上料装置及自动注胶设备的制作方法
本技术涉及镜片注胶领域,特别涉及一种上料装置及自动注胶设备。
背景技术:
1、现有镜片大多采用树脂材料制成,将呈液态的树脂胶液注入镜片成型模具中是镜片制造过程中的重要工艺。树脂镜片在制造过程中,需要经过单体配制、合模、浇注、聚合固化、开模、涂覆等步骤,浇注过程是决定树脂镜片质量的关键步骤。树脂镜片在浇注过程中,需要将呈液态状的胶体注入到已经装配完成的模具中,并使胶体充满模具。
2、现有技术中一般通过上料机械手从传送带上抓取模具,并将模具放置在夹具上,但是目前只能针对单一外径的模具进行上料。
技术实现思路
1、本实用新型的主要目的是提出一种上料装置及自动注胶设备,旨在解决现有的上料装置只能对单一外径的模具进行上料,适用范围小的问题。
2、为实现上述目的,本实用新型提出一种上料装置,该上料装置包括:
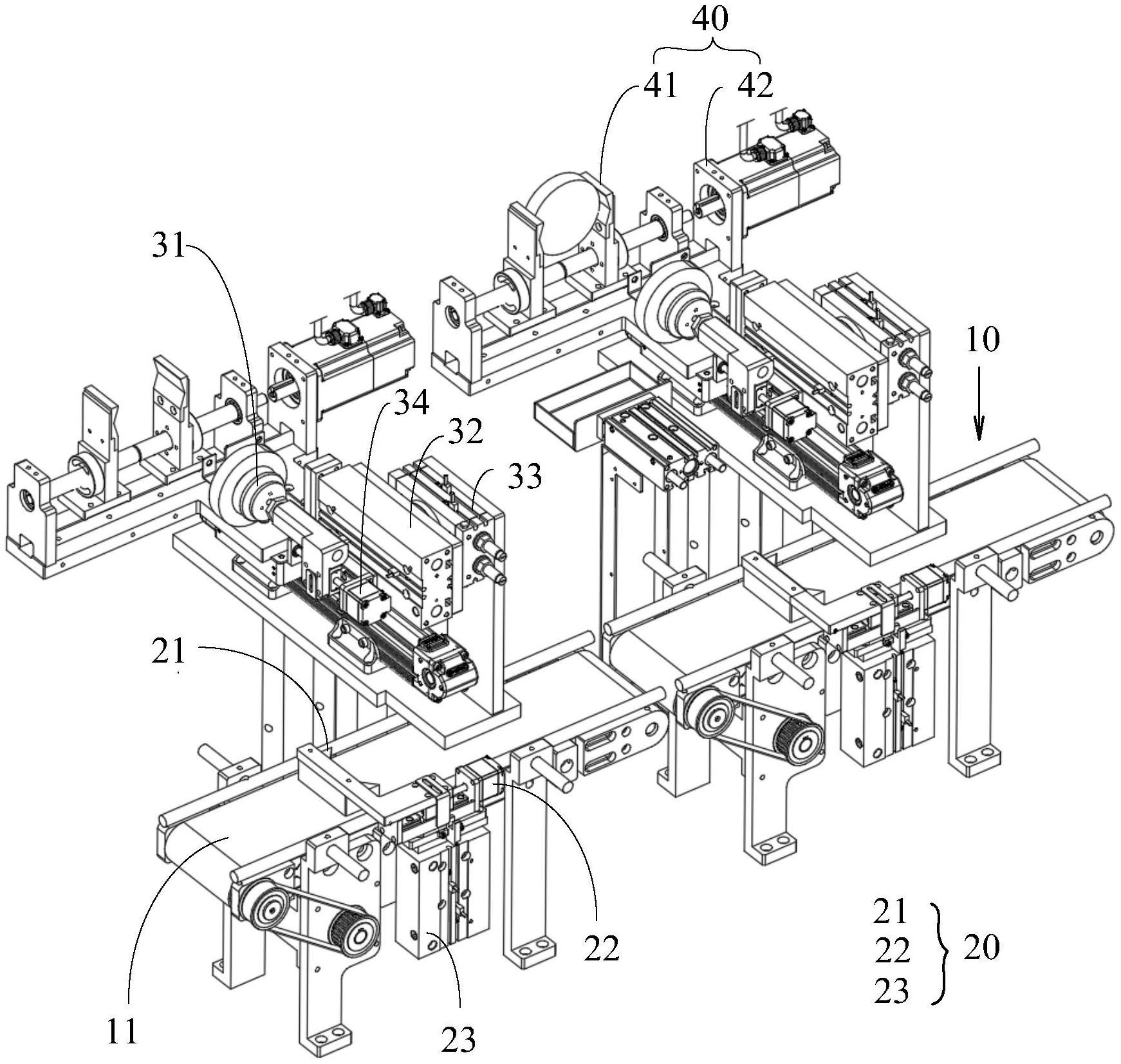
3、传送机构,用于传送模具;
4、定位机构,包括设置在所述传送机构上,且用于对所述模具限位的限位块,以及驱动所述限位块沿着与所述模具的传送路径平行的方向运动的第一驱动组件;
5、上料机构,包括用于吸取所述限位块处的模具的吸料组件,以及驱动所述吸料组件运动,使所述模具远离所述传送机构的第二驱动组件。
6、在一些实施例中,所述上料装置还包括设置在所述传送机构的上方的第一检测机构,所述第一检测机构获取所述模具的厚度信息,所述第一检测机构对应所述传送路径的前段设置,所述定位机构对应所述传送路径的后段设置。
7、在一些实施例中,所述第二驱动组件包括驱动所述吸料组件升降的升降模组,所述升降模组用于根据所述厚度信息调整所述吸料组件的下降高度。
8、在一些实施例中,所述上料装置还包括设置在所述传送机构一侧的第二检测机构,所述第二检测机构用于获取所述模具的直径信息,所述第一驱动组件用于根据所述直径信息,驱动所述限位块沿着与所述模具的传送路径平行的方向运动。
9、在一些实施例中,所述上料装置还包括多个依次连接的传送机构,各所述传送机构对应设置有所述定位机构和上料机构;
10、所述定位机构还包括驱动所述限位块升起以放行所述模具的第三驱动组件;
11、所述上料装置还包括对应各所述限位块设置的第一传感器,所述第一传感器用于探测所述限位块中是否存在模具。
12、本实用新型提出一种自动注胶设备,包括上述的上料装置。
13、在一些实施例中,所述自动注胶设备还包括:
14、夹具机构,包括朝向所述上料机构设置的吸料盘,所述吸料盘用于吸取所述模具;
15、注胶机构,用于对所述吸料盘上的模具注胶。
16、在一些实施例中,所述自动注胶设备还包括对心机构,所述对心机构包括:
17、对心夹爪,设置在所述上料机构和夹具机构之间,用于承接并夹持所述上料机构上的模具;
18、第四驱动组件,用于驱动所述对心夹爪开合;
19、第五驱动组件,用于驱动所述对心夹爪朝所述夹具机构运动,使所述对心夹爪上的模具与所述吸料盘对接。
20、在一些实施例中,所述自动注胶设备还包括:
21、撕胶机构,设置在所述吸料盘一侧,包括检测胶带头位置的寻胶头传感器、用于抓取胶带头的撕胶夹爪,以及驱动所述撕胶夹爪靠近或远离所述吸料盘的第六驱动组件;所述撕胶机构用于撕开胶带,使模具上的注胶口露出。
22、在一些实施例中,所述注胶机构,包括用于与所述模具的注胶口对接的注胶嘴。
23、本实用新型通过设置包括传送机构、定位机构和上料机构的上料装置,使定位机构中的限位块可对模具进行限位,在限位状态下,上料机构处于模具的正上方。当需对不同规格的模具进行上料时,可根据模具的直径大小,由第一驱动组件驱动限位块沿着与所述模具的传送路径平行的方向运动,以补偿被限位块定位后,模具相对上料机构的偏移量,使本上料装置适用不同规格的模具。
技术特征:
1.一种上料装置,其特征在于,包括:
2.根据权利要求1所述的上料装置,其特征在于,所述上料装置还包括设置在所述传送机构的上方的第一检测机构,所述第一检测机构获取所述模具的厚度信息,所述第一检测机构对应所述传送路径的前段设置,所述定位机构对应所述传送路径的后段设置。
3.根据权利要求2所述的上料装置,其特征在于,所述第二驱动组件包括驱动所述吸料组件升降的升降模组,所述升降模组用于根据所述厚度信息调整所述吸料组件的下降高度。
4.根据权利要求3所述的上料装置,其特征在于,所述上料装置还包括设置在所述传送机构一侧的第二检测机构,所述第二检测机构用于获取所述模具的直径信息,所述第一驱动组件用于根据所述直径信息,驱动所述限位块沿着与所述模具的传送路径平行的方向运动。
5.根据权利要求4所述的上料装置,其特征在于,所述上料装置还包括多个依次连接的传送机构,各所述传送机构对应设置有所述定位机构和上料机构;
6.一种自动注胶设备,其特征在于,包括权利要求1-5中任一项所述的上料装置。
7.根据权利要求6所述的自动注胶设备,其特征在于,所述自动注胶设备还包括:
8.根据权利要求7所述的自动注胶设备,其特征在于,所述自动注胶设备还包括对心机构,所述对心机构包括:
9.根据权利要求8所述的自动注胶设备,其特征在于,所述自动注胶设备还包括:
10.根据权利要求9所述的自动注胶设备,其特征在于,所述注胶机构,包括用于与所述模具的注胶口对接的注胶嘴。
技术总结
本技术公开一种上料装置及自动注胶设备,通过设置包括传送机构、定位机构和上料机构的上料装置,使定位机构中的限位块可对模具进行限位,在限位状态下,上料机构处于模具的正上方。当需对不同规格的模具进行上料时,可根据模具的直径大小,由第一驱动组件驱动限位块沿着与所述模具的传送路径平行的方向运动,以补偿被限位块定位后,模具相对上料机构的偏移量,使本上料装置适用不同规格的模具。
技术研发人员:俞小飞
受保护的技术使用者:深圳市和力泰科技集团有限公司
技术研发日:20230201
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!