一种注塑顶出装置及双色注塑模具的制作方法
本技术涉及注塑,特别是涉及一种注塑顶出装置及双色注塑模具。
背景技术:
1、倒扣通常指注塑产品中,与开模方向相干涉的区域,模具主要通过设置斜顶行位实现倒扣的加工成型,但对于一些深度较深的倒扣,尤其是双色注塑产品中,成型于第一啤并需要与第二啤嵌套的倒扣,普通的水平行位难以实现脱模,容易出现铲损钢料、拖伤产品表面等问题,影响产品质量。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种注塑顶出装置,能够使成型滑块斜向脱模,避免出现铲损钢料、拖伤产品表面等问题,提高产品的良品率。
2、本实用新型还提出一种具有上述注塑顶出装置的双色注塑模具。
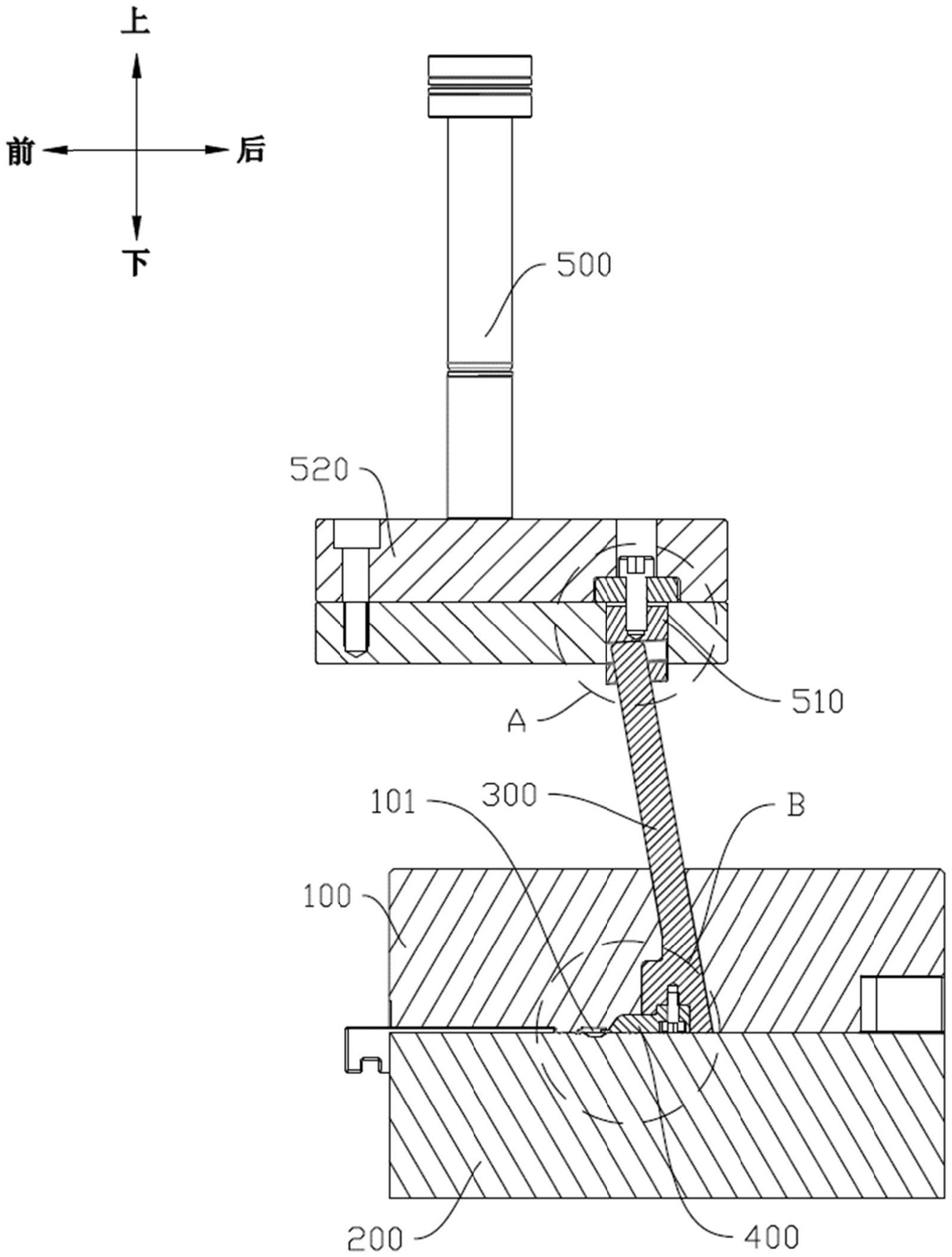
3、根据本实用新型第一方面实施例的一种注塑顶出装置,包括定模、动模、斜顶和驱动件;斜顶和所述定模滑动配合,所述斜顶的底端朝连接有成型滑块,所述成型滑块位于所述斜顶的一侧,所述定模、所述动模和所述成型滑块之间形成型腔,所述型腔用于成型带倒扣的产品,所述斜顶的顶端设有第一斜面,所述第一斜面沿背离所述成型滑块的方向朝上倾斜设置;驱动件连接有导块,所述导块设有和所述第一斜面平行的第二斜面,所述第二斜面用于引导所述第一斜面滑动并带动所述成型滑块脱离产品的倒扣。
4、根据本实用新型第一方面实施例的一种注塑顶出装置,至少具有如下有益效果:注塑产品时,动模和定模合模,动模、定模和成型滑块之间形成型腔,向型腔通入胶液,胶液成型出产品并包覆成型滑块形成倒扣,随后动模和定模开模,定模向下移动,驱动件同步驱动导块下移,导块的第二斜面抵压第一斜面从而带动斜顶和成型滑块同步移动,此时,在水平面(或动模顶面)上,成型滑块朝背离产品的方向移动,通过设置第一斜面和第二斜面,在成型滑块脱离产品的过程中,第二斜面引导第一斜面沿第一斜面的倾斜方向,即产品的斜上方移动,成型滑块和第一斜面同步移动,使得成型滑块相对倒扣做倾斜向上移动及沿水平方向背离产品移动的两方向复合运动,实现成型滑块的斜向脱模作业,避免出现铲损钢料、拖伤产品表面等问题,有效提高产品的良品率。此外,在开模过程中,成型滑块未完全脱离倒扣时,成型滑块还可以顶住产品,使产品和定模快速分离,避免出现产品粘在定模等问题,有效提高产品生产效率。
5、根据本实用新型的一些实施例,所述第一斜面和水平面的夹角为a,满足:2°≤a≤4°。
6、根据本实用新型的一些实施例,所述斜顶设有连接块,所述第一斜面设置于所述连接块,所述导块设有和所述连接块外形匹配的导槽,所述连接块滑动安装于所述导槽。
7、根据本实用新型的一些实施例,所述驱动件的输出端连接有推板,所述推板设有限位槽,所述导块安装于所述限位槽,所述导槽的顶面位于所述限位槽内。
8、根据本实用新型的一些实施例,所述斜顶的底部设有安装座,所述安装座安装有可拆卸的镶件,所述成型滑块设置于所述镶件。
9、根据本实用新型的一些实施例,所述镶件设有连接部,所述安装座设有和所述连接部外形匹配的安装槽,所述连接部插接于所述安装槽并和所述安装座螺栓连接。
10、根据本实用新型的一些实施例,所述定模设有避让部,所述避让部用于避让所述安装座和所述镶件。
11、根据本实用新型的一些实施例,所述驱动件设置为气缸。
12、根据本实用新型的一些实施例,所述定模和所述动模之间形成空腔,所述成型滑块设有多个,多个所述成型滑块沿所述空腔的周向间隔设置,所述空腔的腔壁和多个所述成型滑块的外壁之间形成所述型腔,所述斜顶、所述导块和所述成型滑块一一对应设置,多个所述导块均与所述驱动件连接。
13、根据本实用新型第二方面实施例的一种双色注塑模具,包括上述实施例所述的一种注塑顶出装置。
14、根据本实用新型实施例的第二方面实施例的一种双色注塑模具,至少具有如下有益效果:成型滑块斜向脱模,能够避免出现铲损钢料、拖伤产品表面等问题,方便后续第二啤注塑,提高产品的良品率。
15、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种注塑顶出装置,其特征在于,包括:
2.根据权利要求1所述的一种注塑顶出装置,其特征在于,所述第一斜面和水平面的夹角为a,满足:2°≤a≤4°。
3.根据权利要求2所述的一种注塑顶出装置,其特征在于,所述斜顶设有连接块,所述第一斜面设置于所述连接块,所述导块设有和所述连接块外形匹配的导槽,所述连接块滑动安装于所述导槽。
4.根据权利要求3所述的一种注塑顶出装置,其特征在于,所述驱动件的输出端连接有推板,所述推板设有限位槽,所述导块安装于所述限位槽,所述导槽的顶面位于所述限位槽内。
5.根据权利要求1所述的一种注塑顶出装置,其特征在于,所述斜顶的底部设有安装座,所述安装座安装有可拆卸的镶件,所述成型滑块设置于所述镶件。
6.根据权利要求5所述的一种注塑顶出装置,其特征在于,所述镶件设有连接部,所述安装座设有和所述连接部外形匹配的安装槽,所述连接部插接于所述安装槽并和所述安装座螺栓连接。
7.根据权利要求5所述的一种注塑顶出装置,其特征在于,所述定模设有避让部,所述避让部用于避让所述安装座和所述镶件。
8.根据权利要求1所述的一种注塑顶出装置,其特征在于,所述驱动件设置为气缸。
9.根据权利要求1至8任一项所述的一种注塑顶出装置,其特征在于,所述定模和所述动模之间形成空腔,所述成型滑块设有多个,多个所述成型滑块沿所述空腔的周向间隔设置,所述空腔的腔壁和多个所述成型滑块的外壁之间形成所述型腔,所述斜顶、所述导块和所述成型滑块一一对应设置,多个所述导块均与所述驱动件连接。
10.一种双色注塑模具,其特征在于,包括如权利要求1至9任一项所述的一种注塑顶出装置。
技术总结
本技术公开了一种注塑顶出装置及双色注塑模具,顶出装置包括定模、动模、斜顶和驱动件;斜顶和定模滑动配合,斜顶的底端朝连接有成型滑块,成型滑块位于斜顶的一侧,定模、动模和成型滑块之间形成型腔,型腔用于成型带倒扣的产品,斜顶的顶端设有第一斜面,第一斜面沿背离成型滑块的方向朝上倾斜设置;驱动件连接有导块,导块设有和第一斜面平行的第二斜面,第二斜面用于引导第一斜面滑动并带动成型滑块脱离产品的倒扣。通过设置第一斜面和第二斜面,实现成型滑块的斜向脱模作业,避免出现铲损钢料、拖伤产品表面等问题,有效提高产品的良品率。
技术研发人员:赖燕娜,张景均,张嘉成,林家浩,杨金梅
受保护的技术使用者:精英模具(珠海)有限公司
技术研发日:20230331
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!