一种集成油管的注塑模具成型防偏心锁紧结构的制作方法
本技术涉及成型设备,具体的,涉及一种集成油管的注塑模具成型防偏心锁紧结构。
背景技术:
1、变速箱正常运转过程中需要机油进行润滑,油底壳是变速箱主要的机油存储部件,油底壳的外形除了需要满足变速箱本身的装配要求外还取决于整车空间布置的要求,而且油底壳还要满足一定的密封要求,因此油底壳的油液通道的设计位置是否合理,直接影响了油底壳的安装甚至密封效果。
2、针对油底壳的油液通道改进采用集成化改进为方向之一,但是集成化油底壳的成型为生产过程中的难点,需要根据在成型模具中设计相应的油液通道的成型结构,但是成型过程中的油液通道成型结构易出现偏心情况,因此为了应对集成化油液通道成型过程中的成型结构的偏心问题,亟需一种新的成型结构来解决上述问题。
技术实现思路
1、本实用新型提出一种集成油管的注塑模具成型防偏心锁紧结构,解决了现有技术中油底壳集成化的油液通道成型结构成型过程中易出现偏心的问题。
2、本实用新型的技术方案如下:
3、一种集成油管的注塑模具成型防偏心锁紧结构,包括下模座及设置在所述下模座上的第一固定端和第二固定端,还包括第一成型杆和第二成型杆,所述第一成型杆与所述第一固定端连接,所述第二成型杆与所述第二固定端连接,所述第一成型杆和所述第二成型杆互相垂直连接,所述第一成型杆和所述第二成型杆可拆卸连接。
4、所述第一成型杆上靠近所述第二成型杆的一端设置有连接凸台,所述第二成型杆上靠近所述第一成型杆的一端设置有连接凹槽,所述连接凸台插入所述连接凹槽内。
5、所述第一成型杆和所述第二成型杆的连接面均为斜面。
6、所述连接凸台上设置有对中凹槽,所述连接凹槽内设置有对中凸台,所述对中凸台插入所述对中凹槽内。
7、所述第一成型杆和所述第二成型杆均设置有分型凸肩。
8、所述第一成型杆靠近所述第一固定端的一侧设置有第一固定头,所述第二成型杆靠近所述第二固定端的一侧设置有第二固定头。
9、所述连接凸台上设置有盲孔,所述盲孔内设置有球体,所述盲孔的开口端直径小于所述盲孔内侧的直径,所述球体与所述盲孔内侧直径相同,弹性件设置在所述盲孔的底部和所述球体之间。
10、所述连接凹槽内设置有与所述球体配合的凹坑。
11、本实用新型的工作原理及有益效果为:
12、本实用新型中,公开了一种集成油管的注塑模具成型防偏心锁紧结构,成型模具具有上模座和下模座,在其中的下模座上设计有第一固定端和第二固定端,第一固定端和第一成型杆连接,第二固定端和第二成型杆连接,第一成型杆和第二成型杆互相垂直连接并且为可拆卸连接,第一成型杆和第二成型杆在上下模座的模腔内形成集成油液通道的成型空间,由于二者采取可拆卸连接的方式,一方面在成型的过程中能够保持各自成型部分的稳定性,成型后,脱模后第一成型杆和第二成型杆拔出即实现了油液通道的成型,通过第一成型杆和第二成型杆连接的组合方式,有效避免了只是单纯两个成型杆对接而不连接导致的偏心情况,解决了现有技术中油底壳集成化的油液通道成型结构成型过程中易出现偏心的问题。
技术特征:
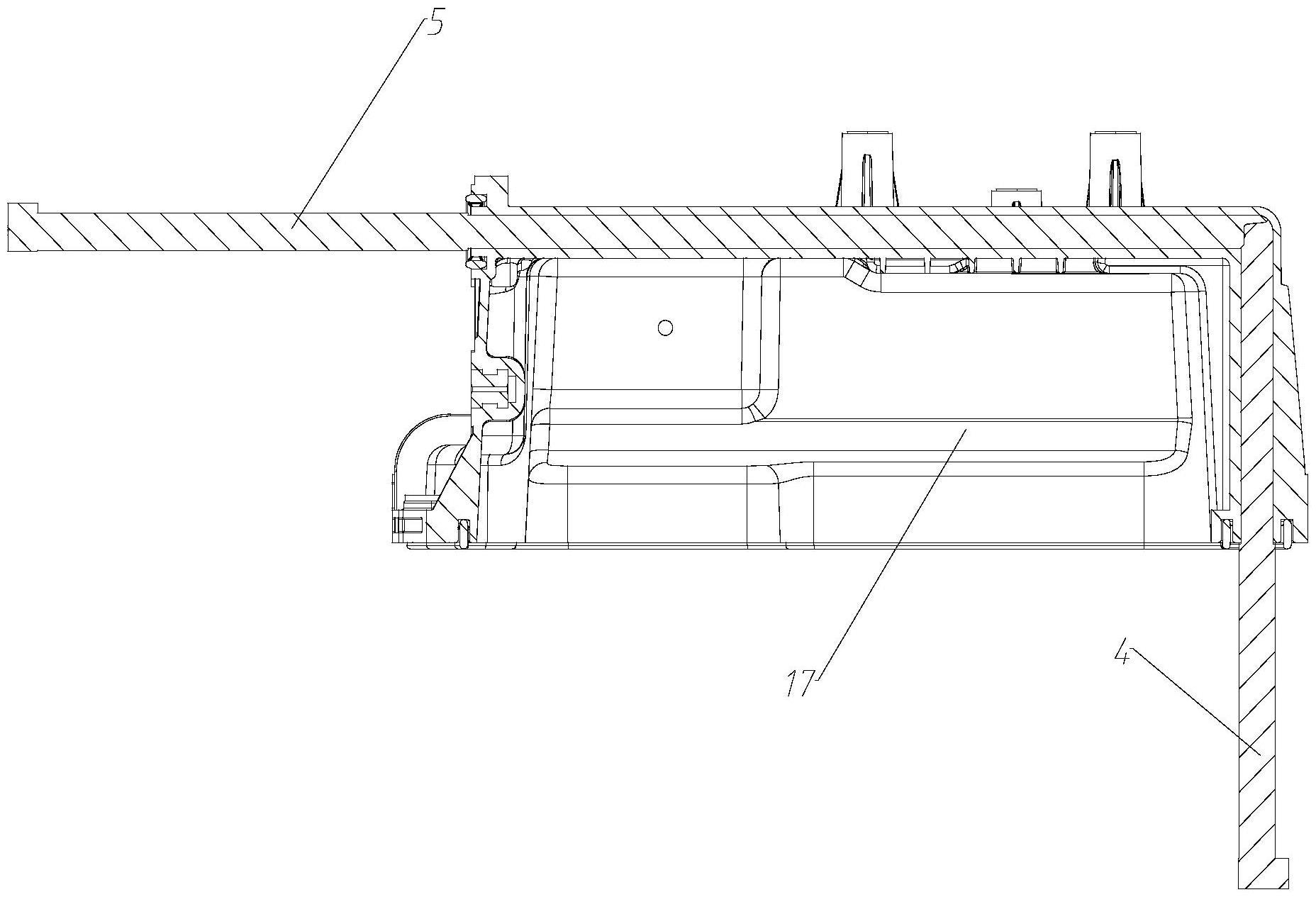
1.一种集成油管的注塑模具成型防偏心锁紧结构,其特征在于,包括下模座(1)及设置在所述下模座(1)上的第一固定端(2)和第二固定端(3),还包括第一成型杆(4)和第二成型杆(5),所述第一成型杆(4)与所述第一固定端(2)连接,所述第二成型杆(5)与所述第二固定端(3)连接,所述第一成型杆(4)和所述第二成型杆(5)互相垂直连接,所述第一成型杆(4)和所述第二成型杆(5)可拆卸连接。
2.根据权利要求1所述的集成油管的注塑模具成型防偏心锁紧结构,其特征在于,所述第一成型杆(4)上靠近所述第二成型杆(5)的一端设置有连接凸台(6),所述第二成型杆(5)上靠近所述第一成型杆(4)的一端设置有连接凹槽(7),所述连接凸台(6)插入所述连接凹槽(7)内。
3.根据权利要求2所述的集成油管的注塑模具成型防偏心锁紧结构,其特征在于,所述第一成型杆(4)和所述第二成型杆(5)的连接面均为斜面。
4.根据权利要求2所述的集成油管的注塑模具成型防偏心锁紧结构,其特征在于,所述连接凸台(6)上设置有对中凹槽(8),所述连接凹槽(7)内设置有对中凸台(9),所述对中凸台(9)插入所述对中凹槽(8)内。
5.根据权利要求1所述的集成油管的注塑模具成型防偏心锁紧结构,其特征在于,所述第一成型杆(4)和所述第二成型杆(5)均设置有分型凸肩(10)。
6.根据权利要求1所述的集成油管的注塑模具成型防偏心锁紧结构,其特征在于,所述第一成型杆(4)靠近所述第一固定端(2)的一侧设置有第一固定头(11),所述第二成型杆(5)靠近所述第二固定端(3)的一侧设置有第二固定头(12)。
7.根据权利要求2所述的集成油管的注塑模具成型防偏心锁紧结构,其特征在于,所述连接凸台(6)上设置有盲孔(13),所述盲孔(13)内设置有球体(14),所述盲孔(13)的开口端直径小于所述盲孔(13)内侧的直径,所述球体(14)与所述盲孔(13)内侧直径相同,弹性件(15)设置在所述盲孔(13)的底部和所述球体(14)之间。
8.根据权利要求7所述的集成油管的注塑模具成型防偏心锁紧结构,其特征在于,所述连接凹槽(7)内设置有与所述球体(14)配合的凹坑(16)。
技术总结
本技术涉及成型设备技术领域,提出了一种集成油管的注塑模具成型防偏心锁紧结构,包括下模座及设置在所述下模座上的第一固定端和第二固定端,还包括第一成型杆和第二成型杆,所述第一成型杆与所述第一固定端连接,所述第二成型杆与所述第二固定端连接,所述第一成型杆和所述第二成型杆互相垂直连接,所述第一成型杆和所述第二成型杆可拆卸连接。通过上述技术方案,解决了现有技术中油底壳集成化的油液通道成型结构成型过程中易出现偏心的问题。
技术研发人员:司道斌,周鹏飞
受保护的技术使用者:江西天健龙维汽车部件有限公司
技术研发日:20230322
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!