且配合设置的球形封头一和设置的球形封头二,在对目标物进行处理的时候,可以通过控制电热丝的分布间距,来对不同尺寸的目标物进行适配,提高其使用的范围,且在球形封头一和球形封头二上连接的固定件一和固定件二,使目标物在处理的过程中,通过通入惰性气体实现对目标物的挤压,让目标物与模具内腔紧密的贴合。
技术研发人员:惠爽
受保护的技术使用者:无锡毅爽滚塑科技有限公司
技术研发日:20230221
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!