一种用于地板成型的压延装置的制作方法
本申请涉及地板制备,具体为一种用于地板成型的压延装置。
背景技术:
1、压延成型是pvc地板制备过程中重要的环节,主要用于将模具挤出的物料压光定厚形成基材,或是热复合装饰膜,表面压花纹成型制定pvc地板。
2、现有技术中,多为立式四辊压延和卧式五辊压延机技术方案,但其中存在的问题是,在物料出模具进入压延辊组过程中,中间没有托辊受重力影响出料自然下垂,需提高辊速使物料拉直,从而导致制品收缩变大,另外基板压延过程中与辊组接触面积小,温度损失快而不均匀,并受出板牵引影响,最终导致纵向制品收缩翘曲变大。
技术实现思路
1、本申请的目的在于提供一种用于地板成型的压延装置,以解决上述提到的问题。
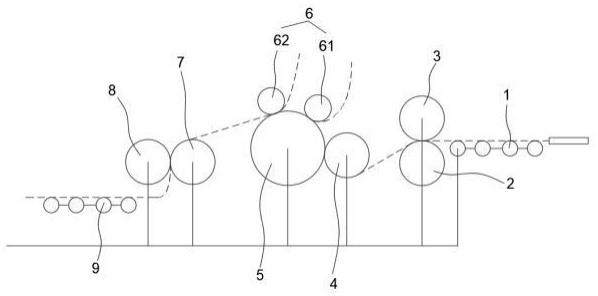
2、为实现上述目的,本申请提供如下技术方案:一种用于地板成型的压延装置,包括气动托辊以及底纹辊,所述底纹辊上方设有第一镜面辊,所述气动托辊位于底纹辊以及第一镜面辊侧面,所述底纹辊侧面设有第二镜面辊,所述第二镜面辊侧面设有第三镜面辊,所述第三镜面辊上侧设有复合辊组件,所述第三镜面辊侧面设有橡胶辊,所述橡胶辊侧面设有压花辊,所述压花辊侧面设有出板托辊。
3、优选的,上述一种用于地板成型的压延装置中,所述底纹辊和第一镜面辊的转速相同,且底纹辊和第一镜面辊位于同一垂直线上。
4、基于上述技术特征,底纹辊能够对基板背部压制背纹,同时底纹辊和第一镜面辊能够对基板定厚。
5、优选的,上述一种用于地板成型的压延装置中,所述底纹辊、第一镜面辊、第二镜面辊以及第三镜面辊均为钢辊,且底纹辊、第一镜面辊、第二镜面辊以及第三镜面辊内部均设有电加热装置。
6、基于上述技术特征,使得底纹辊、第一镜面辊、第二镜面辊以及第三镜面辊均能够对基板进行加热。
7、优选的,上述一种用于地板成型的压延装置中,所述第二镜面辊以及第三镜面辊的温度依次低于第一镜面辊。
8、基于上述技术特征,从而能够对基板进行阶梯式降温,保证基板的温度不快速下降。
9、优选的,上述一种用于地板成型的压延装置中,所述复合辊组件包括第一饰面复合辊以及第二饰面复合辊,所述第一饰面复合辊以及第二饰面复合辊均位于第三镜面辊外侧。
10、基于上述技术特征,基板通过复合辊组件和第三镜面辊之间通过,使得装饰面材料热复合成型于基板之上。
11、优选的,上述一种用于地板成型的压延装置中,所述橡胶辊为内圈钢制材料且外侧包覆橡胶材质形成,且橡胶辊内部含有冷却水
12、基于上述技术特征,从而橡胶辊能够通过冷却水对基板进行冷却。
13、与现有技术相比,本申请的有益效果是:
14、1.基板出模口不受重力影响出现布袋式下垂,或是提高辊速拉平基板而导致的应力形变。
15、2.辊组设置阶梯式降温,一方面保证基板的温度不快速下降,一方面使得基板应力得到缓慢释放。
16、3.多辊组加大了基板与辊筒接触面,极大减少出板牵引力牵引基板导致的尺寸收缩及应力变形。
技术特征:
1.一种用于地板成型的压延装置,其特征在于:包括气动托辊(1)以及底纹辊(2),所述底纹辊(2)上方设有第一镜面辊(3),所述气动托辊(1)位于底纹辊(2)以及第一镜面辊(3)侧面,所述底纹辊(2)侧面设有第二镜面辊(4),所述第二镜面辊(4)侧面设有第三镜面辊(5),所述第三镜面辊(5)上侧设有复合辊组件(6),所述第三镜面辊(5)侧面设有橡胶辊(7),所述橡胶辊(7)侧面设有压花辊(8),所述压花辊(8)侧面设有出板托辊(9)。
2.根据权利要求1所述的一种用于地板成型的压延装置,其特征在于:所述底纹辊(2)和第一镜面辊(3)的转速相同,且底纹辊(2)和第一镜面辊(3)位于同一垂直线上。
3.根据权利要求1所述的一种用于地板成型的压延装置,其特征在于:所述底纹辊(2)、第一镜面辊(3)、第二镜面辊(4)以及第三镜面辊(5)均为钢辊,且底纹辊(2)、第一镜面辊(3)、第二镜面辊(4)以及第三镜面辊(5)内部均设有电加热装置。
4.根据权利要求1所述的一种用于地板成型的压延装置,其特征在于:所述第二镜面辊(4)以及第三镜面辊(5)的温度依次低于第一镜面辊(3)。
5.根据权利要求1所述的一种用于地板成型的压延装置,其特征在于:所述复合辊组件(6)包括第一饰面复合辊(61)以及第二饰面复合辊(62),所述第一饰面复合辊(61)以及第二饰面复合辊(62)均位于第三镜面辊(5)外侧。
6.根据权利要求1所述的一种用于地板成型的压延装置,其特征在于:所述橡胶辊(7)为内圈钢制材料且外侧包覆橡胶材质形成,且橡胶辊(7)内部含有冷却水。
技术总结
本申请公开了地板制备技术领域的一种用于地板成型的压延装置,包括气动托辊以及底纹辊,所述底纹辊上方设有第一镜面辊,所述气动托辊位于底纹辊以及第一镜面辊侧面,所述底纹辊侧面设有第二镜面辊,所述第二镜面辊侧面设有第三镜面辊,所述第三镜面辊上侧设有复合辊组件,所述第三镜面辊侧面设有橡胶辊,所述橡胶辊侧面设有压花辊,所述压花辊侧面设有出板托辊。基板出模口不受重力影响出现布袋式下垂,或是提高辊速拉平基板而导致的应力形变,多辊组加大了基板与辊筒接触面,极大减少出板牵引力牵引基板导致的尺寸收缩及应力变形。
技术研发人员:董敦义,宋剑刚,符家进,王劲松,王进
受保护的技术使用者:浙江永裕家居股份有限公司
技术研发日:20230330
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!