一种注塑机边自动摆螺母上料机构的制作方法
本技术涉及机械加工,具体是指一种注塑机边自动摆螺母上料机构。
背景技术:
1、现有产品需要分别将两种不同规格的大小螺母放置在固定的夹具上通过机械手取出放置模内进行注塑,目前采用人工采用镊子进行摆放至定位夹具,而这种通过手动放入螺母的操作方式,使得螺母摆放的精准性不高,注塑成型后的成品件的品质无法提升,导致返修率高、生产成本高,并且手动操作极易出现压模致使模具损坏,同时也增加了操作风险,使得人工成本高,面对大批量生产加工时,手动操作的效率也无法提升;并且生产需求较大,手工作业方式效率低下,注塑周期不稳定不良率高,且用工成本高,因此欲开发一种注塑机边自动摆螺母上料机构。
技术实现思路
1、本实用新型的目的是克服现有技术中的不足之处,提供一种能够提高产品良率的注塑机边自动摆螺母上料机构。
2、本实用新型的目的是通过以下技术方案来实现的:
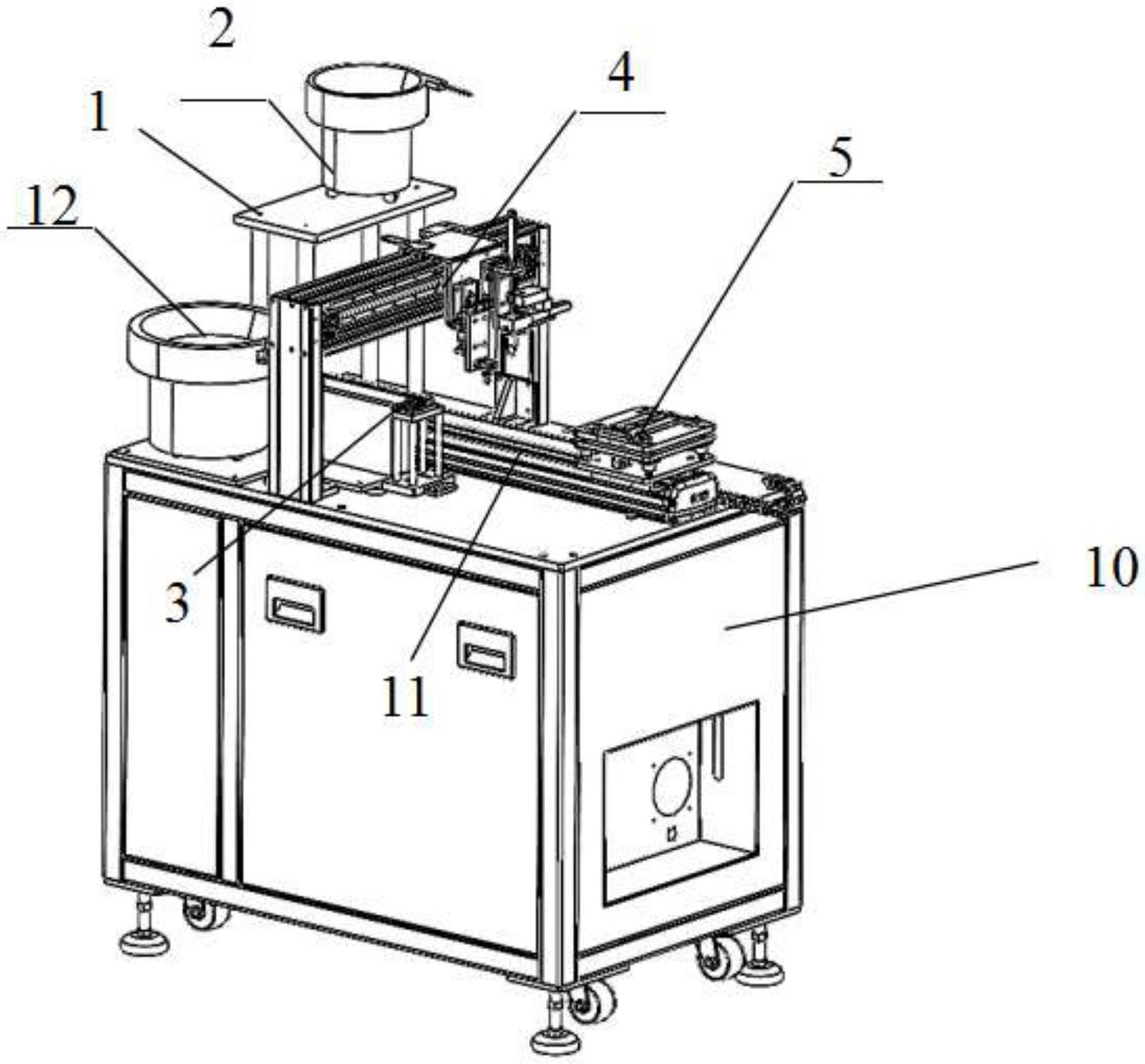
3、一种注塑机边自动摆螺母上料机构,包括机台,所述机台上安装有螺母供料机构组,用于上料不同型号的螺母;螺母错料机构组,与螺母供料机构组连接,用于对不同型号的螺母进行错位分料;龙门移载机构,位于螺母错料机构组的上方,用于同时移载不同型号的螺母;螺母定位顶出移载机构,将螺母定位顶出夹具前后移动,螺母定位顶出移载机构将螺母定位顶出夹具移动到龙门移载机构下方,龙门移载机构移载的螺母放入螺母定位顶出夹具,完成自动摆螺母上料,提高了生产效率,实现自动化,避免破坏产品,提高产品良率。
4、进一步的,所述螺母供料机构组包括大螺母供料振动盘、振动槽;所述螺母错料机构组包括大螺母错位分料气缸,所述大螺母供料振动盘将大螺母振动出料到振动槽内,大螺母错位分料气缸对振动槽内的大螺母进行分料,大螺母供料振动盘容纳空间大,节约供料时间。
5、进一步的,所述螺母供料机构组还包括小螺母供料振动盘,小螺母供料振动盘通过管道将小螺母运输至螺母错料机构组。
6、进一步的,所述龙门移载机构包括导轨,所述导轨上活动连接有上料机构,所述上料机构吸取不同型号的螺母,提高上料效率。
7、进一步的,所述上料机构包括第一上料组件、第一连接板和第二连接板,所述第一连接板与导轨相接,所述第二连接板与第一连接板垂直连接,所述第一上料组件安装在第二连接板上。
8、进一步的,所述第一上料组件包括相连的取放料气缸和取料吸嘴,取料吸嘴吸取大螺母,取放料气缸带动取料吸嘴上下移动。
9、进一步的,所述上料机构还包括安装在第二连接板上的第二上料组件,所述第二上料组件包括推出气缸,所述推出气缸下连接有推出端子,推出端子将小螺母摆入螺母定位顶出夹具。
10、进一步的,所述螺母错料机构组还包括相连的小螺母错料机构和小螺母错位分料气缸,所述推出气缸一侧连接有小螺母错料机构,小螺母错料机构通过小螺母错位分料气缸对小螺母错位分料。
11、进一步的,所述螺母定位顶出夹具包括第一固定板、第二固定板和浮动板,所述浮动板位于第一固定板和第二固定板之间,所述第一固定板与螺母定位顶出移载机构滑动连接,所述第一固定板上安装有小螺母顶出气缸,小螺母顶出气缸向上顶出小螺母。
12、进一步的,所述第二固定板上安装有大螺母定位块,第一固定板上安装有大螺母顶出气缸,第一固定板和第二固定板之间安装有导向杆,所述浮动板穿过导向杆,浮动板和第一固定板之间放置有套在导向杆上的顶出导向机构,大螺母顶出气缸将浮动板向上推动顶出大螺母。
13、本实用新型相比现有技术具有以下优点及有益效果:
14、本实用新型通过螺母供料机构组、螺母错料机构组、龙门移载机构、螺母定位顶出移载机构、螺母定位顶出夹具配合注塑机械手来回循环作业实现自动摆螺母上料机构,快速生产方式,极大地提高了作业效率,减少了周转空间和周转时间,节省了人力,机构使用方便、快捷和安全,实用性强。
技术特征:
1.一种注塑机边自动摆螺母上料机构,其特征在于:包括机台,所述机台上安装有螺母供料机构组,用于上料不同型号的螺母;螺母错料机构组,与螺母供料机构组连接,用于对不同型号的螺母进行错位分料;龙门移载机构,位于螺母错料机构组的上方,用于同时移载不同型号的螺母;螺母定位顶出移载机构,将螺母定位顶出夹具前后移动,龙门移载机构移载的螺母放入螺母定位顶出夹具。
2.根据权利要求1所述的注塑机边自动摆螺母上料机构,其特征在于:所述螺母供料机构组包括大螺母供料振动盘、振动槽;所述螺母错料机构组包括大螺母错位分料气缸,所述大螺母供料振动盘将大螺母振动出料到振动槽内,大螺母错位分料气缸对振动槽内的大螺母进行分料。
3.根据权利要求1所述的注塑机边自动摆螺母上料机构,其特征在于:所述螺母供料机构组还包括小螺母供料振动盘,小螺母供料振动盘通过管道将小螺母运输至螺母错料机构组。
4.根据权利要求1所述的注塑机边自动摆螺母上料机构,其特征在于:所述龙门移载机构包括导轨,所述导轨上活动连接有上料机构,所述上料机构吸取不同型号的螺母。
5.根据权利要求4所述的注塑机边自动摆螺母上料机构,其特征在于:所述上料机构包括第一上料组件、第一连接板和第二连接板,所述第一连接板与导轨相接,所述第二连接板与第一连接板垂直连接,所述第一上料组件安装在第二连接板上。
6.根据权利要求5所述的注塑机边自动摆螺母上料机构,其特征在于:所述第一上料组件包括相连的取放料气缸和取料吸嘴,取料吸嘴吸取大螺母,取放料气缸带动取料吸嘴上下移动。
7.根据权利要求4所述的注塑机边自动摆螺母上料机构,其特征在于:所述上料机构还包括安装在第二连接板上的第二上料组件,所述第二上料组件包括推出气缸,所述推出气缸下连接有推出端子,推出端子将小螺母摆入螺母定位顶出夹具。
8.根据权利要求7所述的注塑机边自动摆螺母上料机构,其特征在于:所述螺母错料机构组还包括相连的小螺母错料机构和小螺母错位分料气缸,所述推出气缸一侧连接有小螺母错料机构,小螺母错料机构通过小螺母错位分料气缸对小螺母错位分料。
9.根据权利要求1所述的注塑机边自动摆螺母上料机构,其特征在于:所述螺母定位顶出夹具包括第一固定板、第二固定板和浮动板,所述浮动板位于第一固定板和第二固定板之间,所述第一固定板与螺母定位顶出移载机构滑动连接,所述第一固定板上安装有小螺母顶出气缸,小螺母顶出气缸向上顶出小螺母。
10.根据权利要求9所述的注塑机边自动摆螺母上料机构,其特征在于:所述第二固定板上安装有大螺母定位块,第一固定板上安装有大螺母顶出气缸,第一固定板和第二固定板之间安装有导向杆,所述浮动板穿过导向杆,浮动板和第一固定板之间放置有套在导向杆上的顶出导向机构,大螺母顶出气缸将浮动板向上推动顶出大螺母。
技术总结
本技术公开了一种注塑机边自动摆螺母上料机构,包括机台,所述机台上安装有螺母供料机构组,用于上料不同型号的螺母;螺母错料机构组,与螺母供料机构组连接,用于对不同型号的螺母进行错位分料;龙门移载机构,位于螺母错料机构组的上方,用于同时移载不同型号的螺母;螺母定位顶出移载机构,将螺母定位顶出夹具前后移动,龙门移载机构移载的螺母放入螺母定位顶出夹具,本技术极大地提高了作业效率,减少了周转空间和周转时间,节省了人力,机构使用方便、快捷和安全,实用性强。
技术研发人员:张小平,肖江辉,孙雪兵
受保护的技术使用者:东江精创注塑(深圳)有限公司
技术研发日:20230310
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!