一种镜片压缩成型机构的制作方法
本技术涉及眼镜制造自动化装置的,尤其涉及一种镜片压缩成型机构。
背景技术:
1、在如今的科技环境下,眼镜行业的发展迅猛,镜片的需求日益增长,对镜片质量的要求同步提升。现有的塑性镜片加工工艺主要由注塑机射出成型,由于注塑射出的压力较大,作用在封闭的模具当中,造成塑化过程中分子取向不一,产品内部存有较大内应力,而且通常在注塑工艺的后需进行消除应力工序。另一种塑性镜片加工工艺为挤出机挤出成型。挤出机挤出成型工艺中物料挤出压力小,通常经过挤出牵引生产连续塑件或者使用分段模具压缩成型,其中分段模具压缩成型适用于镜片成型,挤出成型后的产品内部应力小,在挤出成型工艺后续无需进行消除应力。但现有分段模具压缩成型结构存在压缩成品排气效果差、内应力不均匀、产品厚度不均等品质不佳问题。对于镜片挤出成型工艺中,压缩成型质量不稳定问题是当前完成镜片挤出成型的一大瓶颈问题。
技术实现思路
1、针对上述产生的镜片挤出成型工艺产生的排气效果差、内应力不均匀、产品厚度不均等问题,本实用新型的目的在于提供一种镜片压缩成型机构。
2、为了实现上述目的,本实用新型采取的技术方案为:
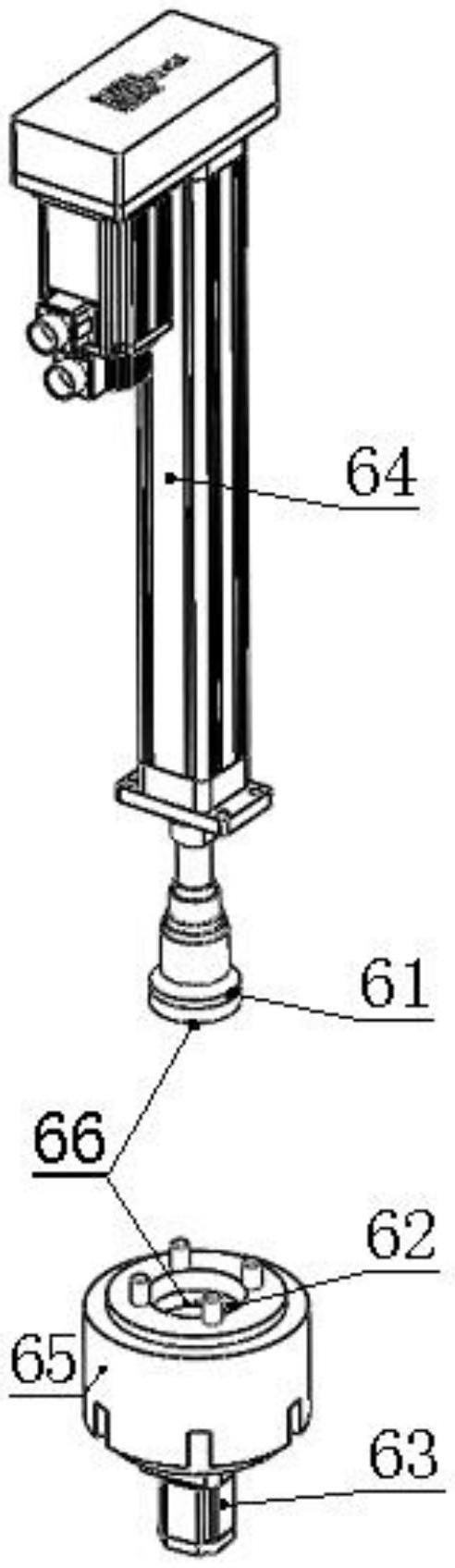
3、一种镜片压缩成型机构,其中,包括:上模座61、下模座62和外模成型座65,所述下模座62安装在所述外模成型座65内,所述上模座61设于所述外模成型座65的上方,所述上模座61可操作地移入所述外模成型座65内且与所述下模座62合围形成用于镜片压缩成型的腔体结构。
4、上述的镜片压缩成型机构,其中,还包括:温度传感器和加热件66,所述上模座61和所述下模座62内均安装有所述加热件66,所述温度传感器用于监测外模成型座65内的温度。
5、上述的镜片压缩成型机构,其中,还包括:下压部件64,所述上模座61安装在所述下压部件64上,所述下压部件64驱动所述上模座61可操作地移入所述外模成型座65内。
6、上述的镜片压缩成型机构,其中,所述下压部件64为电缸。
7、上述的镜片压缩成型机构,其中,所述上模座61、所述下模座62和所述外模成型座65沿竖直方向同轴设置。
8、上述的镜片压缩成型机构,其中,还包括:通孔针651和第一弹簧652,外模成型座65上设有连通其内壁和外壁的通气孔,所述通孔针651安装在通气孔内,通孔针651靠近外模成型座65的外壁的一端设有外径较大的端部,通气孔靠近外模成型座65的内壁的一端设有环形限位槽板,第一弹簧652套设在所述通孔针651上,第一弹簧652的一端抵于通孔针651外径较大的端部,第一弹簧652的另一端抵于环形限位槽板,下模座62的内壁沿竖直方向倾斜设置,通孔针651靠近外模成型座65的外壁的一端抵于下模座62的内壁,下模座62和外模成型座65之间沿竖直方向相对位移以推动通孔针651沿通气孔位移,所述第一弹簧652用于通孔针651的复位。
9、上述的镜片压缩成型机构,其中,还包括:底升降部件63,所述底升降部件63安装在所述外模成型座65上。
10、上述的镜片压缩成型机构,其中,所述底升降部件63包括:驱动件和推杆,所述推杆安装在所述驱动件上,所述驱动件安装在外模成型座65的底部,所述推杆设于所述外模成型座65内,所述驱动件用于驱动所述推杆在所述外模成型座65内位移。
11、上述的镜片压缩成型机构,其中,所述驱动件为驱动电机。
12、上述的镜片压缩成型机构,其中,所述底升降部件63还包括:推动件,所述推动件安装在所述推杆上,推动件的顶部和所述下模座62相匹配。
13、上述的镜片压缩成型机构,其中,所述下模座62放置在所述推动件上,所述驱动件通过所述推杆驱动所述推动件在所述外模成型座65内位移并将所述下模座62推出所述外模成型座65。
14、本实用新型由于采用了上述技术,使之与现有技术相比具有的积极效果是:
15、(1)本实用新型中,使用上、下玻璃模片对镜片进行成型操作,玻璃模片相较于注塑模具,成本更低、成型产品的表面品质更高,便于脱模,并且没有注塑模具常见的模面腐蚀的缺点。
16、(2)本实用新型中,在压缩成型机构内设置加热件,通过加热件对熔融物料的成型过程中进行加热,保证成品镜片在压缩成型过程中均匀冷却,在压缩成型过程中消除应力,保证了产品质量并且后续无需进行加热消除应力,节省了大量生产时间以及成本。
17、(3)本实用新型中,在压缩成型机构内设置通孔机构,在底部升降推杆运动配合下,进行排气与通孔操作,保证压缩成型排气质量与解决了进料不均匀造成产品厚度不均的问题。
18、(4)本实用新型中,在压缩成型机构内设置下模座的升降机构,底升降部件在外模成型座的配合下,方便上、下玻璃模片的上料操作、成型镜片的脱模操作及成品镜片的下料操作。
技术特征:
1.一种镜片压缩成型机构,其特征在于,包括:上模座(61)、下模座(62)和外模成型座(65),所述下模座(62)安装在所述外模成型座(65)内,所述上模座(61)设于所述外模成型座(65)的上方,所述上模座(61)可操作地移入所述外模成型座(65)内且与所述下模座(62)合围形成用于镜片压缩成型的腔体结构。
2.根据权利要求1所述的镜片压缩成型机构,其特征在于,还包括:温度传感器和加热件(66),所述上模座(61)和所述下模座(62)内均安装有所述加热件(66),所述温度传感器用于监测外模成型座(65)内的温度。
3.根据权利要求1所述的镜片压缩成型机构,其特征在于,还包括:下压部件(64),所述上模座(61)安装在所述下压部件(64)上,所述下压部件(64)驱动所述上模座(61)可操作地移入所述外模成型座(65)内。
4.根据权利要求3所述的镜片压缩成型机构,其特征在于,所述下压部件(64)为电缸。
5.根据权利要求3所述的镜片压缩成型机构,其特征在于,所述上模座(61)、所述下模座(62)和所述外模成型座(65)沿竖直方向同轴设置。
6.根据权利要求3所述的镜片压缩成型机构,其特征在于,还包括:通孔针(651)和第一弹簧(652),外模成型座(65)上设有连通其内壁和外壁的通气孔,所述通孔针(651)安装在通气孔内,通孔针(651)靠近外模成型座(65)的外壁的一端设有外径较大的端部,通气孔靠近外模成型座(65)的内壁的一端设有环形限位槽板,第一弹簧(652)套设在所述通孔针(651)上,第一弹簧(652)的一端抵于通孔针(651)外径较大的端部,第一弹簧(652)的另一端抵于环形限位槽板,下模座(62)的内壁沿竖直方向倾斜设置,通孔针(651)靠近外模成型座(65)的外壁的一端抵于下模座(62)的内壁,下模座(62)和外模成型座(65)之间沿竖直方向相对位移以推动通孔针(651)沿通气孔位移,所述第一弹簧(652)用于通孔针(651)的复位。
7.根据权利要求1所述的镜片压缩成型机构,其特征在于,还包括:底升降部件(63),所述底升降部件(63)安装在所述外模成型座(65)上,所述底升降部件(63)包括:驱动件和推杆,所述推杆安装在所述驱动件上,所述驱动件安装在外模成型座(65)的底部,所述推杆设于所述外模成型座(65)内,所述驱动件用于驱动所述推杆在所述外模成型座(65)内位移。
8.根据权利要求7所述的镜片压缩成型机构,其特征在于,所述驱动件为驱动电机。
9.根据权利要求7所述的镜片压缩成型机构,其特征在于,所述底升降部件(63)还包括:推动件,所述推动件安装在所述推杆上,推动件的顶部和所述下模座(62)相匹配。
10.根据权利要求9所述的镜片压缩成型机构,其特征在于,所述下模座(62)放置在所述推动件上,所述驱动件通过所述推杆驱动所述推动件在所述外模成型座(65)内位移并将所述下模座(62)推出所述外模成型座(65)。
技术总结
本技术公开了一种镜片压缩成型机构,涉及眼镜制造自动化装置的技术领域,本技术中,在压缩成型机构内设置加热件,通过加热件对物料的成型过程中进行加热,使用上、下玻璃模片对镜片进行成型操作,在压缩成型机构内设置下模座的升降机构,底升降部件在外模成型座的配合下,排出压缩腔体空气,外模成型座在成型镜片脱模操作时通过挤压通孔针排出多余废料。机构整体解决了镜片挤出成型工艺中镜片压缩成型易产生的镜片含气泡、内部应力较大及厚度不均的问题。
技术研发人员:范贤光
受保护的技术使用者:大智精创(厦门)科技有限公司
技术研发日:20230317
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!