注塑模具侧排气机构的制作方法
本技术涉及注塑模具,具体为注塑模具侧排气机构。
背景技术:
1、人们的生活中大量使用塑料制品,绝大部分塑料制品是通过注塑模具生产出来的。在注塑过程中,注塑模具的模腔内或多或少的由于模腔内的空气、塑料原料中所含水分在高温下蒸发或塑料在高温下分解等原因导致模腔内有气体存在,如果这些气体无法顺畅的排出,就会造成烧焦、填充不良、外观不良、外观损伤、气泡、银丝、熔接线、尺寸偏差等缺陷。
2、现有cn207077715u一种注塑模具排气结构通过在注塑模具上需要排气处设置与模腔连通的溢料穴,这样注塑时气体被熔融的塑料赶至溢料穴,并通过排气槽排出,即使是由于排气不畅导致的烧焦、填充不良、外观损伤、气泡、尺寸偏差等缺陷也只会发生在填充溢料穴的塑料部分,而不会影响真正的产品。但是存在不足,该装置可能造成堵塞,不能对堵塞情况进行稳定清理,不方便进行反复利用,而且对排气口更换比较麻烦,并且该装置的冷却效率不佳,使用不方便,从而需要注塑模具侧排气机构解决上述的问题。
技术实现思路
1、本实用新型的目的在于提供注塑模具侧排气机构,以解决上述背景技术中提到的注塑模具排气结构可能造成堵塞,不能对堵塞情况进行稳定清理,不方便进行反复利用,而且对排气口更换比较麻烦,并且该装置的冷却效率不佳,使用不方便的问题。
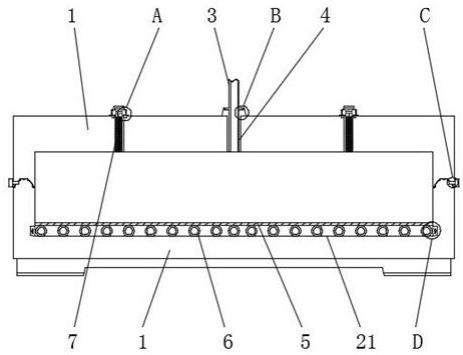
2、为实现上述目的,本实用新型提供如下技术方案:注塑模具侧排气机构,包括上模,所述上模下端安装有下模,且上模上端开设有注塑口,所述上模上端两侧开设有安装插槽,且安装插槽内壁插合安装有透气管,所述透气管下端边缘固定连接有定位块,且透气管两侧下端固定连接有锁定块,所述透气管内壁上端镶嵌安装有滚珠,其滚珠之间安装有旋转块,且旋转块下端安装有粉碎块,所述上模下端边缘开设有拼接槽,其拼接槽内壁固定连接有密封垫块,且拼接槽一侧安装有第一锁紧旋钮,所述注塑口内壁插合安装有注塑管道,其注塑管道外壁固定连接有拼接扣块,且拼接扣块下端安装有磁力固定块,所述下模内壁下端安装有导热板,且下模前侧下端开设有抽拉槽,所述抽拉槽内壁插合安装有冷却管,且冷却管两侧安装有第二锁紧旋钮,所述下模上端边缘固定连接有拼接块。
3、优选的,所述上模通过拼接块和密封垫块在拼接槽内与下模呈插合密封安装,且拼接块和拼接槽均为梯形结构,所述上模通过第一锁紧旋钮与下模呈锁紧安装。
4、优选的,所述注塑管道通过注塑口与上模呈插合安装,且注塑管道的长度与注塑口的长度相匹配,所述注塑管道通过磁力固定块在拼接扣块上与注塑口呈磁力拼接安装。
5、优选的,所述冷却管通过抽拉槽与上模呈插合安装,且冷却管通过第二锁紧旋钮与上模呈锁紧安装,所述冷却管为循环连通结构,所述导热板为铜材质,且导热板与冷却管贴合位置分布。
6、优选的,所述透气管与上模连通连接,且透气管通过安装插槽与上模呈插合安装,所述透气管通过锁定块和定位块与上模呈定位锁紧安装。
7、优选的,所述粉碎块通过滚珠在旋转块上与透气管呈滚动旋转连接,且粉碎块于透气管内壁呈平行位置分布。
8、与现有技术相比,本实用新型的有益效果是:该注塑模具侧排气机构的上模和下模方便通过拼接槽、第一锁紧旋钮、密封垫块和拼接块方便进行稳定密封安装,并且可以通过透气管稳定导气,并且方便快速拆装处理,而且透气管可以通过粉碎块的旋转进行溢料粉碎,避免堵塞,可以进行反复处理,并且可以通过冷却管快速插合拆装使用,可以进行循环导流,而且可以通过导热板快速导热,效果更佳。
技术特征:
1.注塑模具侧排气机构,包括上模(1),所述上模(1)下端安装有下模(2),且上模(1)上端开设有注塑口(4),其特征在于:所述上模(1)上端两侧开设有安装插槽(12),且安装插槽(12)内壁插合安装有透气管(7),所述透气管(7)下端边缘固定连接有定位块(11),且透气管(7)两侧下端固定连接有锁定块(10),所述透气管(7)内壁上端镶嵌安装有滚珠(9),其滚珠(9)之间安装有旋转块(8),且旋转块(8)下端安装有粉碎块(13),所述上模(1)下端边缘开设有拼接槽(16),其拼接槽(16)内壁固定连接有密封垫块(18),且拼接槽(16)一侧安装有第一锁紧旋钮(17),所述注塑口(4)内壁插合安装有注塑管道(3),其注塑管道(3)外壁固定连接有拼接扣块(14),且拼接扣块(14)下端安装有磁力固定块(15),所述下模(2)内壁下端安装有导热板(5),且下模(2)前侧下端开设有抽拉槽(21),所述抽拉槽(21)内壁插合安装有冷却管(6),且冷却管(6)两侧安装有第二锁紧旋钮(20),所述下模(2)上端边缘固定连接有拼接块(19)。
2.根据权利要求1所述的注塑模具侧排气机构,其特征在于:所述上模(1)通过拼接块(19)和密封垫块(18)在拼接槽(16)内与下模(2)呈插合密封安装,且拼接块(19)和拼接槽(16)均为梯形结构,所述上模(1)通过第一锁紧旋钮(17)与下模(2)呈锁紧安装。
3.根据权利要求2所述的注塑模具侧排气机构,其特征在于:所述注塑管道(3)通过注塑口(4)与上模(1)呈插合安装,且注塑管道(3)的长度与注塑口(4)的长度相匹配,所述注塑管道(3)通过磁力固定块(15)在拼接扣块(14)上与注塑口(4)呈磁力拼接安装。
4.根据权利要求3所述的注塑模具侧排气机构,其特征在于:所述冷却管(6)通过抽拉槽(21)与上模(1)呈插合安装,且冷却管(6)通过第二锁紧旋钮(20)与上模(1)呈锁紧安装,所述冷却管(6)为循环连通结构,所述导热板(5)为铜材质,且导热板(5)与冷却管(6)贴合位置分布。
5.根据权利要求4所述的注塑模具侧排气机构,其特征在于:所述透气管(7)与上模(1)连通连接,且透气管(7)通过安装插槽(12)与上模(1)呈插合安装,所述透气管(7)通过锁定块(10)和定位块(11)与上模(1)呈定位锁紧安装。
6.根据权利要求5所述的注塑模具侧排气机构,其特征在于:所述粉碎块(13)通过滚珠(9)在旋转块(8)上与透气管(7)呈滚动旋转连接,且粉碎块(13)于透气管(7)内壁呈平行位置分布。
技术总结
本技术公开了注塑模具侧排气机构,包括上模,所述注塑口内壁插合安装有注塑管道,其注塑管道外壁固定连接有拼接扣块,且拼接扣块下端安装有磁力固定块,所述下模内壁下端安装有导热板,且下模前侧下端开设有抽拉槽,所述抽拉槽内壁插合安装有冷却管,且冷却管两侧安装有第二锁紧旋钮。该注塑模具侧排气机构的上模和下模方便通过拼接槽、第一锁紧旋钮、密封垫块和拼接块方便进行稳定密封安装,并且可以通过透气管稳定导气,并且方便快速拆装处理,而且透气管可以通过粉碎块的旋转进行溢料粉碎,避免堵塞,可以进行反复处理,并且可以通过冷却管快速插合拆装使用,可以进行循环导流,而且可以通过导热板快速导热,效果更佳。
技术研发人员:雷凤
受保护的技术使用者:昆山市新腾胜精密模具有限公司
技术研发日:20230315
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!