一种用于制作填充式哑铃塑料外壳的滚塑模具的制作方法
本技术涉及滚塑加工,具体涉及一种用于制作填充式哑铃塑料外壳的滚塑模具。
背景技术:
1、滚塑成型又称旋塑、旋转成型、旋转模塑、旋转铸塑、回转成型等,滚塑成型工艺是先将塑料原料加入模具中,然后模具沿两垂直轴不断旋转并使之加热,使模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为所需要的形状,再经冷却定型、脱模,最后获得制品。
2、填充式哑铃外壳一般是通过滚塑工艺来生产的。填充式哑铃如果选用的是软质塑料,握把部分没有支撑,使用手感不佳;如果使用的是硬质塑料,发生碰撞或掉落安全隐患依旧比较大。对于将不同硬度的塑料使用在同一滚塑产品中还需对模具进行改进。
技术实现思路
1、基于此,本实用新型的目的是提供一种用于制作填充式哑铃塑料外壳的滚塑模具,以解决两种不同硬度的塑料一体成型的问题。
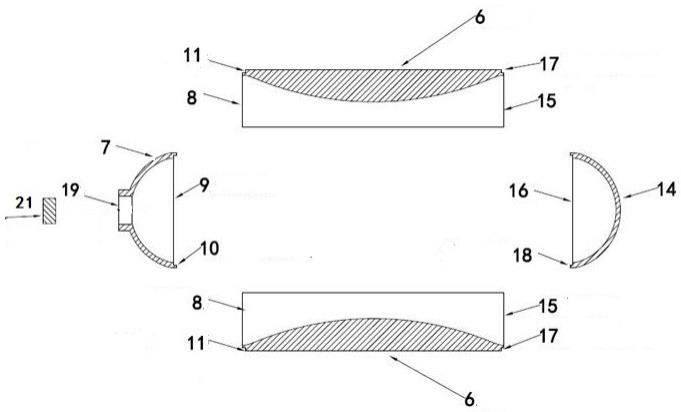
2、本实用新型的目的是通过以下技术方案来实现的:一种用于制作填充式哑铃塑料外壳的滚塑模具,包括用以形成哑铃中部外壳的本体以及用以形成哑铃两端部外壳的左端盖、右端盖,本体与左端盖、右端盖相互嵌合,左端盖和本体之间设置有左隔膜,右端盖和本体之间设置有右隔膜,左隔膜和右隔膜使用塑料制作而成。
3、进一步的:左端盖或右端盖上远离本体一侧设置有加料口。
4、进一步的:加料口设置有可拆卸堵头。
5、进一步的:本体左端设置有左端口,左端口为圆形,左端口左侧设置有第一内凹部,左端盖右侧设置有第一凸起部,第一凸起部为圆环形,第一凸起部嵌合在第一内凹部中。
6、进一步的:左隔膜为圆形,左隔膜的边缘位于第一凸起部和第一内凹部之间。
7、进一步的:本体右端设置有右端口,右端口为圆形,右端口右侧设置有第二内凹部,右端盖左侧设置有第二凸起部,第二凸起部为圆环形,第二凸起部嵌合在第二内凹部中。
8、进一步的:右隔膜为圆形,右隔膜的边缘位于第二凸起部和第二内凹部之间。
9、进一步的:本体包括上模块、下模块,上模块和下模块嵌合后通过螺栓固定连接。
10、本实用新型的有益效果是:通过在模具的端盖和本体之间设置隔膜,使得中部壳体和端部壳体的材料可以不一致,从而实现哑铃外壳可以由两种不同硬度的塑料构成;且由于左隔膜和右隔膜使用塑料制作而成,隔膜受热融化后与塑料外壳相互融合,使得两种不同硬度的塑料可以一体成型。
技术特征:
1.一种用于制作填充式哑铃塑料外壳的滚塑模具,其特征在于:包括用以形成哑铃中部外壳的本体以及用以形成哑铃两端部外壳的左端盖、右端盖,本体与左端盖、右端盖相互嵌合,左端盖和本体之间设置有左隔膜,右端盖和本体之间设置有右隔膜,左隔膜和右隔膜使用塑料制作而成。
2.根据权利要求1所述的滚塑模具,其特征在于:左端盖或右端盖上远离本体一侧设置有加料口。
3.根据权利要求2所述的滚塑模具,其特征在于:加料口设置有可拆卸堵头。
4.根据权利要求1所述的滚塑模具,其特征在于:本体左端设置有左端口,左端口左侧设置有第一内凹部,左端盖右侧设置有第一凸起部,第一凸起部嵌合在第一内凹部中。
5.根据权利要求4所述的滚塑模具,其特征在于:左隔膜的边缘位于第一凸起部和第一内凹部之间。
6.根据权利要求1所述的滚塑模具,其特征在于:本体右端设置有右端口,右端口右侧设置有第二内凹部,右端盖左侧设置有第二凸起部,第二凸起部嵌合在第二内凹部中。
7.根据权利要求6所述的滚塑模具,其特征在于:右隔膜的边缘位于第二凸起部和第二内凹部之间。
8.根据权利要求1所述的滚塑模具,其特征在于:本体包括上模块、下模块,上模块和下模块嵌合后通过螺栓固定连接。
技术总结
一种用于制作填充式哑铃塑料外壳的滚塑模具,包括用以形成哑铃中部外壳的本体以及用以形成哑铃两端部外壳的左端盖、右端盖,本体、左端盖、右端盖相互嵌合,左端盖和本体之间设置有左隔膜,右端盖和本体之间设置有右隔膜,左隔膜和右隔膜使用塑料制作而成。通过在模具的端盖和本体之间设置隔膜,使得中部壳体和端部壳体的材料可以不一致,从而实现哑铃外壳可以由两种或多种不同硬度的塑料构成;且由于左隔膜和右隔膜使用塑料制作而成,隔膜受热融化后与塑料外壳相互融合,使得两种不同硬度的塑料可以一体成型。
技术研发人员:李健
受保护的技术使用者:南通科健运动用品有限公司
技术研发日:20230412
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!