一种UPR材料扣件罩一次成型生产模具的制作方法
本技术涉及高铁轨道交通,特别是一种upr材料扣件罩一次成型生产模具。
背景技术:
1、铁路扣件就是轨道上用以联结钢轨和轨枕的零件,又称中间联结零件,由于扣件长期经受日晒风吹雨淋等情况,扣件容易发生严重氧化。鉴于此情况,本公司采用模塑料upr, 生产一种保护扣件的upr材料的扣件罩,从而更进一步保护扣件,减少损坏,增加使用年限,保障高铁轨道交通安全。为了提高扣件罩的生产质量和效率,本实用新型提供了一种结构简单,使用方便,能够提高成型尺寸精度,保证产品质量的upr材料扣件罩一次成型生产模具。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种结构简单,使用方便,能够提高成型尺寸精度,保证产品质量的upr材料扣件罩一次成型生产模具。
2、为解决上述问题,本实用新型所采取的技术方案是:
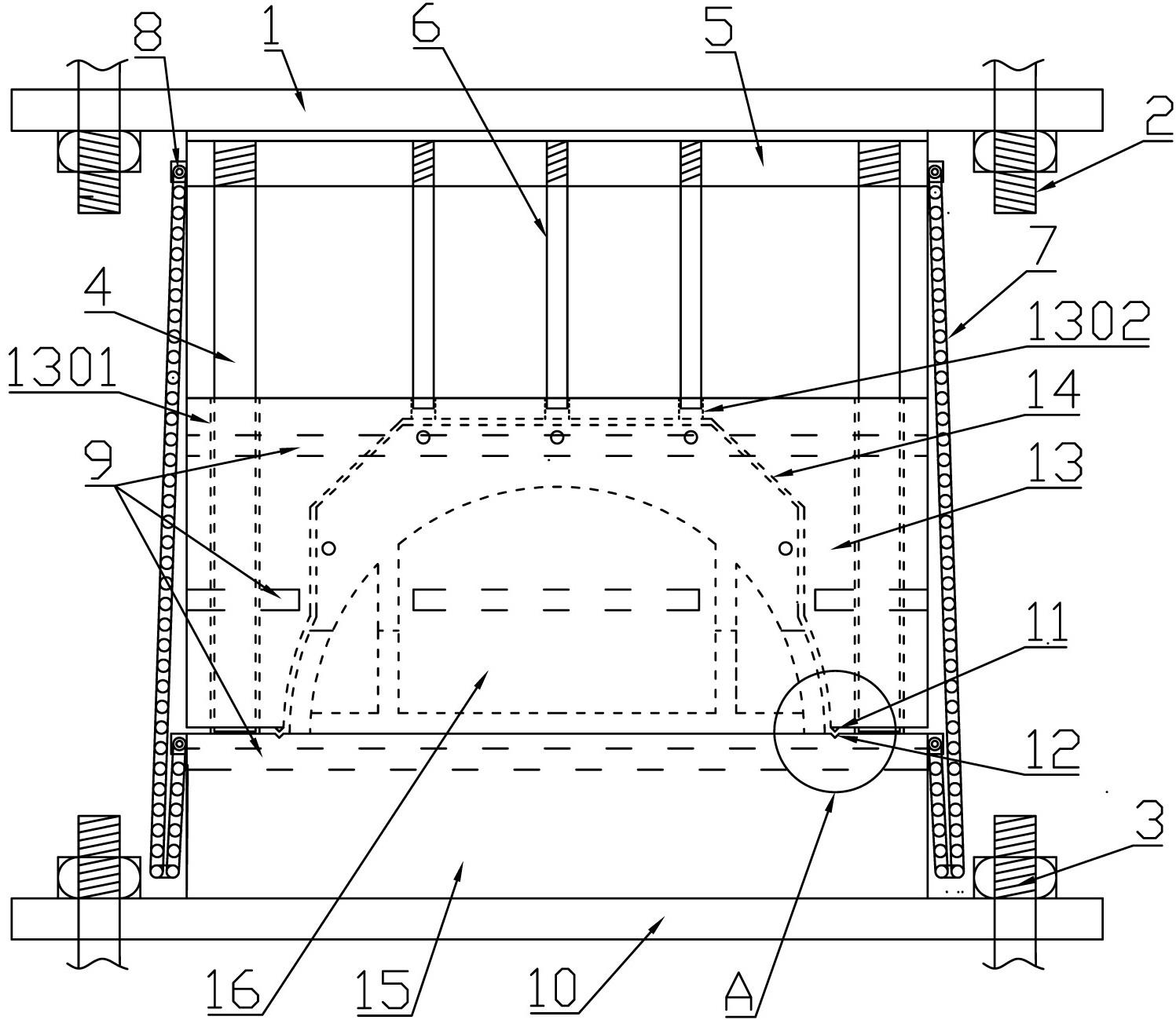
3、一种upr材料扣件罩一次成型生产模具,其包括上模和下模,所述上模上设有上模型腔,所述下模上设有与所述上模型腔相适配的下模头,所述上模两侧通过连接板与水平设置的上模板固连在一起,所述下模固设在水平设置的下模板上,所述上模顶部与升降装置相连;
4、所述上模板与上模之间设有顶出板,所述顶出板下方竖直固设有多个顶出板复位杆和多个顶杆,所述上模上开设有与所述顶出板复位杆相对应的通孔一和与所述顶杆相对应的通孔二,其中所述通孔二与所述上模的上模型腔相对应设置。
5、作为本实用新型的一种实施方式,所述上模板边缘和下模边缘处固设有多个链条吊耳,所述上模板上的链条吊耳与下模上的链条吊耳在竖直方向一一对应设置,且相对应的两个链条吊耳之间通过链条或绳索连接在一起。
6、作为本实用新型的一种实施方式,所述上模型腔底部边缘处设有溢料刀,所述下模上表面设置有与所述溢料刀相对应的溢料槽。
7、作为本实用新型的一种实施方式,所述上模和下模内部设置有加热孔,所述加热孔内设置有电热管。
8、作为本实用新型的一种实施方式,所述上模和下模内的加热孔水平设置,所述下模头内同样水平设置有加热孔。
9、作为本实用新型的一种实施方式,所述顶出板复位杆支撑在所述下模上时,所述顶杆下端与所述通孔二底端相齐平。
10、作为本实用新型的一种实施方式,所述上模板上设有上模板固定螺丝,所述下模板上设有下模板固定螺丝,所述上模板通过上模板固定螺丝固定在液压机上,所述下模板通过下模板固定螺丝固定在液压平台上。
11、采用上述技术方案所产生的有益效果在于:
12、本实用新型提供的upr材料扣件罩一次成型生产模具结构简单、使用方便,在液压机的动力驱动下,所述下模头进入上模的上模型腔内,使位于下模头上的upr材料充分受力成型,通过加热孔内的加热管升温,能够使成型的upr材料扣件罩快速固化成型。
13、所述上模上设置的溢料刀和下模上设置的溢料槽相互吻合,通过溢料刀可以将成型的upr材料扣件罩上多余的料边切除,还可以通过溢料槽将上模型腔内的空气以及upr材料聚合反应而产生的气体排出,能够显著提高upr材料扣件罩的尺寸精度,保证产品质量,有利于节约生产成本。
14、upr材料扣件罩成型后容易粘附在上模型腔内,随着液压机控制上模上升,所述upr材料扣件罩会带动所述顶杆和顶出板一起向上运动,通过设置所述链条或绳索,可以将所述顶出板拉住,随着上模继续上升,所述顶杆可以将upr材料扣件罩从上模型腔内顶出。
技术特征:
1.一种upr材料扣件罩一次成型生产模具,其特征在于:其包括上模和下模,所述上模上设有上模型腔,所述下模上设有与所述上模型腔相适配的下模头,所述上模两侧通过连接板与水平设置的上模板固连在一起,所述下模固设在水平设置的下模板上,所述上模顶部与升降装置相连;
2.根据权利要求1所述的一种upr材料扣件罩一次成型生产模具,其特征在于:所述上模板边缘和下模边缘处固设有多个链条吊耳,所述上模板上的链条吊耳与下模上的链条吊耳在竖直方向一一对应设置,且相对应的两个链条吊耳之间通过链条或绳索连接在一起。
3.根据权利要求2所述的一种upr材料扣件罩一次成型生产模具,其特征在于:所述上模型腔底部边缘处设有溢料刀,所述下模上表面设置有与所述溢料刀相对应的溢料槽。
4.根据权利要求1-3任一项所述的一种upr材料扣件罩一次成型生产模具,其特征在于:所述上模和下模内部设置有加热孔,所述加热孔内设置有电热管。
5.根据权利要求4所述的一种upr材料扣件罩一次成型生产模具,其特征在于:所述上模和下模内的加热孔水平设置,所述下模头内同样水平设置有加热孔。
6.根据权利要求1所述的一种upr材料扣件罩一次成型生产模具,其特征在于:所述顶出板复位杆支撑在所述下模上时,所述顶杆下端与所述通孔二底端相齐平。
7.根据权利要求1所述的一种upr材料扣件罩一次成型生产模具,其特征在于:所述上模板上设有上模板固定螺丝,所述下模板上设有下模板固定螺丝,所述上模板通过上模板固定螺丝固定在液压机上,所述下模板通过下模板固定螺丝固定在液压平台上。
技术总结
本技术涉及一种UPR材料扣件罩一次成型生产模具,其包括上模和下模,所述上模上设有上模型腔,所述下模上设有与所述上模型腔相适配的下模头,所述上模两侧通过连接板与水平设置的上模板固连在一起,所述下模固设在水平设置的下模板上,所述上模顶部与升降装置相连;所述上模板与上模之间设有顶出板,所述顶出板下方竖直固设有多个顶出板复位杆和多个顶杆,所述上模上开设有与所述顶出板复位杆相对应的通孔一和与所述顶杆相对应的通孔二,其中所述通孔二与所述上模的上模型腔相对应设置。
技术研发人员:许全起,焦瑞凯,方永智,段仕媚
受保护的技术使用者:河北腾跃轨道交通科技有限公司
技术研发日:20230417
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!