一种非同步开模的叠层模具的制作方法
本技术涉及一种非同步开模的叠层模具,属于叠层模具。
背景技术:
1、叠层模具的型腔按两层或多层分布,沿注塑机锁模方向呈重叠式排列。叠层注塑模具能够在不增加锁模力的基础上,使产量根据层数成倍增加,有效提高生产效率和设备利用率,并能节约生产成本和人力资源。目前,双层式的叠层模具技术应用最为广泛。
2、现有的叠层模具开模主要利用齿轮齿条开模机构、丝杆螺母开模机构等同步开模机构来实现,这些开模机构结构复杂,模具成本高。并且,现有的同步开模机构只能实现同距开模,同步同距的开模方式将叠层模具局限在生产高度相似的两款产品上,当同一套叠层模具的两层型腔分别生产两款高度相差较大的产品时,如果都按照高度尺寸大的产品来设置注塑机的开模距离,往往会超出该注塑机的最大开模行程,使得该注塑机无法使用而不得不换一台吨位更大的注塑机以满足过大的开模距离,造成资源的浪费和运营成本的增加。并且现有的叠层模具中顶针板的顶出过程往往需要设置单独的动力带动顶针板顶出,顶出过程复杂,成本高。
技术实现思路
1、本实用新型的目的是针对已有技术的缺点,提供一种顶针板顶出无需额外动力的非同步开模的叠层模具。
2、为实现目的本实用新型采用的技术方案是:
3、一种非同步开模的叠层模具,包括中间板以及位于所述中间板两侧的第一定模和第二定模,所述第一定模和所述第二定模安装在注塑机上,所述注塑机先带动所述第一定模移动或先带动所述第一定模、所述中间板同步移动,所述中间板包括第一顶针板,所述第一定模上安装有若干第一拉杆,所述第一拉杆上制有第一拉杆孔,所述第一顶针板上安装有若干第一连接块,所述第一连接块位于所述第一拉杆孔内并能在所述第一拉杆孔内左右滑动。
4、作为对上述技术方案的进一步优化:所述中间板还包括第二顶针板,所述第二定模上安装有若干第二拉杆,所述第二拉杆上制有长条形的第二拉杆孔,所述第一拉杆孔也呈长条形,所述第二顶针板上安装有若干第二连接块,所述第二连接块位于所述第二拉杆孔内并能在所述第二拉杆孔内左右滑动。
5、作为对上述技术方案的进一步优化:所述中间板上安装有第一行程开关和第二行程开关,所述第一拉杆上安装有第一行程开关接触块,所述第二拉杆上安装有第二行程开关接触块,所述第一行程开关接触块和所述第一行程开关之间的距离大于所述第一拉杆孔的孔壁和所述第一连接块之间的距离,所述第二行程开关接触块和所述第二行程开关之间的距离大于所述第二拉杆孔的孔壁和所述第二连接块之间的距离。
6、作为对上述技术方案的进一步优化:所述第一行程开关和所述第一行程开关接触块相接触,所述第二行程开关和所述第二行程开关接触块也相接触时,所述注塑机停止移动。
7、作为对上述技术方案的进一步优化:所述中间板包括第一动模和第二动模,所述第一定模和所述第一动模之间为第一分型面,所述第二定模和所述第二动模之间为第二分型面,所述第一行程开关接触块和所述第一行程开关之间的距离为第一分型面的开模距离,所述第二行程开关接触块和所述第二行程开关之间的距离为第二分型面的开模距离。
8、作为对上述技术方案的进一步优化:所述中间板依次包括互相连接的第一动模、第一模脚、第一气缸板、热流道板、第二气缸板、第二模脚、第二动模,所述第一动模、所述第一模脚、所述第一气缸板、所述热流道板、所述第二气缸板、所述第二模脚、所述第二动模同步移动,所述第一顶针板位于所述第一动模和所述第一气缸板之间,并能相对于所述第一动模移动;所述第二顶针板位于所述第二气缸板和所述第二动模之间,并能相对于所述第二动模移动。
9、与现有技术相比,本实用新型为不同步的开模方式,注塑机可以使第一分型面先打开或第二分型面先打开,定模通过拉杆带动连接块和顶针板移动,实现顶针板的顶出运动,顶针板顶出无需额外动力,顶出过程简单方便,节省成本;并且本实用新型能根据产品的高度分别设置第一行程开关接触块和第一行程开关之间的距离、第二行程开关接触块和第二行程开关之间的距离,实现非同距开模,保证两个分型面按照不同产品的实际尺寸开模,实现了在同一模具上产出高度相差较大的两款产品,合理规划模具的开模距离,能够充分利用现有注塑机的最大开模行程,避免因开模行程不够而更换更大注塑机台所带来的成本增加;结构简单,成本低,易于实现,机构稳定,生产周期短,易实现模具自动化生产,提高模具生产效率。
技术特征:
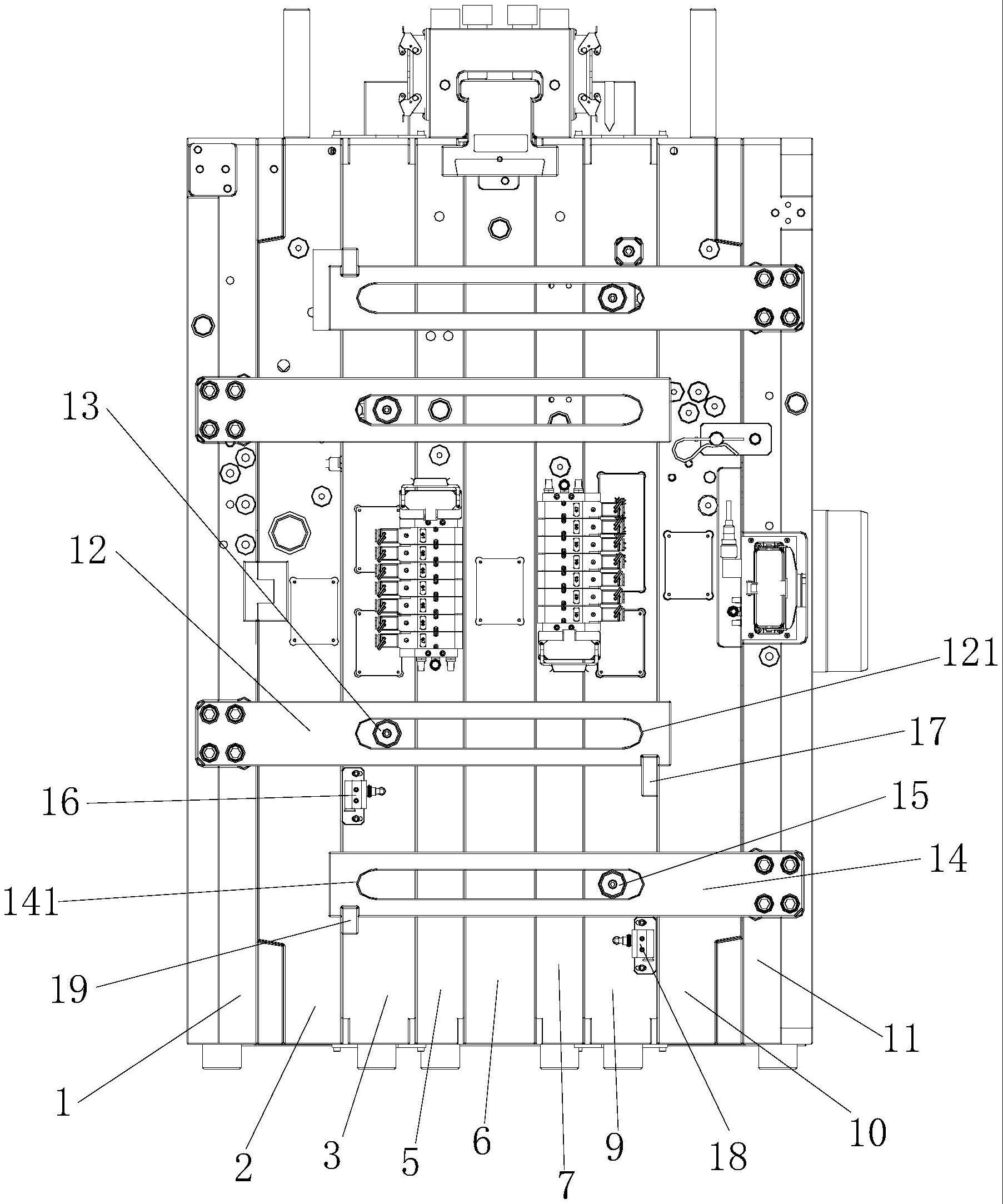
1.一种非同步开模的叠层模具,包括中间板以及位于所述中间板两侧的第一定模(1)和第二定模(11),其特征在于所述第一定模(1)和所述第二定模(11)安装在注塑机上,所述注塑机先带动所述第一定模(1)移动或先带动所述第一定模(1)、所述中间板同步移动,所述中间板包括第一顶针板(4),所述第一定模(1)上安装有若干第一拉杆(12),所述第一拉杆(12)上制有第一拉杆孔(121),所述第一顶针板(4)上安装有若干第一连接块(13),所述第一连接块(13)位于所述第一拉杆孔(121)内并能在所述第一拉杆孔(121)内左右滑动。
2.根据权利要求1所述的一种非同步开模的叠层模具,其特征在于所述中间板还包括第二顶针板(8),所述第二定模(11)上安装有若干第二拉杆(14),所述第二拉杆(14)上制有长条形的第二拉杆孔(141),所述第一拉杆孔(121)也呈长条形,所述第二顶针板(8)上安装有若干第二连接块(15),所述第二连接块(15)位于所述第二拉杆孔(141)内并能在所述第二拉杆孔(141)内左右滑动。
3.根据权利要求2所述的一种非同步开模的叠层模具,其特征在于所述中间板上安装有第一行程开关(16)和第二行程开关(18),所述第一拉杆(12)上安装有第一行程开关接触块(17),所述第二拉杆(14)上安装有第二行程开关接触块(19),所述第一行程开关接触块(17)和所述第一行程开关(16)之间的距离大于所述第一拉杆孔(121)的孔壁和所述第一连接块(13)之间的距离,所述第二行程开关接触块(19)和所述第二行程开关(18)之间的距离大于所述第二拉杆孔(141)的孔壁和所述第二连接块(15)之间的距离;
4.根据权利要求3所述的一种非同步开模的叠层模具,其特征在于所述中间板包括第一动模(2)和第二动模(10),所述第一定模(1)和所述第一动模(2)之间为第一分型面,所述第二定模(11)和所述第二动模(10)之间为第二分型面,所述第一行程开关接触块(17)和所述第一行程开关(16)之间的距离为第一分型面的开模距离,所述第二行程开关接触块(19)和所述第二行程开关(18)之间的距离为第二分型面的开模距离。
5.根据权利要求2所述的一种非同步开模的叠层模具,其特征在于所述中间板依次包括互相连接的第一动模(2)、第一模脚(3)、第一气缸板(5)、热流道板(6)、第二气缸板(7)、第二模脚(9)、第二动模(10),所述第一动模(2)、所述第一模脚(3)、所述第一气缸板(5)、所述热流道板(6)、所述第二气缸板(7)、所述第二模脚(9)、所述第二动模(10)同步移动,所述第一顶针板(4)位于所述第一动模(2)和所述第一气缸板(5)之间,并能相对于所述第一动模(2)移动;所述第二顶针板(8)位于所述第二气缸板(7)和所述第二动模(10)之间,并能相对于所述第二动模(10)移动。
技术总结
本技术涉及一种非同步开模的叠层模具,包括中间板以及位于中间板两侧的第一定模和第二定模,第一定模和第二定模安装在注塑机上,注塑机先带动第一定模移动或先带动第一定模、中间板同步移动,中间板包括第一顶针板,第一定模上安装有若干第一拉杆,第一拉杆上制有长条形的第一拉杆孔,第一顶针板上安装有若干第一连接块,第一连接块位于第一拉杆孔内并能在第一拉杆孔内左右滑动。本技术为不同步开模,注塑机可以使第一分型面先打开或第二分型面先打开,定模通过拉杆带动连接块和顶针板移动,实现顶针板的顶出运动,顶针板顶出无需额外动力;能根据产品的高度设置不同的开模距离,实现非同距开模。
技术研发人员:高光华,江志仁,罗凯,李伟,应建明,杨炯,汪明威
受保护的技术使用者:浙江台州美多模具有限公司
技术研发日:20230418
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!