一种易脱模手机壳注塑模具的制作方法
本技术涉及注塑模具领域,尤其涉及一种易脱模手机壳注塑模具。
背景技术:
1、手机壳在模具中冷却成型后不易与模具分离,通常是通过顶针将手机壳顶出,但是顶针容易造成成品表面瑕疵,因此为了优化上述问题,我们提出了压气驱替式的一种易脱模手机壳注塑模具。
技术实现思路
1、本实用新型提出的一种易脱模手机壳注塑模具,解决了现有的手机壳注塑顶针脱模容易造成产品表面瑕疵的问题。
2、为了实现上述目的,本实用新型采用了如下技术方案:
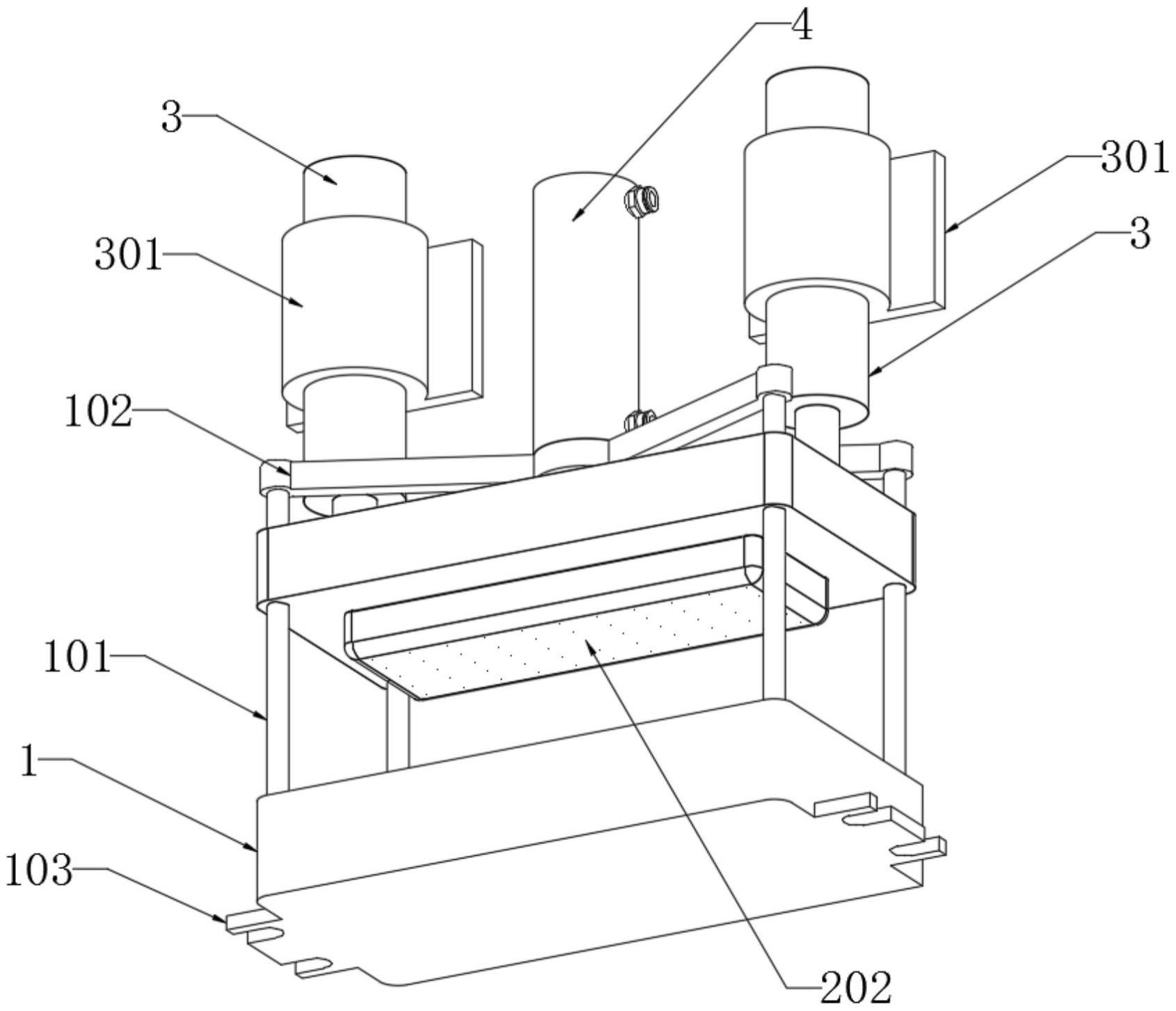
3、一种易脱模手机壳注塑模具,包括底模和顶模,所述底模开设有模腔,所述顶模底端设置有阳模,且所述底模和顶模匹配套接,所述顶模设置有压气驱替机构:顶模的顶端开设有凹槽,所述凹槽槽底竖直贯穿开设有多个针孔,且所述凹槽的顶端密封有盖板,所述盖板顶端与气缸的活塞杆连接,且所述盖板通过气管与气缸远离盖板一端接口连接,所述底模的四角竖直设置有导柱,且所述导柱顶端之间设置有支架,所述气缸壳体与支架连接。
4、作为本实用新型的一种优选的技术方案,所述支架呈x型设置,且所述气缸的输出端竖直与支架交叉处连接。
5、作为本实用新型的一种优选的技术方案,所述顶模的两端均竖直连接有液压缸,且所述液压缸的活塞杆通过支架的x造型进行避空。
6、作为本实用新型的一种优选的技术方案,所述液压缸的缸体设置有固定座与压力设备连接。
7、作为本实用新型的一种优选的技术方案,所述底模的两端底边呈对称设置有固定耳,且所述固定耳开设有装配螺丝的u型槽。
8、作为本实用新型的一种优选的技术方案,所述盖板的顶端设置有单向阀,且所述单向阀的流通方向为由外向凹槽内设置。
9、本实用新型的有益效果为:
10、该装置顶模顶端有空间开设凹槽,当液压缸将顶模向上提升进行开模时顶模也会通过盖板带动气缸的活塞杆运动进行压气,并将空气通过气管压入凹槽内,再通过凹槽和针孔均分后压入凸模和成型的手机壳之间,通过气体膨胀作用将手机壳挤出模具,该装置以阳模为例展示了压气驱替机构的结构运作方式,当有需要时,同理该结构还可以应用于阴模。
11、综上所述,该装置有效的解决了现有的手机壳注塑顶针脱模容易造成产品表面瑕疵的问题。
技术特征:
1.一种易脱模手机壳注塑模具,包括底模(1)和顶模(2),其特征在于,所述底模(1)开设有模腔,所述顶模(2)底端设置有阳模,且所述底模(1)和顶模(2)匹配套接,所述顶模(2)设置有压气驱替机构:顶模(2)的顶端开设有凹槽(201),所述凹槽(201)槽底竖直贯穿开设有多个针孔(202),且所述凹槽(201)的顶端密封有盖板(203),所述盖板(203)顶端与气缸(4)的活塞杆连接,且所述盖板(203)通过气管(401)与气缸(4)远离盖板(203)一端接口连接,所述底模(1)的四角竖直设置有导柱(101),且所述导柱(101)顶端之间设置有支架(102),所述气缸(4)壳体与支架(102)连接。
2.根据权利要求1所述的一种易脱模手机壳注塑模具,其特征在于,所述支架(102)呈x型设置,且所述气缸(4)的输出端竖直与支架(102)交叉处连接。
3.根据权利要求2所述的一种易脱模手机壳注塑模具,其特征在于,所述顶模(2)的两端均竖直连接有液压缸(3),且所述液压缸(3)的活塞杆通过支架(102)的x造型进行避空。
4.根据权利要求3所述的一种易脱模手机壳注塑模具,其特征在于,所述液压缸(3)的缸体设置有固定座(301)与压力设备连接。
5.根据权利要求1所述的一种易脱模手机壳注塑模具,其特征在于,所述底模(1)的两端底边呈对称设置有固定耳(103),且所述固定耳(103)开设有装配螺丝的u型槽。
6.根据权利要求1所述的一种易脱模手机壳注塑模具,其特征在于,所述盖板(203)的顶端设置有单向阀(204),且所述单向阀(204)的流通方向为由外向凹槽(201)内设置。
技术总结
本技术公开了一种易脱模手机壳注塑模具,涉及注塑模具领域,针对现有的手机壳注塑顶针脱模容易造成产品表面瑕疵的问题,现提出如下方案,其包括底模和顶模,所述底模开设有模腔,所述顶模底端设置有阳模,且所述底模和顶模匹配套接,所述顶模设置有压气驱替机构:顶模的顶端开设有凹槽,所述凹槽槽底竖直贯穿开设有多个针孔,且所述凹槽的顶端密封有盖板,所述盖板顶端与气缸的活塞杆连接,且所述盖板通过气管与气缸远离盖板一端接口连接,所述底模的四角竖直设置有导柱,且所述导柱顶端之间设置有支架,所述气缸壳体与支架连接。本技术结构新颖,该装置有效的解决了现有的手机壳注塑顶针脱模容易造成产品表面瑕疵的问题。
技术研发人员:杨燕香,邓惠玲,黄月娣,杨伟敏,林金碧
受保护的技术使用者:龙门县华信高新科技有限公司
技术研发日:20230321
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!