一种油压式成型模具的制作方法
本技术涉及成型模具,更具体地说,涉及一种油压式成型模具。
背景技术:
1、油压机(液压机的一种)是一种通过专用液压油做为工作介质,通过液压泵作为动力源,靠泵的作用力使液压油通过液压管路进入油缸/活塞,然后油缸/活塞里有几组互相配合的密封件,不同位置的密封都是不同的,但都起到密封的作用,使液压油不能泄露,最后通过单向阀使液压油在油箱循环使油缸/活塞循环做功从而完成一定机械动作来作为生产力的一种机械。
2、油压:流动压力把油气从井底经过油管举升到井口后的剩余压力叫油管压力,简称油压,由油管压力表测得,其值为流动压力减去井内油气混合液柱压力、摩擦阻力及滑脱损失,油压大小取决于流压的高低,而流压又与油层压力有关,因此,油压的高低是油井能量大小的反映。
3、成型模具,也称型模,依据实物的形状和结构按比例制成的模具,用压制或浇灌的方法使材料成为一定形状的工具。
4、现有的油压式成型模具在使用时,需要将成型模具安装于油压机上,在通过油压机对模具之间的原料进行压迫成型,这样的使用中,上成型模具对下成型模具会造成极大的压力,在缺少对下成型模具的缓冲时,容易导致下成型模具损坏。
技术实现思路
1、针对现有技术中存在的问题,本实用新型的目的在于提供一种油压式成型模具,通过支撑环固定位置,避免脱落或者发生移动,进行油压成型时,上成型模具带动下成型模具下移,两个连杆运动,第一弹簧压缩,第二弹簧伸展,对压力进行吸收,从而对下成型模具所承担的压力进行一定的缓解,避免油压时下成型模具所承受的压力过大,导致下成型模具损坏,有利于进行生产作业。
2、为解决上述问题,本实用新型采用如下的技术方案:
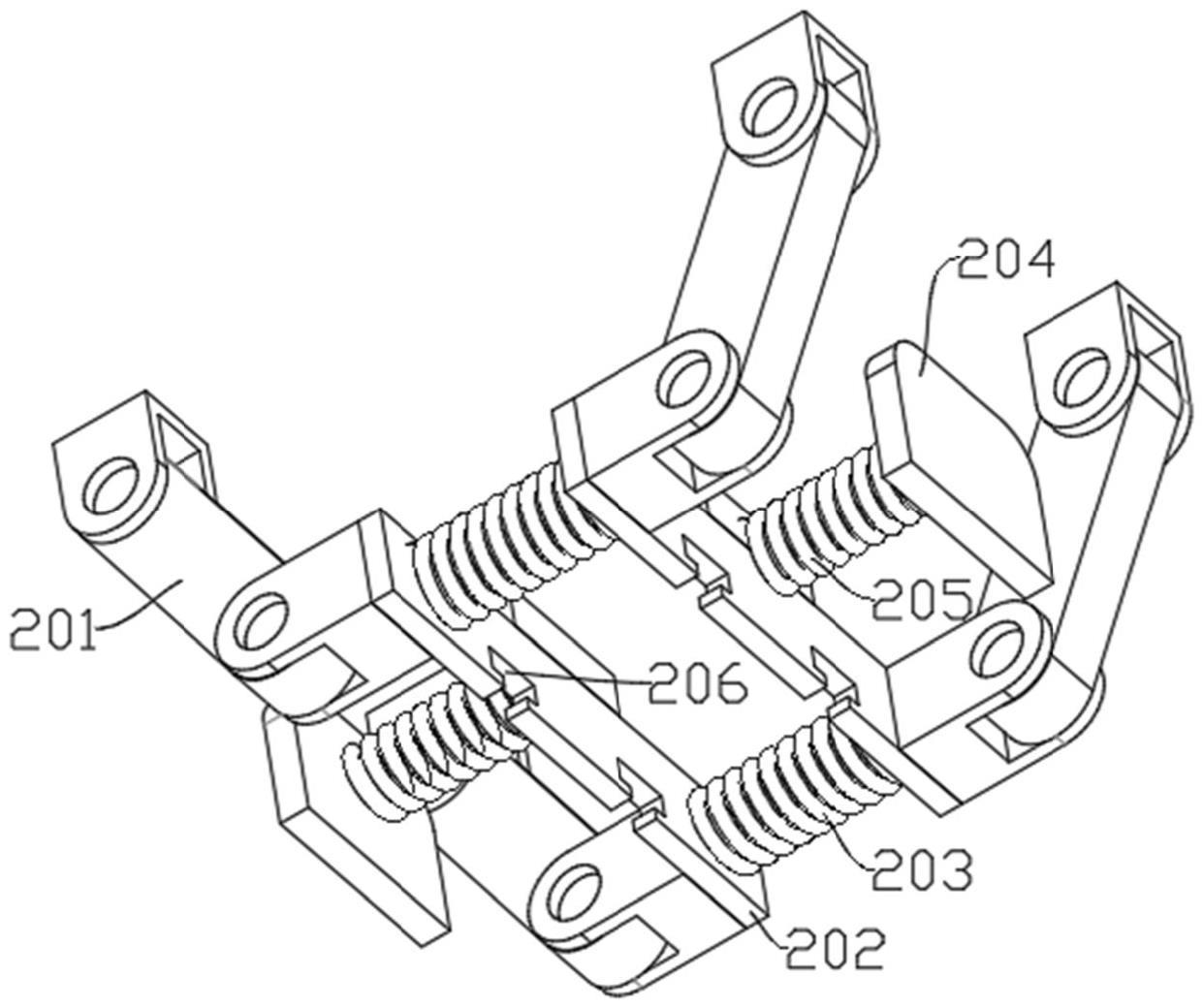
3、一种油压式成型模具,包括:安装座,所述安装座的内壁之间滑动设置有下成型模具;以及减压组件,所述减压组件包括两组连杆、两个凹形架和两个一号弹簧,两组所述连杆均转动连接于下成型模具的底面,每组所述连杆均设置有两个,两个所述凹形架分别转动连接于对应的一组连杆的一侧外壁之间,两个所述一号弹簧均固定连接于两个凹形架的一侧外壁之间。
4、作为本实用新型的优选方案,所述减压组件还包括两个安装板和两个二号弹簧,两个所述安装板均固定连接于安装座的内底面,两个所述二号弹簧分别固定连接于对应安装板的一侧外壁,两个所述二号弹簧的另一端分别和对应凹形架的一侧外壁固定连接。
5、作为本实用新型的优选方案,两个所述凹形架的底面均开设有一组滑槽,每组所述滑槽均设置有两个。
6、作为本实用新型的优选方案,所述安装座的底面延伸设置有两个滑轨,两个所述滑轨分别和对应的滑槽滑动配合。
7、作为本实用新型的优选方案,所述下成型模具的顶端设置有上成型模具,所述下成型模具和上成型模具配合。
8、作为本实用新型的优选方案,所述安装座的内壁延伸设置有支撑环。
9、有益效果
10、相比于现有技术,本实用新型提供了一种油压式成型模具,具有以下有益效果:
11、本方案中,通过支撑环固定位置,避免脱落或者发生移动,进行油压成型时,上成型模具带动下成型模具下移,两个连杆运动,第一弹簧压缩,第二弹簧伸展,对压力进行吸收,从而对下成型模具所承担的压力进行一定的缓解,避免油压时下成型模具所承受的压力过大,导致下成型模具损坏,有利于进行生产作业。
技术特征:
1.一种油压式成型模具,其特征在于,包括:
2.根据权利要求1所述的一种油压式成型模具,其特征在于:两个所述凹形架(202)的底面均开设有一组滑槽(206),每组所述滑槽(206)均设置有两个。
3.根据权利要求2所述的一种油压式成型模具,其特征在于:所述安装座(1)的底面延伸设置有两个滑轨(5),两个所述滑轨(5)分别和对应的滑槽(206)滑动配合。
4.根据权利要求1所述的一种油压式成型模具,其特征在于:所述下成型模具(3)的顶端设置有上成型模具(4),所述下成型模具(3)和上成型模具(4)配合。
技术总结
本技术公开了一种油压式成型模具,属于成型模具技术领域,包括,安装座,安装座的内壁之间滑动设置有下成型模具;以及减压组件,减压组件包括两组连杆、两个凹形架和两个一号弹簧,两组连杆均转动连接于下成型模具的底面,每组连杆均设置有两个,两个凹形架分别转动连接于对应的一组连杆的一侧外壁之间。该油压式成型模具,通过支撑环固定位置,避免脱落或者发生移动,进行油压成型时,上成型模具带动下成型模具下移,两个连杆运动,第一弹簧压缩,第二弹簧伸展,对压力进行吸收,从而对下成型模具所承担的压力进行一定的缓解,避免油压时下成型模具所承受的压力过大,导致下成型模具损坏,有利于进行生产作业。
技术研发人员:蒋志强
受保护的技术使用者:东莞市强品金属制品有限公司
技术研发日:20230320
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!